:quality(80)/p7i.vogel.de/wcms/25/4c/254c93f7769ee82b8be8d24b8a971a1b/bild1-pgn-plus-anwendungsbild-07-04-2018-5760x3238v1.jpeg "Dank einer digitalen Lösung für die Werkstoffauswahl konnte Schunk neue emissionsreduzierende Ansätze ermitteln und den CO2-Ausstoß von Produkten reduzieren. (Bild: Schunk)")
:quality(80)/p7i.vogel.de/wcms/ed/b9/edb95e3cf7d170ef13d917b24d14064d/newsimage423895-4000x2249v1.jpeg "Empa-Forschende wollen beschädigte Brücken und andere Stahlkonstruktionen mithilfe des 3D-Metalldrucks reparieren. (Bild: Empa)")
:quality(80)/p7i.vogel.de/wcms/0a/a5/0aa5cb46da72af59018c855bc750cc54/e7748318ea51436399aeab5985ffc9d6de9318ddv1.jpeg "Der neue Prozess verkürzt die Durchlaufzeiten und senkt die Kosten erheblich und erweitert den Zugang zu Hochleistungsverbundwerkstoffen in neuen Märkten, darunter Advanced Air Mobility (AAM) und die Verteidigungsindustrie. (Bild:Greene Tweed)")
:quality(80)/p7i.vogel.de/wcms/03/e3/03e358c7d85b64d95c4c2c972c7491f8/94048294.jpeg "Bei neuen Produktideen spielen die Kosten eine maßgebliche Rolle. Mit Design-to-Cost-Methoden lässt sich genau planen, wie Kosten am besten eingespart werden. (Bild: gemeinfrei)")
:quality(80)/p7i.vogel.de/wcms/89/c9/89c911ebddb1646a110a82e7e9900eae/manufacturing-20-26-20industrial-2-1450x816v1.png "Eine digitale Konstruktion schafft noch keinen digitalen Prozess. Manuelle Übergaben zwischen Konstruktion, Vertrieb und ERP verhindern dies und werden zunehmend zu Wachstumsproblemen. (Bild: Emporix)")
:quality(80)/p7i.vogel.de/wcms/6e/35/6e3563e715be749a19ceacd881c438b9/fachbeitrag-tda-inventor-pdm-2730x1536v1.png "Drei Tage für eine Variante, die sich hätte automatisieren lassen: Warum manuelle Konstruktionsprozesse heute keine Option mehr sind. (Bild: Lino GmbH)")
:quality(80)/p7i.vogel.de/wcms/39/6a/396a08d40f5dd0af53a3acbbf726064c/mikroverkapselte-klebstoffe-kleben-pressefoto-1890x1329-1440x810v1.jpeg "Am Demonstrator lässt sich die Haftwirkung der Klebstoffkapseln direkt testen. (Bild: Fraunhofer IAP)")
:quality(80)/p7i.vogel.de/wcms/e3/0c/e30c5f8d7a48a57173d1b7f5b8ff1217/robot-20floaty-1024x576v1.jpeg "Der Flugroboter Floaty nutzt verstellbare Klappen, um Luftströmungen gezielt zu steuern und stabil in der Luft zu bleiben. (Bild: Max-Planck-Institut)")
:quality(80)/p7i.vogel.de/wcms/1e/fc/1efcbcfd82d344c6e52a9671dc6ad199/verity-20flugdrohne-2000x1125v1.jpeg "Die Flugroboter von Verity unterstützen im Logistik- und Einzelhandelssektor, indem sie Lagerbestände kontinuierlich überwachen – ohne GPS und menschliches Eingreifen. (Bild: Verity)")
:quality(80)/p7i.vogel.de/wcms/83/93/83935dca5289556988d7d2e9f2183d82/-sb-3254-3000x1687v1.jpeg "Würzburg im Oktober heißt: zwei Tage rund um die Frage, wie sich Produktentwicklung heute effizient und zukunftsfähig gestalten lässt. (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/e9/03/e90306f116f570daebed16b9684b9445/item-20fa-20schutzz-c3-a4une-20planen-20-bild2-1469x827v1.png "Digitale Konfiguratoren wie die von Item vereinfachen die Planung kompletter Schutzzäune über eine intuitive Benutzeroberfläche. (Bild: Item)")
:quality(80)/p7i.vogel.de/wcms/c9/47/c947857cac38244999f2b6f4e96a01de/thedigitalartist-ai-generated-8070000-3120x1754v1.jpeg "Die NIS-2-Richtlinie ist in Deutschland bereits am 6. Dezember 2025 in Kraft getreten – doch nur wenige Unternehmen haben die Vorgaben bislang umgesetzt. (Bild: TheDigitalArtist)")
