:quality(80)/p7i.vogel.de/wcms/18/f6/18f66d31f5e85f6b65785d9975c7c206/2026-060-schaedigung-20metall-bild-202-1442x811v1.png "Unter Schubbelastung können Verunreinigungen in Form von steifen Partikeln dazu führen, dass das Volumen von Poren unter Verformung bis auf das Sechsfache steigt. (Bild: KIT)")
:quality(80)/p7i.vogel.de/wcms/25/4c/254c93f7769ee82b8be8d24b8a971a1b/bild1-pgn-plus-anwendungsbild-07-04-2018-5760x3238v1.jpeg "Dank einer digitalen Lösung für die Werkstoffauswahl konnte Schunk neue emissionsreduzierende Ansätze ermitteln und den CO2-Ausstoß von Produkten reduzieren. (Bild: Schunk)")
:quality(80)/p7i.vogel.de/wcms/ed/b9/edb95e3cf7d170ef13d917b24d14064d/newsimage423895-4000x2249v1.jpeg "Empa-Forschende wollen beschädigte Brücken und andere Stahlkonstruktionen mithilfe des 3D-Metalldrucks reparieren. (Bild: Empa)")
:quality(80)/p7i.vogel.de/wcms/03/e3/03e358c7d85b64d95c4c2c972c7491f8/94048294.jpeg "Bei neuen Produktideen spielen die Kosten eine maßgebliche Rolle. Mit Design-to-Cost-Methoden lässt sich genau planen, wie Kosten am besten eingespart werden. (Bild: gemeinfrei)")
:quality(80)/p7i.vogel.de/wcms/89/c9/89c911ebddb1646a110a82e7e9900eae/manufacturing-20-26-20industrial-2-1450x816v1.png "Eine digitale Konstruktion schafft noch keinen digitalen Prozess. Manuelle Übergaben zwischen Konstruktion, Vertrieb und ERP verhindern dies und werden zunehmend zu Wachstumsproblemen. (Bild: Emporix)")
:quality(80)/p7i.vogel.de/wcms/6e/35/6e3563e715be749a19ceacd881c438b9/fachbeitrag-tda-inventor-pdm-2730x1536v1.png "Drei Tage für eine Variante, die sich hätte automatisieren lassen: Warum manuelle Konstruktionsprozesse heute keine Option mehr sind. (Bild: Lino GmbH)")
:quality(80)/p7i.vogel.de/wcms/ba/dd/badd93a91d45c64afaec904e6dbd0ee8/0132051842v2.jpeg "Der Grundlagentag Wärmemanagement ist ein wesentlicher Bestandteil der Fachkonferenz „Power of Electronics” und hat sich ursprünglich aus den „Cooling Days” entwickelt. (Bild: Stefan Bausewein)")
:quality(80)/p7i.vogel.de/wcms/10/76/10766ddc9c12e547d5fc8ebd4cc4cd7c/isi-6927-kopie-8256x4642v1.jpeg "Lang fit und selbstständig: Industrie und Wissenschaft entwickeln Gesundheitsassistenten der Zukunft. (Bild: Iris Maurer)")
:quality(80)/p7i.vogel.de/wcms/39/6a/396a08d40f5dd0af53a3acbbf726064c/mikroverkapselte-klebstoffe-kleben-pressefoto-1890x1329-1440x810v1.jpeg "Am Demonstrator lässt sich die Haftwirkung der Klebstoffkapseln direkt testen. (Bild: Fraunhofer IAP)")
:quality(80)/p7i.vogel.de/wcms/83/93/83935dca5289556988d7d2e9f2183d82/-sb-3254-3000x1687v1.jpeg "Würzburg im Oktober heißt: zwei Tage rund um die Frage, wie sich Produktentwicklung heute effizient und zukunftsfähig gestalten lässt. (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/e9/03/e90306f116f570daebed16b9684b9445/item-20fa-20schutzz-c3-a4une-20planen-20-bild2-1469x827v1.png "Digitale Konfiguratoren wie die von Item vereinfachen die Planung kompletter Schutzzäune über eine intuitive Benutzeroberfläche. (Bild: Item)")
:quality(80)/p7i.vogel.de/wcms/c9/47/c947857cac38244999f2b6f4e96a01de/thedigitalartist-ai-generated-8070000-3120x1754v1.jpeg "Die NIS-2-Richtlinie ist in Deutschland bereits am 6. Dezember 2025 in Kraft getreten – doch nur wenige Unternehmen haben die Vorgaben bislang umgesetzt. (Bild: TheDigitalArtist)")
:quality(80)/p7i.vogel.de/wcms/a0/03/a003d1d5ee83399f232303f7c50bd93b/geralt-statistics-4623842-4752x2672v1.jpeg "Erholung mit Risiken: Deutschlands Wirtschaft zwischen geopolitischer Unsicherheit und technologischem Aufschwung. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/aa/e1/aae1d4890329b20e40f4ebbc782705c7/aussenhandel-saisonbereinigt-2048x1151v1.png "Im April 2026 sind die deutschen Exporte gegenüber März 2026 kalender- und saisonbereinigt um 0,9 Prozent und die Importe um 1,2 Prozent gestiegen. (Bild: Destatis)")
