:quality(80)/p7i.vogel.de/wcms/2f/4c/2f4c173fc2409db48eaf7d23a0748a3c/2025-05-16-dftvisual-4444x2499v1.jpeg "Der Digital Fuel Twin von Bosch erfasst und validiert Tankdaten aus verschiedenen Quellen – darunter Fahrzeugdaten, Tankstellen und Tankkartentransaktionen – und gewährleistet damit eine zuverlässige und transparente Nachverfolgung des Verbrauchs erneuerbarer Kraftstoffe. (Bild: Bosch)")
:quality(80)/p7i.vogel.de/wcms/18/f6/18f66d31f5e85f6b65785d9975c7c206/2026-060-schaedigung-20metall-bild-202-1442x811v1.png "Unter Schubbelastung können Verunreinigungen in Form von steifen Partikeln dazu führen, dass das Volumen von Poren unter Verformung bis auf das Sechsfache steigt. (Bild: KIT)")
:quality(80)/p7i.vogel.de/wcms/25/4c/254c93f7769ee82b8be8d24b8a971a1b/bild1-pgn-plus-anwendungsbild-07-04-2018-5760x3238v1.jpeg "Dank einer digitalen Lösung für die Werkstoffauswahl konnte Schunk neue emissionsreduzierende Ansätze ermitteln und den CO2-Ausstoß von Produkten reduzieren. (Bild: Schunk)")
:quality(80)/p7i.vogel.de/wcms/d8/d4/d8d4786533658531dd7f5d383c020f54/-sb-3254-3000x1687v1.jpeg "Auch 2026 heißt es in Würzburg wieder „Herzlich willkommen\" für Konstruktions- und Entwicklungsleiter aus ganz Deutschland. (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/1a/d9/1ad9efc8a86adc6031d22f7473e0d390/0132121730v1.jpeg "Nachdem es in den ersten vier Monaten 2026 für die deutsche Industrie in Sachen Auftragslage eher mau aussah, hat der Mai als Wonnemonat seinem Namen wohl Ehre gemacht. Analysten glauben nun zwar an mehr Sonne, doch die Wolken sind noch nicht verschwunden ... (Bild: Solarfans)")
:quality(80)/p7i.vogel.de/wcms/03/e3/03e358c7d85b64d95c4c2c972c7491f8/94048294.jpeg "Bei neuen Produktideen spielen die Kosten eine maßgebliche Rolle. Mit Design-to-Cost-Methoden lässt sich genau planen, wie Kosten am besten eingespart werden. (Bild: gemeinfrei)")
:quality(80)/p7i.vogel.de/wcms/ce/a7/cea71b756781a5750c9d51f5ca8915b0/aufmacherbild-small-hole-5760x3238v1.jpeg "Bei einer Hohlleiterwicklung wird der Wärmepfad drastisch verkürzt. Das Kühlmedium nimmt die Verlustwärme direkt im Leiter auf. Dadurch sinken lokale Hotspots, die Temperatur wird kontrollierbarer, und die thermische Dynamik der Maschine wird beherrschbarer. (Bild: DEF)")
:quality(80)/p7i.vogel.de/wcms/61/53/615308b0e87c8a3f91d5340dda26bb46/260414-abb-robotics-gofa-ultra-accuracy-5312x2988v1.jpeg "Intuitive No‑Code‑Tools und KI‑gestützte Software senken die Einstiegshürden in die Robotik und machen sie selbst für Anwenderinnen und Anwender ohne Programmierkenntnisse schnell zugänglich. (Bild: ABB Robotics)")