:quality(80)/p7i.vogel.de/wcms/a0/03/a003d1d5ee83399f232303f7c50bd93b/geralt-statistics-4623842-4752x2672v1.jpeg "Erholung mit Risiken: Deutschlands Wirtschaft zwischen geopolitischer Unsicherheit und technologischem Aufschwung. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/aa/e1/aae1d4890329b20e40f4ebbc782705c7/aussenhandel-saisonbereinigt-2048x1151v1.png "Im April 2026 sind die deutschen Exporte gegenüber März 2026 kalender- und saisonbereinigt um 0,9 Prozent und die Importe um 1,2 Prozent gestiegen. (Bild: Destatis)")
:quality(80)/p7i.vogel.de/wcms/0c/a8/0ca87f2101343b426f8a2efa3f7ed80b/adobestock-1979349822--c2-a9-20deni-20-e2-80-93-20stock-adobe-com-ki-generiert-4093x2304v1.jpeg "Ingenieure sind das entscheidende Bindeglied für KI im Praxiseinsatz. Sie bringen das essenzielle Wissen mit, KI-Modelle zu trainieren, einzuschätzen und richtig anzuwenden. (Bild: © deni – stock.adobe.com | KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/76/32/763233e84c4054d0c8634dad6c6141fc/adobestock-2035398302-2730x1536v1.jpeg "Wir zeigen, wie aus mechanischen Fächern und maritimen Lüftungssystemen der moderne Hochleistungsventilator wurde. (Bild: © Olga Ко – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/09/2a/092ad24dd4b603abc12e017024d5be85/digitalerzwillingjoseph-von-fraunhofer-20-282-29-6200x3489v1.jpeg "Auf der Hannover Messe 2026 konnten sich Besucher mit dem digitalen Zwilling von Joseph von Fraunhofer unterhalten – das Metaverse und KI machen es möglich. (Bild: Fraunhofer-Gesellschaft)")
:quality(80)/p7i.vogel.de/wcms/2f/2b/2f2b46d8cd0987790d053a0ecc434833/aumovio-pp-dtco-1-1772x997v1.jpeg "20 Jahre digitaler Tachograph: Wie sich das Gerät vom Kontrollgerät zum Datenhub im Güterverkehr entwickelt hat. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/bf/45/bf4523ff21e3add62ccd8390c5bfea7a/adobestock-726557427--c2-a9-20vladan-20-e2-80-93-20stock-adobe-com-ki-generiert-3580x2016v1.jpeg "Astronomie erforscht die Welt der Galaxien und versucht, Entstehung, Aufbau und Entwicklung des Universums zu erklären. (Bild: © Vladan – stock.adobe.com_KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/50/8c/508ccaa2f4a61a0fecf84fde16ba45aa/schrittmotor-nema-24-erklaerung-und-anwendungen-die-sie-kennen-solltenv1.jpeg "Die Parametrierung und Inbetriebnahme des Integrierten Motors ST NEMA24 von item Industrietechnik erfolgen komfortabel mit der Software item MotionSoftStepper (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/a1/64/a16493ce8f1e75a27e82aba33532b391/lineartechnik-einfach-erklaert-definition-vorteile-anwendungv1.jpeg "Lineartechnik kommt überall dort zum Einsatz, wo geführte Bewegungen entlang einer Achse erforderlich sind. Das item Linearsystem bietet die Basis für Einzelachsen, Synchronachsen sowie Mehrachsportale. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/45/8a/458add2ba48d38497829522cac80bbae/reinraum-fuer-pharma-medizintechnik-7-herausforderungen-und-wie-sie-sie-loesenv1.jpeg "Arbeiten unter Reinraumbedingungen: In der Pharma- und Medizintechnik sind kontrollierte Umgebungen eine zentrale Voraussetzung für sichere Produktionsprozesse. (Bild: item)")
3D-Druck Zehn Neuigkeiten aus der Additiven Fertigung
Wir stellen neue Verfahren, Werkstoffe und Maschinen aus dem Bereich der Additiven Fertigung vor: Von den Möglichkeiten der 2-Photonen Polymerisation über ein Edelstahlfilament und ein Elastomerpulver bis zu einem Inkjet-3D-Farbdrucker.
Anbieter zum Thema
:fill(fff,0)/p7i.vogel.de/companies/64/1b/641b1b39912ca/heraeus-wm-amloy-untereinander-rgb.png "heraeus-wm-amloy-untereinander-rgb (Heraeus AMLOY Technologies GmbH)")
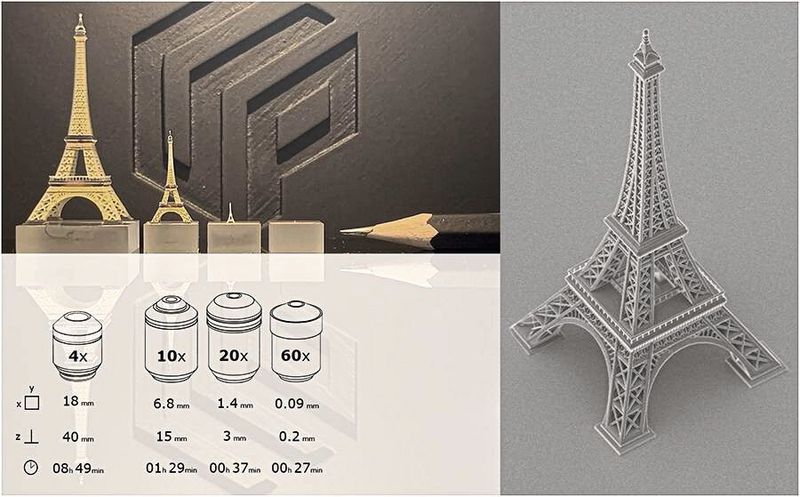
Kunststoffbauteile mit hoher Auflösung in zwölf Größenordnungen

