:quality(80)/p7i.vogel.de/wcms/18/f6/18f66d31f5e85f6b65785d9975c7c206/2026-060-schaedigung-20metall-bild-202-1442x811v1.png "Unter Schubbelastung können Verunreinigungen in Form von steifen Partikeln dazu führen, dass das Volumen von Poren unter Verformung bis auf das Sechsfache steigt. (Bild: KIT)")
:quality(80)/p7i.vogel.de/wcms/25/4c/254c93f7769ee82b8be8d24b8a971a1b/bild1-pgn-plus-anwendungsbild-07-04-2018-5760x3238v1.jpeg "Dank einer digitalen Lösung für die Werkstoffauswahl konnte Schunk neue emissionsreduzierende Ansätze ermitteln und den CO2-Ausstoß von Produkten reduzieren. (Bild: Schunk)")
:quality(80)/p7i.vogel.de/wcms/ed/b9/edb95e3cf7d170ef13d917b24d14064d/newsimage423895-4000x2249v1.jpeg "Empa-Forschende wollen beschädigte Brücken und andere Stahlkonstruktionen mithilfe des 3D-Metalldrucks reparieren. (Bild: Empa)")
:quality(80)/p7i.vogel.de/wcms/03/e3/03e358c7d85b64d95c4c2c972c7491f8/94048294.jpeg "Bei neuen Produktideen spielen die Kosten eine maßgebliche Rolle. Mit Design-to-Cost-Methoden lässt sich genau planen, wie Kosten am besten eingespart werden. (Bild: gemeinfrei)")
:quality(80)/p7i.vogel.de/wcms/89/c9/89c911ebddb1646a110a82e7e9900eae/manufacturing-20-26-20industrial-2-1450x816v1.png "Eine digitale Konstruktion schafft noch keinen digitalen Prozess. Manuelle Übergaben zwischen Konstruktion, Vertrieb und ERP verhindern dies und werden zunehmend zu Wachstumsproblemen. (Bild: Emporix)")
:quality(80)/p7i.vogel.de/wcms/6e/35/6e3563e715be749a19ceacd881c438b9/fachbeitrag-tda-inventor-pdm-2730x1536v1.png "Drei Tage für eine Variante, die sich hätte automatisieren lassen: Warum manuelle Konstruktionsprozesse heute keine Option mehr sind. (Bild: Lino GmbH)")
:quality(80)/p7i.vogel.de/wcms/7b/43/7b43e3b58abe3493f197df0e4b57661c/bild-201-20ace-20jeshoots-com-city-1940691-b-2097x2097px-20300-20dpi-2097x1180v1.jpeg "Bei den Kleinstoßdämpfern für seine Schiebetüren setzt das ungarische Unternehmen Metall 99 auf Produkte von ACE Stoßdämpfer. (Bild: Jan Vasek, www.jeshoots.com)")
:quality(80)/p7i.vogel.de/wcms/ba/dd/badd93a91d45c64afaec904e6dbd0ee8/0132051842v2.jpeg "Der Grundlagentag Wärmemanagement ist ein wesentlicher Bestandteil der Fachkonferenz „Power of Electronics” und hat sich ursprünglich aus den „Cooling Days” entwickelt. (Bild: Stefan Bausewein)")
:quality(80)/p7i.vogel.de/wcms/10/76/10766ddc9c12e547d5fc8ebd4cc4cd7c/isi-6927-kopie-8256x4642v1.jpeg "Lang fit und selbstständig: Industrie und Wissenschaft entwickeln Gesundheitsassistenten der Zukunft. (Bild: Iris Maurer)")
:quality(80)/p7i.vogel.de/wcms/83/93/83935dca5289556988d7d2e9f2183d82/-sb-3254-3000x1687v1.jpeg "Würzburg im Oktober heißt: zwei Tage rund um die Frage, wie sich Produktentwicklung heute effizient und zukunftsfähig gestalten lässt. (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/e9/03/e90306f116f570daebed16b9684b9445/item-20fa-20schutzz-c3-a4une-20planen-20-bild2-1469x827v1.png "Digitale Konfiguratoren wie die von Item vereinfachen die Planung kompletter Schutzzäune über eine intuitive Benutzeroberfläche. (Bild: Item)")
