:quality(80)/p7i.vogel.de/wcms/02/55/0255a6e34769688d7fb83027a7ac08cf/geralt-business-3468267-6000x3373v1.jpeg "Eine Checkliste zur Gestaltung und Verbesserung der Nachhaltigkeit von Produkten stellt das Ifaa als Orientierungshilfe zur Verfügung. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/e7/0a/e70aa23298e1bd0d335422ef3c3b675b/tuc-stahlbremsscheibe-1440x810v1.jpeg "Bremsscheibe aus Edelstahl im Fading-Test: auch nach 15 Bremsungen keine nachlassende Verzögerung. (Bild: TU Chemnitz)")
:quality(80)/p7i.vogel.de/wcms/c2/35/c23539cf8144bb3f9d493c08a0c2f15b/piro4d-environment-3975077-7111x4000v1.jpeg "Kreislaufwirtschaft: 880 Milliarden Euro Wertschöpfungspotenzial für die deutsche Industrie sind möglich. (Bild: Pixabay)")
:quality(80)/p7i.vogel.de/wcms/9e/44/9e44d69ec772ca94116876cb3e36ec8b/siemensv1.jpeg "Siemens ist eine strategische Partnerschaft mit Xometry eingegangen, dem globalen, KI-nativen Marktplatz, der Käufer und Lieferanten von maßgeschneiderter Herstellung verbindet. (Bild: Siemens)")
:quality(80)/p7i.vogel.de/wcms/41/a7/41a79c3bb48e11f4c2ae8b33365bcd2f/engin-akyurt-euro-6771167-8192x4608v1.jpeg "Eine Arbeitsstunde in Deutschland war 2025 im Vergleich zu 2020 um 22,3 Prozent teurer, teilt das statistische Bundesamt mit. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/36/93/36938d694f48ccd4d1f5f9e401fee836/adobestock-704571920--c2-a9-20gumpapa-20-e2-80-93-20stock-adobe-com-6000x3373v1.jpeg "Der MINT-Frühjahrsreport 2026 zeigt: MINT-Nachwuchs bricht weiter ein. (Bild: © gumpapa – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/15/a4/15a4e639581bda7310453e6648081cac/iscar-drehen-ab-wst-20-28quickturn-29-01-5184x2915v1.jpeg "Mit Iscars Quickturn bearbeitet WST Präzisionstechnik Abtriebswellen deutlich schneller und prozesssicherer als zuvor. (Bild: Iscar)")
:quality(80)/p7i.vogel.de/wcms/02/ec/02ecf12456551bf2ac084f0b2d5da5b1/bohrbuchsen-20edelstahl-20blohm-cmyk-2127x1197v1.jpeg "Edelstahlbohrbuchsen von Blohm empfehlen sich, wo Korrosion zu erwarten ist oder rostfreie Materialien vorgeschrieben sind. (Bild: Normteilwerk Robert Blohm GmbH)")
:quality(80)/p7i.vogel.de/wcms/5c/bd/5cbddb76f726ea77501b807335af1d1d/19-0108-2025-wheel-truing-stand-bm15-whts-2-4000x2249v1.jpeg "Eine neue Studie unterstreicht: Verschleiß an Reifen, Bremsen und Kette führt zu den häufigsten Defekten am Fahrrad. (Bild: www.sports-nut.de | pd-f)")
:quality(80)/p7i.vogel.de/wcms/70/2d/702d0de3a5b4cba0a0b512077cc58c75/bild1-3356x1888v1.jpeg "Die Umsetzung der zweiten Version des Robo Pack Systems hat Joke Mechanix mit ASi Lösungen von Bihl+Wiedemann realisiert. (Bild: Bihl+Wiedemann)")
:quality(80)/p7i.vogel.de/wcms/d6/81/d681c5707833b407f76c7c370165b873/apic-flt-vpt-mld-2-msi-md-fb-muting-parallel-4-15cm-300dpi-1772x997v1.jpeg "Eine sichere Muting-Lösung setzt eine gründlichen Analyse mit Risiko- oder Gefährdungsbeurteilung voraus, um allen Schwachstellen vorzubeugen. (Bild: Leuze electronic GmbH + Co. KG )")