Die 2-Photonen Polymerisation (2PP) ist ein ultrapräzises Herstellungsverfahren, das bisher nur für einen begrenzten Größenbereich optimiert werden konnte. Die Produktion von Bauteilen im Zentimeter-Bereich nahm extrem lange Zeit in Anspruch und erschien damit für den Serieneinsatz ungeeignet. Up Nano zeigt nun mit ihrem Nano-One-Drucksystem, dass es auch anders geht: Hochpräzise gefertigte Kunststoffbauteile mit einer Auflösung im Mikro- und Nanometerbereich werden damit wahlweise in Zenti-, Milli- oder Mikrometergröße hergestellt. Bisher unmögliche F&E- und Industrieanwendungen sind nun möglich.
Lesen Sie hier mehr.
3D-Druck mittels Elektronenstrahl

Pro-Beam, Spezialist für Elektronenstrahl-Technik, bietet jetzt auch zwei 3D-Druck-Technologien an – das Draht-Auftragschweißen und das Elektronenstrahlschmelzen. Die Verfahren sollen Metallbauteile für die Industrie in unterschiedlicher Größe von Losgröße 1 bis zur industriellen Serienfertigung bereitstellen. Das Pulverbett-Verfahren ist vor allem für filigrane Bauteile ausgelegt. Pro-Beam verspricht einen schnelleren und industrialisierteren Produktionsprozess anzubieten, als bisher auf dem Markt üblich. Das ist unter anderem durch wegfallende Stützstrukturen möglich. Bei dem Draht-Auftragsschweißen entstehen dreidimensionale Industrie-Bauteile durch das kontinuierliche Aufschmelzen eines Metalldrahts im Vakuum der Elektronenstrahlanlage. Es bietet gegenüber konventionellen Herstellungsmethoden eine kürzere Produktionszeit, höhere Verfügbarkeit und die Möglichkeit, auch anspruchsvolle Metalle sowie Legierungen einzusetzen.
Lesen Sie hier mehr.
Filament für Bauteile aus Edelstahl