:quality(80)/p7i.vogel.de/wcms/c9/47/c947857cac38244999f2b6f4e96a01de/thedigitalartist-ai-generated-8070000-3120x1754v1.jpeg "Die NIS-2-Richtlinie ist in Deutschland bereits am 6. Dezember 2025 in Kraft getreten – doch nur wenige Unternehmen haben die Vorgaben bislang umgesetzt. (Bild: TheDigitalArtist)")
:quality(80)/p7i.vogel.de/wcms/a0/03/a003d1d5ee83399f232303f7c50bd93b/geralt-statistics-4623842-4752x2672v1.jpeg "Erholung mit Risiken: Deutschlands Wirtschaft zwischen geopolitischer Unsicherheit und technologischem Aufschwung. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/aa/e1/aae1d4890329b20e40f4ebbc782705c7/aussenhandel-saisonbereinigt-2048x1151v1.png "Im April 2026 sind die deutschen Exporte gegenüber März 2026 kalender- und saisonbereinigt um 0,9 Prozent und die Importe um 1,2 Prozent gestiegen. (Bild: Destatis)")
:quality(80)/p7i.vogel.de/wcms/0c/a8/0ca87f2101343b426f8a2efa3f7ed80b/adobestock-1979349822--c2-a9-20deni-20-e2-80-93-20stock-adobe-com-ki-generiert-4093x2304v1.jpeg "Ingenieure sind das entscheidende Bindeglied für KI im Praxiseinsatz. Sie bringen das essenzielle Wissen mit, KI-Modelle zu trainieren, einzuschätzen und richtig anzuwenden. (Bild: © deni – stock.adobe.com | KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/76/32/763233e84c4054d0c8634dad6c6141fc/adobestock-2035398302-2730x1536v1.jpeg "Wir zeigen, wie aus mechanischen Fächern und maritimen Lüftungssystemen der moderne Hochleistungsventilator wurde. (Bild: © Olga Ко – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/09/2a/092ad24dd4b603abc12e017024d5be85/digitalerzwillingjoseph-von-fraunhofer-20-282-29-6200x3489v1.jpeg "Auf der Hannover Messe 2026 konnten sich Besucher mit dem digitalen Zwilling von Joseph von Fraunhofer unterhalten – das Metaverse und KI machen es möglich. (Bild: Fraunhofer-Gesellschaft)")
:quality(80)/p7i.vogel.de/wcms/2f/2b/2f2b46d8cd0987790d053a0ecc434833/aumovio-pp-dtco-1-1772x997v1.jpeg "20 Jahre digitaler Tachograph: Wie sich das Gerät vom Kontrollgerät zum Datenhub im Güterverkehr entwickelt hat. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/bf/45/bf4523ff21e3add62ccd8390c5bfea7a/adobestock-726557427--c2-a9-20vladan-20-e2-80-93-20stock-adobe-com-ki-generiert-3580x2016v1.jpeg "Astronomie erforscht die Welt der Galaxien und versucht, Entstehung, Aufbau und Entwicklung des Universums zu erklären. (Bild: © Vladan – stock.adobe.com_KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/50/8c/508ccaa2f4a61a0fecf84fde16ba45aa/schrittmotor-nema-24-erklaerung-und-anwendungen-die-sie-kennen-solltenv1.jpeg "Die Parametrierung und Inbetriebnahme des Integrierten Motors ST NEMA24 von item Industrietechnik erfolgen komfortabel mit der Software item MotionSoftStepper (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/a1/64/a16493ce8f1e75a27e82aba33532b391/lineartechnik-einfach-erklaert-definition-vorteile-anwendungv1.jpeg "Lineartechnik kommt überall dort zum Einsatz, wo geführte Bewegungen entlang einer Achse erforderlich sind. Das item Linearsystem bietet die Basis für Einzelachsen, Synchronachsen sowie Mehrachsportale. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/45/8a/458add2ba48d38497829522cac80bbae/reinraum-fuer-pharma-medizintechnik-7-herausforderungen-und-wie-sie-sie-loesenv1.jpeg "Arbeiten unter Reinraumbedingungen: In der Pharma- und Medizintechnik sind kontrollierte Umgebungen eine zentrale Voraussetzung für sichere Produktionsprozesse. (Bild: item)")
Servomotoren Rohre gratarm ohne Späne blitzschnell auf Länge schneiden
Rohrschneidesysteme müssen heute nicht nur sauber schneiden, sondern auch unterschiedliche Querschnitte oder Werkstoffe bearbeiten können. Servoantriebe und Motion-Control-Lösungen sorgen für die nötige Flexibilität.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/76800/76895/65.jpg "FAULHABER_120mm.jpg ()")
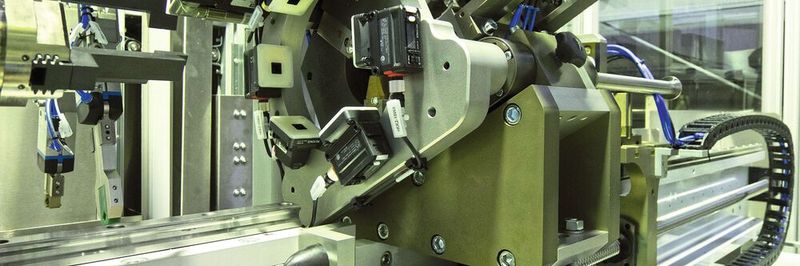
Nich nur dünnwandige Rohre exakt längen, sondern auch gratarme Schnittkanten ohne Späne erzeugen soll das Rohrschneidesystem Vario, das Spezialist FZH Maschinenbau entwickelt hat. Zu den Herausforderungen dabei gehörte es, den Schneidkopf so zu automatisieren, dass die späteren Maschinenbetreiber die Anlage für unterschiedliche Rohrquerschnitte, Wandungsdicken und Werkstoffe einsetzen können.
Für das Engineering der komplexen Abläufe arbeitet der Maschinenbauer aus der Eifel in einer gewachsenen Partnerschaft eng mit der Quality Automation GmbH (QA) zusammen. Der Systempartner von Kollmorgen aus Stolberg in der Region Aachen sollte in diesem Projekt die komplette Automatisierung der Anlage konzipieren und realisieren.
:quality(80)/images.vogel.de/vogelonline/bdb/1639300/1639333/original.jpg "(Kollmorgen)")
:quality(80)/images.vogel.de/vogelonline/bdb/1639300/1639334/original.jpg "(Kollmorgen)")
:quality(80)/images.vogel.de/vogelonline/bdb/1639300/1639335/original.jpg "(Kollmorgen)")
:quality(80)/images.vogel.de/vogelonline/bdb/1639300/1639336/original.jpg "(Kollmorgen)")
Verbund aus zwei Servoantrieben
Umgesetzt hat QA die Aktorik des Schneidkopfes mit einem Verbund aus zwei Servoantrieben. Die so genannte Hebelträgerscheibe bringt drei kreisrunde Schneidmesser auf eine definierte Rotationsgeschwindigkeit entlang des Außenumfangs des zu schneidenden Rohres. Die Kurvenscheibenachse gewährleistet dann das Eintauchen der drei Messer in das Material mit einer exakt festgelegten Profilführung. Koordiniert und geregelt wird dieser Verbund vom AKD PDMM von Kollmorgen.
Das Gerät bietet eine frei programmierbare Motion-Control-Steuerung kombiniert mit einem Servoverstärker. Der AKD PDMM treibt die Hebelträgerscheibe an und steuert ferner per Ethercat-Kommunikation einen weiteren Kollmorgen-Servoregler vom Typ AKD. In Richtung Anlagensteuerung kommuniziert der AKD PDMM wiederum über Profinet mit der Siemens-Steuerung als Profinet-Master.