:quality(80)/p7i.vogel.de/wcms/d6/c1/d6c1a928ee83e288964830a196e1fd0b/item-20fa-20maschinenrichtlinie-20bild1-3000x1687v1.jpeg "Die neue Maschinenverordnung bringt wesentliche Änderungen in Bezug auf Sicherheitsanforderungen für Maschinenhersteller mit sich. Im Fokus stehen unter anderem kollaborative Roboter, die bestimmungsgemäß verwendet werden müssen. (Bild: Item Industrietechnik GmbH)")
:quality(80)/p7i.vogel.de/wcms/f7/2e/f72ec1cba42abe5d3b3c2615ff37c2ea/adobestock-1840092295--c2-a9-20infiniteflow-20-e2-80-93-20stock-adobe-com-3840x2158v1.jpeg "Vier von zehn Unternehmen (40 Prozent) sehen bereits, dass der Bedarf an KI-bezogenen Qualifikationen und Kompetenzen in ihrer Organisation wächst, zeigt die TÜV Weiterbildungsstudie 2026. (Bild: © InfiniteFlow – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/d4/aa/d4aa94b6456d0e94e9425ecdc07baa29/laj987-digital-grading-10006743-3000x1687v1.png "Die Konstanzer Homeoffice-Studie zeigt: Der vielfach gewünschte zusätzliche Tag Homeoffice würde rund 19 Prozent des täglichen Kraftstoffverbrauchs in Deutschland reduzieren. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/2f/2b/2f2b46d8cd0987790d053a0ecc434833/aumovio-pp-dtco-1-1772x997v1.jpeg "20 Jahre digitaler Tachograph: Wie sich das Gerät vom Kontrollgerät zum Datenhub im Güterverkehr entwickelt hat. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/bf/45/bf4523ff21e3add62ccd8390c5bfea7a/adobestock-726557427--c2-a9-20vladan-20-e2-80-93-20stock-adobe-com-ki-generiert-3580x2016v1.jpeg "Astronomie erforscht die Welt der Galaxien und versucht, Entstehung, Aufbau und Entwicklung des Universums zu erklären. (Bild: © Vladan – stock.adobe.com_KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/bc/49/bc4957f73a884d8ee1356914659cf2f4/adobestock-325234002--c2-a9-20karyna-20-e2-80-93-20stock-adobe-com-5490x3087v1.jpeg "Riesenräder sind mehr als eine Attraktion, sie sind ein Symbol für technologischen Fortschritt. (Bild: © Karyna – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/7a/22/7a22898e1ee01157399158bd2d7f26c6/0128676654v2.jpeg "Fahrradbeleuchtung gibt es seit dem 19. Jahrhundert. Was als Ölfunzel begann, ist heute ein präzise geregeltes System, das Licht effizient formt. (Bild: www.vaude.com | pd-f)")
:quality(80)/p7i.vogel.de/wcms/a1/64/a16493ce8f1e75a27e82aba33532b391/lineartechnik-einfach-erklaert-definition-vorteile-anwendungv1.jpeg "Lineartechnik kommt überall dort zum Einsatz, wo geführte Bewegungen entlang einer Achse erforderlich sind. Das item Linearsystem bietet die Basis für Einzelachsen, Synchronachsen sowie Mehrachsportale. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/45/8a/458add2ba48d38497829522cac80bbae/reinraum-fuer-pharma-medizintechnik-7-herausforderungen-und-wie-sie-sie-loesenv1.jpeg "Arbeiten unter Reinraumbedingungen: In der Pharma- und Medizintechnik sind kontrollierte Umgebungen eine zentrale Voraussetzung für sichere Produktionsprozesse. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/0b/c3/0bc3f807a69dbb07898026e24c11ea06/mini-environments-optikfertigung-neuv1.jpeg "Mini-Environments auf Basis modularer item Komponenten: Dadurch verfügen Unternehmen in der Optikfertigung über präzise, flexible und reinraumtaugliche Arbeitsbereiche. (Bild: item)")