BASF führt unter seiner 3D-Druck-Kunststoffmarke Forward AM das Filament Ultrafuse 17-4 PH für den Metall-3D-Druck ein. Das Filament, bei dem Metallpulver mit einem Polymerbindemittel vermischt wird, ist für die Fused Filament Fabrication (FFF)-Technologie bzw. Fused Deposition Modeling (FDM)-Technologie geeignet. Nach dem anschließenden Entbindern und Sintern bestehen die finalen 3D-gedruckten Teile aus 17-4-Edelstahl. Das neue Filament ist mit seiner hohen mechanischen Festigkeit sowie Härte und Korrosionsbeständigkeit für ein breites Anwendungsspektrum geeignet – zum Beispiel für den Werkzeug- und Vorrichtungsbau sowie für die funktionale Prototypenerstellung.
Lesen Sie hier mehr.
Feuerfeste Duroplastpulver

Tiger Coatings hat in Zusammenarbeit mit Ricoh drei duroplastische Pulverserien für das Selektive Lasersintern entwickelt. Die HPP(High Performance Polymers)-Materialien der Serie 370 sollen höchste Ansprüche an die Präzision sowie die mechanischen Eigenschaften der gedruckten Bauteile erfüllen. Die hydrophobe Beschaffenheit dieser Serie erweitert ihre Einsatzmöglichkeiten. Die TPP(Top Performance Polymers)-Materialien zeigen laut Hersteller eine hohe Hitzebeständigkeit sowie isotrope Eigenschaften. Sie sind elektrisch isolierend und chemisch beständig. Die PPP(Premium Performance Polymers)-Materialien garantieren Flammschutz bis UL 94 V0.
Lesen Sie hier mehr.
ESD-sicheres und rot eingefärbtes Filament

Mit TPU 58D-AS bietet Essentium jetzt ein ESD-sicheres und antistatisches thermoplastisches Polyurethan-Filament in Farbe für sein Hochgeschwindigkeits-FDM-Druck-Verfahren an. Für Luft- und Raumfahrtanforderungen sind so rot eingefärbte Bauteile möglich. Im Gegensatz zu anderen ESD-sicheren Materialien, die aufgrund von Kohlenstoffzusätzen nur in schwarz angeboten werden, hat Essentium in Zusammenarbeit mit Croda eine exklusive Filamentlinie in Farbe entwickelt. Sie basiert auf den antistatischen Zusätzen von Croda Ionphase. Die roten Filamente weisen laut Hersteller eine ausgezeichnete Schlag-, Reiß- und Abriebfestigkeit auf und sind ebenfalls für Reinraum- und Elektronikfertigungsanwendungen geeignet.
Lesen Sie hier mehr.
Styrol-Polymerpulver spart Energie beim SLS-Verfahren

Um die Temperatur und die Zykluszeit des Bauprozesses im Selektiven Lasersintern zu reduzieren sowie die Recyclingquote des Pulvers zu verbessern, untersuchte das Projekt „PolySLS” drei Jahre lang die Möglichkeiten eines Polymerpulvers auf Basis von Styrol. Das Ergebnis: Gesamteinsparungen von 67 % der Energie im Vergleich zu traditionellem Polyamid 12, wenn man den gesamten Lebenszyklus berücksichtigt. Mit dem Styrolpolymer wurde eine direkte Energieeinsparung von 25 % in der SLS-Maschine erzielt. Das liegt an den niedrigeren Prozesstemperaturen und kürzeren Heiz- und Kühlphasen. Dadurch konnten auch Druckaufträge schneller fertiggestellt werden.
Lesen Sie hier mehr.
3D-druckfähiges Elastomerpulver