:quality(80):fill(efefef,0)/p7i.vogel.de/wcms/5f/fe/5ffeef40652e1/playout.jpg "playout")
Bewegung einfach programmieren
Sämtliche Bewegungsabläufe und die Synchronisierung der zwei Antriebe hat QA mit Hilfe der Kollmorgen Automation Suite (KAS) realisiert. Die Entwicklungsplattform ist in den AKD PDMM integriert. Der Servoverstärker verfügt damit über eine hochperformante SPS- und Motion-Control-Funktionalität. Zudem lassen sich die Abläufe über die grafische Programmierumgebung Pipe Network schnell und einfach programmieren. Zusätzlich stehen die fünf standardisierten Sprachen der IEC 61131-3 für die Ablaufsteuerung sowie PLC-Open-Motion-Control-Funktionsbausteine zur Bewegungssteuerung zur Verfügung.
Die Arbeit mit Pipe Network gehört zu den Highlights innerhalb der Kollmorgen Automation Suite. Es bildet die Maschinenarchitektur inklusive der Abhängigkeiten zwischen den Achsen einer Anwendung in sehr kurzer Zeit übersichtlich und genau ab und versetzt FZH so in die Lage, die komplexen Zusammenhänge des Schneidprozesses zu entflechten und modular darzustellen. So ist jede Teilbewegung in sich einzeln und unabhängig von den anderen einstellbar. Diese Modularität im Engineering macht es einfach, für jedes Rohr mit seinen unterschiedlichen Materialien, Wandstärken und Durchmessern den Schneidprozess optimal zu gestalten. Beim Schneiden laufen die Hebelträger- und Kurvenscheiben synchron zueinander und das Messer kreist dabei um das Rohr. Durch eine überlagerte Bewegung der Kurvenscheibe (wahlweise realisiert als Fahrsatz oder elektronische Kurven) tauchen die Messer in das Material ein und schneiden das Rohr.
Bei harten Materialien – an erster Stelle ist hier Edelstahl zu nennen – greift bei der Bewegungsführung des Eintauchens eine skalierte elektronische Kurvenscheibe. Sie sorgt dafür, dass die Messer zunächst schneller in den Werkstoff eintauchen. Dann reduziert sich das Tempo immer weiter – und dieses abhängig von der Restwandstärke. Diese Präzision in der Motion Control schafft die Grundlage, auch Rohre aus Duplexstählen spanlos und extrem gratarm zu trennen.
Diese Arbeitsweise führt beim Schneidkopf zu einer kurvengesteuerten Vorschub- und Öffnungsbewegung der Schneidräder. Zunächst werden die Schneidmesser im Eilgang an das Rohr gefahren – um danach im langsameren Schnittgang bis zum Erreichen der Endposition das Rohr zu trennen. Die Rückfahrt in die Ausgangsposition erfolgt dann – mit Blick auf die Produktivität – ebenfalls im Eilgang.
Grundform definiert, aber anpassbar
Der Prozess ist in seiner Grundform fest definiert, in den Feinheiten aber universell anpassbar. FZH und QA haben damit in Summe eine Lösung entwickelt, mit der sich alle gängigen Werkstoffe schneiden lassen. Das Rohrschneidsystem Vario verarbeitet Durchmesser von 4 mm bis 120 mm mit Wandstärken zwischen 0,1 mm und 2,5 mm (Edelstahl 1,5 mm). Dank der Flexibilität der Motion Control lässt sich der Schneidkopf quasi per Knopfdruck auf neue Rohrquerschnitte oder variierende Materialien anpassen. (ud)
SPS 2019: Halle 3, Stand 250
* Ibrahim Albach ist Key Account Manager bei der Kollmorgen Europe GmbH.
(ID:46182167)
:quality(80)/p7i.vogel.de/wcms/b5/86/b586459c6e5844f09d651eeb98c7cdf7/0127928583v2.jpeg "Der Frequenzumrichter i650 Motec bietet in Kombination mit dem Synchronmotor m550/m650 eine leistungsstarke und energieeffiziente Lösung. (Bild: Lenze)")
:quality(80)/p7i.vogel.de/wcms/1c/05/1c05d328c54b711cc9a69bbc65574728/0126213187v2.jpeg "Ein Antriebs der bereits die notwendige Intelligenz mitbringt wie der Romotion von Rotek vereinfacht übergeordnete Steuerungen oder macht sie sogar überflüssig. (Bild: Rotek)")