Gusssimulation Wie der Sprühprozess die Gussteil-Lebensdauer beeinflusst
Im Druckguss ist die Lebensdauer des Werkzeugs einer der Hauptkostenfaktoren. Die virtuelle Versuchsplanung kann dabei helfen die Haupteinflussgrößen zu identifizieren, wie folgendes Beispiel der italienischen Gießerei Mazzucconi zeigt.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/20800/20842/65.jpg "Logo_42mm.JPG ()")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/86700/86798/65.png "logo.png ()")
:fill(fff,0)/p7i.vogel.de/companies/64/1b/641b1b39912ca/heraeus-wm-amloy-untereinander-rgb.png "heraeus-wm-amloy-untereinander-rgb (Heraeus AMLOY Technologies GmbH)")
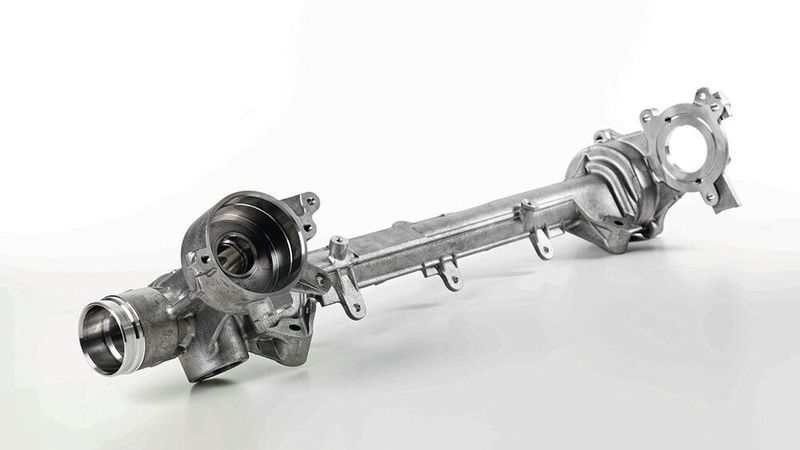
Die italienische Gießerei Fonderie Mario Maccuzzoni S.p.A. stellt Komponenten aus Aluminiumlegierungen her, die im Schwerkraft-, Niederdruck- oder Hochdruckdruckguss gegossen werden. Ein Lenkgetriebe gehört dabei zu einem schon seit längerem produzierten Gussteil. Allerdings blieb die Werkzeugstandzeit hinter den Erwartungen zurück. Versuche die Geometrie am Bauteil zu ändern waren aufgrund der Serienfreigabe keine Option.
Mit der virtuellen Versuchsplanung des Softwareanbieters Magmasoft sollte die Haupteinflussgrößen des Prozesses auf die Formlebensdauer identifizieren und den Gießprozess entsprechend anpassen. Es stellte sich heraus, dass die thermomechanische Spannungen an der Formoberfläche und der damit verbundene Verschleiß zu den größten Einflussfaktoren auf die Formlebensdauer zählen. Diese Spannungen entstehen durch Temperaturwechsel im Gießzyklus. Mazzucconi entschied sich, die folgenden Parameter zu untersuchen:
- Abstand der Temperierkanäle zur Formoberfläche
- Durchmesser der Temperierkanäle
- Temperatur des Temperiermediums
- Abgusstemperatur
- Sprühprozess
:quality(80)/images.vogel.de/vogelonline/bdb/1822000/1822058/original.jpg "(Mazzucconi)")
:quality(80)/images.vogel.de/vogelonline/bdb/1821300/1821362/original.jpg "(Magmasoft)")
:quality(80)/images.vogel.de/vogelonline/bdb/1821300/1821363/original.jpg "(Magmasoft)")
:quality(80)/images.vogel.de/vogelonline/bdb/1821300/1821356/original.jpg "(Magmasoft)")
Ersatzgeometrie minimiert Simulationsaufwand
Für jeden der fünf Parameter wurde ein eigener Versuchsplan aufgesetzt. Die Gießerei setzte das Simulationswerkzeug Magmasoft ein. Dieses soll die Gussteilqualität verbessern, die Prozessbedingungen optimieren und Fertigungskosten reduzieren. Mit der Softwarelösung Magmadielife sollte zudem die Formlebensdauer in der Form abgeschätzt werden. Um den Simulationsaufwand zu minimieren, wurde eine Ersatzgeometrie konstruiert. Diese besitzt vergleichbare Charakteristiken wie das originale Lenkgehäuse.
Bei der Untersuchung wurde zunächst der Status Quo des existierenden Prozesses simuliert und mit dem realen Schadensbild am Bauteil verglichen. Dabei zeigt sich, dass am Abguss sichtbaren Risse in der Form erkennbar waren.
Um den Abstand des Kühlkanals zur Formüberfläche zu untersuchen, wurden neben dem Ausgangszustand drei Variationen mit den Abständen 3d, 5d und 7d definiert. Zusätzlich wurde eine Variante mit abgeschalteter Formtemperierung simuliert.