In einer langjährigen Industriepartnerschaft haben Evonik und HP ein flexibles Hochleistungspulver auf Basis eines thermoplastischen Amid-Typs (TPA) für die Multi Jet Fusion-Technologie entwickelt. Das neue Pulvermaterial zeichnet sich durch eine sehr geringe Dichte von 1,01 g/cm³ sowie eine Shore-A-Härte von 91 aus. Es eignet sich für die Herstellung von funktionellen Hightech-Kunststoffteilen, die eine hohe Dehnung und Energierückgabe erfordern wie etwa Sportartikel oder Automobilbauteile. Mit dem neuen TPA-Pulver können Kunden sowohl real verwendbare Prototypen als auch Serienbauteile mit den 3D-Druckern der HP Jet Fusion 4200-Serie herstellen.
Lesen Sie hier mehr.
Kunststoffe für den 3D-Druck alternativ herstellen
 gedruckt.")
Covestro will mit rezyklierten, CO2- und biobasierten Kunststoffen einen Beitrag zur Umstellung des 3D-Drucks auf die Kreislaufwirtschaft leisten. Ein Teil der Rohstoffe für die rezyklierten Kunststoffe fällt in Form post-industrieller Abfälle an und kann nach Umarbeitung als Filament (z.B. PC-Blend) für das FDM-Verfahren verwendet werden. Ebenfalls vielversprechend sind Polyole der Marke Cardyon, in denen CO2 einen Teil der bisher verwendeten petrochemischen Rohstoffe ersetzt. Daraus lassen sich Pulver oder Filamente aus TPU herstellen. Außerdem entwickelt Covestro teilweise biobasierte Pulver für das Lasersintern, in denen der Kohlenstoffgehalt zu fast 50 % aus Biomasse stammt.
Lesen Sie hier mehr.
Prototypen mit hoher Farbauflösung erstellen

Im Zuge der Formnext Connect 2020 hat Mimaki den Inkjet-3D-Farbdrucker 3DUJ-2207 mit UV-Härtung vorgestellt. Er ist für Prototypen und Modelle prädestiniert, bei denen es auf die Wiedergabe feiner Farbnuancen ankommt. Er kann mehr als 10 Millionen Farben für den industriellen Einsatz verarbeiten. Laut Hersteller liefert der Drucker ein brillantes Farbbild mit feiner Detailzeichnung. Das wasserlösliche Stützmaterial ließe sich mühelos abwaschen, ohne dass das Bauteil Schaden nimmt. An Materialien steht das Mimaki-eigene transparente Harz zur Verfügung, das allein verwendet oder mit Farben gemischt werden kann. Der Bauraum wurde im Vergleich zum Vorgängermodell 3DUJ-553 auf 203 mm × 203 mm × l76 mm verkleinert. Ein geräuscharmer Betrieb und ein optionaler Deodosierer zur Überdeckung unangenehmer Gerüche machen den Inkjet-3D-Farbdrucker auch für Büroumgebungen attraktiv. Auf Basis der UV-härtenden Inkjet-Drucktechnik hat der 3DUJ-2207 laut Mimaki eine etwa doppelt so hohe Farbauflösung und -qualität wie Pulverbettverfahren.
Lesen Sie hier mehr.
SLM-Maschine mit zwölf Lasern

Die NXG XII 600 ist die neueste Ergänzung des Produktportfolios von SLM Solutions und setzt mit zwölf gleichzeitig arbeitenden Lasern mit jeweils bis zu 1 kW Leistung, zahlreichen technologischen Innovationen sowie automatisierten Funktionen die Produktivität auf ein neues Niveau. Die Maschine für das Laserschmelzen von Metallen wurde von Grund auf für die Serienfertigung konzipiert und verfügt über ein neues, kompaktes optisches System. Es ermöglicht große Laser-Überlappbereiche und basiert auf einem maßgeschneiderten Laser-Scansystem, welches optimal an den Baubereich angepasst ist. Alle zwölf Optiken bieten eine Spotgrößendefinition über ein Doppellinsensystem. Diese so genannte Zoom-Funktion ermöglicht es, dem Kunden zwischen verschiedenen Spotgrößen in der Brennebene zu wählen, was Aufbauraten von 1000 cc/h und mehr ermöglicht. Um homogene Bauteileigenschaften über die gesamte Bauplattform zu erreichen, hat SLM Solutions eine neue Gasströmung, zusammen mit einem optimierten Baukammerdesign und der patentierten und bewährten Sinterwandtechnologie, entwickelt.
Lesen Sie hier mehr.
(ID:47093933)
:quality(80)/p7i.vogel.de/wcms/17/23/172382110b585f0f7c23f0f6dc42d386/0126983566v2.jpeg "Individualisierte Handschiene aus Kunststoff, hergestellt im 3D-Drucker. (Bild: © mari1408 - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/6c/b4/6cb4a94b8c13d8a435e5c3a1f54ab946/0128201066v2.jpeg "Unterschiedliche Produkte, in Serie gedruckt im Multi-Jet-Fusion-Verfahren (Bild: Xometry)")