:quality(80)/p7i.vogel.de/wcms/03/c9/03c9429c70389b8636adb54bb79c8a89/adobestock-302449163--c2-a9-20stock-adobe-com-5901x3317v1.jpeg "Bei der Herstellung von Kegelrollenlagern ist Präzision gefragt. (Bild: May Chanikran– stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/83/93/83935dca5289556988d7d2e9f2183d82/-sb-3254-3000x1687v1.jpeg "Würzburg im Oktober heißt: zwei Tage rund um die Frage, wie sich Produktentwicklung heute effizient und zukunftsfähig gestalten lässt. (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/e9/03/e90306f116f570daebed16b9684b9445/item-20fa-20schutzz-c3-a4une-20planen-20-bild2-1469x827v1.png "Digitale Konfiguratoren wie die von Item vereinfachen die Planung kompletter Schutzzäune über eine intuitive Benutzeroberfläche. (Bild: Item)")
:quality(80)/p7i.vogel.de/wcms/a0/03/a003d1d5ee83399f232303f7c50bd93b/geralt-statistics-4623842-4752x2672v1.jpeg "Erholung mit Risiken: Deutschlands Wirtschaft zwischen geopolitischer Unsicherheit und technologischem Aufschwung. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/aa/e1/aae1d4890329b20e40f4ebbc782705c7/aussenhandel-saisonbereinigt-2048x1151v1.png "Im April 2026 sind die deutschen Exporte gegenüber März 2026 kalender- und saisonbereinigt um 0,9 Prozent und die Importe um 1,2 Prozent gestiegen. (Bild: Destatis)")
:quality(80)/p7i.vogel.de/wcms/89/c9/89c911ebddb1646a110a82e7e9900eae/manufacturing-20-26-20industrial-2-1450x816v1.png "Eine digitale Konstruktion schafft noch keinen digitalen Prozess. Manuelle Übergaben zwischen Konstruktion, Vertrieb und ERP verhindern dies und werden zunehmend zu Wachstumsproblemen. (Bild: Emporix)")
:quality(80)/p7i.vogel.de/wcms/76/32/763233e84c4054d0c8634dad6c6141fc/adobestock-2035398302-2730x1536v1.jpeg "Wir zeigen, wie aus mechanischen Fächern und maritimen Lüftungssystemen der moderne Hochleistungsventilator wurde. (Bild: © Olga Ко – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/09/2a/092ad24dd4b603abc12e017024d5be85/digitalerzwillingjoseph-von-fraunhofer-20-282-29-6200x3489v1.jpeg "Auf der Hannover Messe 2026 konnten sich Besucher mit dem digitalen Zwilling von Joseph von Fraunhofer unterhalten – das Metaverse und KI machen es möglich. (Bild: Fraunhofer-Gesellschaft)")
:quality(80)/p7i.vogel.de/wcms/2f/2b/2f2b46d8cd0987790d053a0ecc434833/aumovio-pp-dtco-1-1772x997v1.jpeg "20 Jahre digitaler Tachograph: Wie sich das Gerät vom Kontrollgerät zum Datenhub im Güterverkehr entwickelt hat. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/bf/45/bf4523ff21e3add62ccd8390c5bfea7a/adobestock-726557427--c2-a9-20vladan-20-e2-80-93-20stock-adobe-com-ki-generiert-3580x2016v1.jpeg "Astronomie erforscht die Welt der Galaxien und versucht, Entstehung, Aufbau und Entwicklung des Universums zu erklären. (Bild: © Vladan – stock.adobe.com_KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/57/77/5777fa6040a24e6a62e9b06a5ba3196b/itemde-vogel-advertorial-mobile-roboter-in-der-industrie-headerbildv1.jpeg "Mit standardisierten Base Carts und individuell konfigurierbaren Top Modulen bietet item passgenaue Lösungen für unterschiedliche Transportaufgaben (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/50/8c/508ccaa2f4a61a0fecf84fde16ba45aa/schrittmotor-nema-24-erklaerung-und-anwendungen-die-sie-kennen-solltenv1.jpeg "Die Parametrierung und Inbetriebnahme des Integrierten Motors ST NEMA24 von item Industrietechnik erfolgen komfortabel mit der Software item MotionSoftStepper (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/a1/64/a16493ce8f1e75a27e82aba33532b391/lineartechnik-einfach-erklaert-definition-vorteile-anwendungv1.jpeg "Lineartechnik kommt überall dort zum Einsatz, wo geführte Bewegungen entlang einer Achse erforderlich sind. Das item Linearsystem bietet die Basis für Einzelachsen, Synchronachsen sowie Mehrachsportale. (Bild: item)")
Schweißen Gesteuerte Wärmeeinbringung
ESS hat in Kooperation mit dem Steinbeis-Transferzentrum in Ulm das HC MAG-Schweißen entwickelt. Es ist ein Sonderverfahren des konventionellen Kurzlichtbogenprozesses.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/90100/90177/65.jpg "LOGO.jpg ()")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/20800/20842/65.jpg "Logo_42mm.JPG ()")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/125200/125230/65.png "IPF_Logo_kurz.png ()")
Wärmereduzierte MIG/MAG Sonderverfahren nutzen bislang den Effekt der Stromabschaltung oder Stromreduzierung im Gleichstrom-Kurzlichtbogenbereich. Das Abschalten oder Absenken des Stroms geht in der Regel einher mit einer verminderten Drahtabschmelzung.
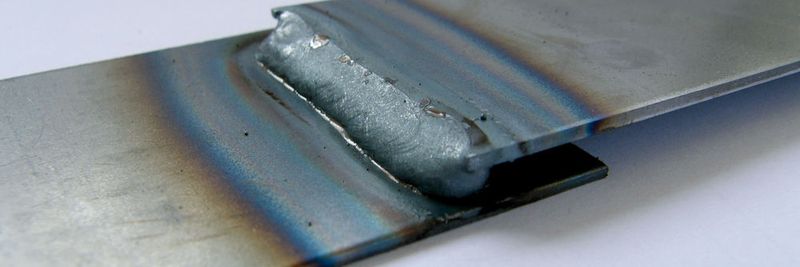
Das HC MAG-Schweißen (Heat Controlled MIG/MAG) von ESS erweitert den konventionellen Kurzlichtbogenbereich um einen Wechselstromprozess mit stufenlos gesteuerter Wärmeeinbringung, der durch konstante Abschmelzleistung die Produktivität deutlich steigert. Analog zur Balance-Einstellung beim WIG-Schweißen mit Wechselstrom ist es nun möglich, auch beim MIG/MAG-Schweißen durch einen Balance-Regler am Schweißgerät die Polarität an der Drahtelektrode beliebig zu verändern. Dadurch lässt sich die Einbrandtiefe im Grundwerkstoff stufenlos einstellen und die Abschmelzleistung an der Drahtelektrode erhöhen. Die Energie kann zwischen der Abschmelzmenge an der Drahtelektrode und der Einbrandtiefe im Werkstück nahezu beliebig verschoben werden.
:quality(80)/images.vogel.de/vogelonline/bdb/1210200/1210230/original.jpg "(ESS Welding)")
:quality(80)/images.vogel.de/vogelonline/bdb/1210200/1210231/original.jpg "(ESS Welding)")
:quality(80)/images.vogel.de/vogelonline/bdb/1210200/1210232/original.jpg "(ESS Welding)")
Der vom Anwender einstellbare HC MAG Wert beschreibt die Wärmeverteilung. Bei einem HC MAG-Wert von 0% liegt der Standard Kurzlichtbogenprozess mit positiv gepolter Elektrode vor, d.h. maximaler Einbrand im Werkstück bei normaler Abschmelzleistung. Bei einem HC MAG-Wert von 100% liegt an der Elektrode wechselnde Polarität an, damit ist der Einbrand im Werkstück am geringsten und die Abschmelzleistung an der Drahtelektrode am größten. Dazwischen lässt sich angepasst an die Schweißaufgabestufenlos jeder Wert einstellen.