Faktor Abstand der Kühlkanäle zur Oberfläche
Die Ergebnisse zeigen, dass je größer der Abstand von Kühlkanal zur Oberfläche ist, die Lebensdauer abnimmt. Dabei nimmt die Temperatur der Oberfläche zu Beginn des Sprühens zu. Durch die höhere Formtemperatur erzeugt das Sprühen einen höheren Temperaturgradienten, der zu höheren Zugeigenspannungen in der Formoberfläche führt.
Dagegen ändert sich die Druckspannung zu Beginn der Erstarrung kaum. Insgesamt nimmt die Spannungsamplitude zwischen den Zugspannungen während des Sprühens und den Druckspannungen beim Füllen/Erstarren mit zunehmendem Abstand der Kühlung zur Formoberfläche zu. Durch die zunehmende Belastung reduziert sich die Formlebensdauer.
Der virtuelle Versuchsplan zum Prozessparameter Durchmesser der Temperierkanäle hatte im untersuchten Bereich keinen Einfluss auf die Formlebensdauer. Da sich die mittlere Formtemperatur nicht ändert, ändert sich auch nicht die maximalen Spannungen beim Sprühen und beim Füllen/Erstarren.
Spannungs-Schwingbreite reduziert sich bei kälterem Kühlmittel
Die Temperatur des Kühlmediums hingegen hat im untersuchten Bereich einen deutlichen Einfluss auf die Formlebensdauer. Dieser Effekt lässt sich dadurch erklären, dass die Form mit kälterem Kühlmedium im Mittel kälter ist. Dies führt wiederum zu einem reduzierten Temperaturschock beim Sprühen und somit zu geringeren Zugspannungen. Der Temperaturanstieg der Formoberfläche während des Füllens/Erstarrens hingegen bleibt annähernd gleich, wodurch das Niveau der Druckspannungen auch annähernd identisch ist. Insgesamt reduziert sich die Spannungs-Schwingbreite mit niedrigerer Temperatur des Kühlmediums.
Wird die Gießtemperatur reduziert, minimiert sich beides: die Zugspannungen beim Sprühen und die Druckspannungen beim Füllen/Erstarren. Die Folge: die Lebensdauer nimmt zu. Doch warum ist das so? Durch die verringerte Abgusstemperatur reduziert sich die mittlere Formtemperatur. Dadurch ist der Temperaturschock beim Sprühen kleiner. Ebenso wird durch die kältere Schmelze der Temperaturgradient beim Füllen/Erstarren verringert. Die Variation des Formsprühens zeigte, dass mehrere kleine Sprühstöße geringere Zugspannungen in der Formoberfläche erzeugen als ein intensiver Sprühstoß.
Temperaturschock beim Sprühen möglichst gering halten
Die verschiedenen Untersuchungen verdeutlichen, je nachdem wie der Sprühprozess gestaltet wird, hat dies den größten Einfluss auf die Formlebensdauer. Das Ziel muss daher sein, den Temperaturschock beim Sprühen möglichst gering zu halten. Auf dieser Basis wurden neue Prozessparameter für das Serienteil definiert:
- Wo immer möglich, werden Kühlkanäle näher an die Oberfläche gelegt, um die Oberflächentemperatur vor dem Sprühen geringer zu halten.
- Die Kühlkanaltemperatur wird reduziert.
- Die Gießtemperatur wird so weit wie möglich reduziert.
- Der Sprühprozess wird auf einen intermittierenden Sprühstoß (mit mehreren kleinen Sprühstößen) umgestellt
- Gleichzeitig wurde im Prozess auf ein wasserfreies Sprühen umgestellt
(ID:47352546)
:quality(80)/p7i.vogel.de/wcms/0d/a5/0da5a735a898580426a36ccf729acf4c/0125054947v1.jpeg "Mit vergleichsweise kleinen und lokal begrenzten geometrischen Anpassungen lassen sich sowohl die Tragfähigkeit steigern als auch die Bauteilmasse deutlich reduzieren, wie der Beitrag zeigt. (Bild: © Daniel Berkmann - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/00/33/0033a0599cb067aa287e557138a0199d/0127598641v2.jpeg "Lapp bietet mit der Zero-CM-Technologie,
den Epic-M23-Steckverbindern und
Ein-Kabel-Lösungen fortschrittliche Entwicklungen für die Antriebstechnik. (Bild: Lapp)")