Extreme Spaltüberbrückung
Durch den vom Anwender steuerbaren Anteil von Wärmeeinbringung an der Drahtelektrode oder am Werkstück lässt sich ein sehr gut kontrollierbares Schweißbad erzeugen. HC MAG eignet sich dadurch vor allem zum einfachen und sicheren Schweißen der Wurzellage mit erhöhter Schweißgeschwindigkeit, zum Fügen von dünnen Blechen mit großen Fertigungstoleranzen oder zum Fallnahtschweißen. Da sich durch Erhöhen des HC MAG-Werts ein zähflüssigeres Schmelzbad erzeugen lässt, können bei Schweißaufgaben in Zwangsposition (insbesondere Fallnähte) die Nahtflanken ohne vorlaufendes Schmelzbad sehr gut durch den Lichtbogen aufgeschmolzen werden. So lassen sich Flankenbindefehler sicher vermeiden.
Erhöhte Produktivität
Weitere Anwendungsgebiete des neuen Verfahrens sind z.B. das Auftragschweißen, bei dem durch Veränderung des HC MAG-Werts der Aufmischgrad eingestellt wird. Wärmeempfindliche Werkstoffe werden beim Schweißen und Löten über die anpassbare Wärmeeinbringung weniger geschädigt. Bei Kehlnähten am Überlappstoß können mit HC MAG minimale Flanschbreiten realisiert und somit Material eingespart werden.
Das neue HC MAG –Verfahren von ESS erweitert das bekannte Anwendungsgebiet des Kurzlichtbogens und kann die Produktivität erheblich erhöhen, weil zur Verringerung des Wärmeeinbringens weder die elektrische Leistung noch die Draht-vorschubgeschwindigkeit reduziert werden. Trotz geringerer Wärmezufuhr ist so eine höhere Schweißgeschwindigkeit möglich Das Verfahren kann bei Stahl, Chrom-Nickel-Stahl, Aluminium und auch Kupferbasiswerkstoffen bis zu einem Leistungsbereich von ca. 200A eingesetzt werden. Fülldrähte lassen sich problemlos verarbeiten. (qui)
:quality(80)/images.vogel.de/vogelonline/bdb/1196300/1196336/original.jpg "DIN/DVS-Taschenbuch \"Schweißen im Stahlbau\" (DVS)")
Buchtipp
Schweißen im Stahlbau
:quality(80)/images.vogel.de/vogelonline/bdb/1195900/1195987/original.jpg "Die Software Pro-Weld von Thyssenkrupp berechnet alle wichtigen Schweißparameter für das Unterpulverschweißen. (Thyssenkrupp Steel Europe)")
Schweißen
Software berechnet Schweißprozesse
:quality(80)/images.vogel.de/vogelonline/bdb/1100000/1100058/original.jpg "Schweißen ist eines der am häufigsten eingesetzten Verfahren für unlösbare Verbindungen. (gemeinfrei)")
Schweißen
Schweißnähte automatisiert auslegen und bewerten
(ID:44579806)
:quality(80)/p7i.vogel.de/wcms/5e/9b/5e9b393c4e5d987e895de5ce4527df87/0129242091v2.jpeg "„Im Gegensatz zum klassischen Tandem-Schweißen mit zwei Lichtbögen setzt Tandem+ auf ein innovatives 3-Draht-System. Dabei werden zwei Lichtbögen mit einem zentralen Zusatzdraht in einem gemeinsamen Schmelzbad kombiniert“, sagt Torsten Kring, Gruppenleiter Automatisiertes Schweißen & Offline-Programmierung bei Cloos. (Bild: Cloos)")
:quality(80)/p7i.vogel.de/wcms/5c/cf/5ccff7d51a20c1624e16b8adeb178ebc/0126687858v2.jpeg "Das einzigartige 3-Draht-System sorgt für maximale Effizienz und Flexibilität in der Anwendung. (Bild: Cloos)")