:quality(80)/p7i.vogel.de/wcms/0c/a8/0ca87f2101343b426f8a2efa3f7ed80b/adobestock-1979349822--c2-a9-20deni-20-e2-80-93-20stock-adobe-com-ki-generiert-4093x2304v1.jpeg "Ingenieure sind das entscheidende Bindeglied für KI im Praxiseinsatz. Sie bringen das essenzielle Wissen mit, KI-Modelle zu trainieren, einzuschätzen und richtig anzuwenden. (Bild: © deni – stock.adobe.com | KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/76/32/763233e84c4054d0c8634dad6c6141fc/adobestock-2035398302-2730x1536v1.jpeg "Wir zeigen, wie aus mechanischen Fächern und maritimen Lüftungssystemen der moderne Hochleistungsventilator wurde. (Bild: © Olga Ко – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/09/2a/092ad24dd4b603abc12e017024d5be85/digitalerzwillingjoseph-von-fraunhofer-20-282-29-6200x3489v1.jpeg "Auf der Hannover Messe 2026 konnten sich Besucher mit dem digitalen Zwilling von Joseph von Fraunhofer unterhalten – das Metaverse und KI machen es möglich. (Bild: Fraunhofer-Gesellschaft)")
:quality(80)/p7i.vogel.de/wcms/2f/2b/2f2b46d8cd0987790d053a0ecc434833/aumovio-pp-dtco-1-1772x997v1.jpeg "20 Jahre digitaler Tachograph: Wie sich das Gerät vom Kontrollgerät zum Datenhub im Güterverkehr entwickelt hat. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/bf/45/bf4523ff21e3add62ccd8390c5bfea7a/adobestock-726557427--c2-a9-20vladan-20-e2-80-93-20stock-adobe-com-ki-generiert-3580x2016v1.jpeg "Astronomie erforscht die Welt der Galaxien und versucht, Entstehung, Aufbau und Entwicklung des Universums zu erklären. (Bild: © Vladan – stock.adobe.com_KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/50/8c/508ccaa2f4a61a0fecf84fde16ba45aa/schrittmotor-nema-24-erklaerung-und-anwendungen-die-sie-kennen-solltenv1.jpeg "Die Parametrierung und Inbetriebnahme des Integrierten Motors ST NEMA24 von item Industrietechnik erfolgen komfortabel mit der Software item MotionSoftStepper (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/a1/64/a16493ce8f1e75a27e82aba33532b391/lineartechnik-einfach-erklaert-definition-vorteile-anwendungv1.jpeg "Lineartechnik kommt überall dort zum Einsatz, wo geführte Bewegungen entlang einer Achse erforderlich sind. Das item Linearsystem bietet die Basis für Einzelachsen, Synchronachsen sowie Mehrachsportale. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/45/8a/458add2ba48d38497829522cac80bbae/reinraum-fuer-pharma-medizintechnik-7-herausforderungen-und-wie-sie-sie-loesenv1.jpeg "Arbeiten unter Reinraumbedingungen: In der Pharma- und Medizintechnik sind kontrollierte Umgebungen eine zentrale Voraussetzung für sichere Produktionsprozesse. (Bild: item)")
Lichtbogenschweißen Stahl und Aluminium thermisch fügen
Ein serientaugliches Produktionsverfahren für Stahl-Aluminium-Platinen von Fronius und Voestalpine ermöglicht es, Stahl und Aluminium dauerhaft zu fügen.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/45600/45637/65.jpg "IEF Logo_grau_rot.jpg ()")
Stahl und Aluminium galten lange als thermisch nicht dauerhaft fügbar. Hauptgründe dafür sind die sehr abweichenden Schmelzpunkte von über 1.500 bzw. ca. 660° C sowie besonders das Entstehen intermetallischer Phasen (IMP). Ursächlich für diese ist die begrenzte gegenseitige Löslichkeit von Eisen und Aluminium bei Raumtemperatur. Die IMP entsteht in einem Diffusionsprozess. Generell kennzeichnen die IMP große Härte und äußerst geringe Zähigkeit. So beträgt die Härte von Fe2Al5 cirka 1.050 HV (Vickershärte) und von FeAl3 cirka 900 HV.
:quality(80):fill(efefef,0)/images.vogel.de/vogelonline/bdb/1475400/1475478/original.jpg "Whitepaper Cover: Redaktion konstruktionspraxis")
Je größer die ein-gebrachte Wärmemenge ist, desto dicker ist die IMP und desto schlechter sind die mechanisch-technologischen Eigenschaften der Verbindung. Die IMP-Schicht soll höchstens 10 µm betragen. Weitere Herausforderungen stellen die unterschiedlichen Wärmeausdehnungskoeffizienten dar: für Stahl cirka 1,2 mm/100°C und für Aluminium 2,34 mm/100°C. Hinzu kommt die sprunghafte Änderung des elektrochemischen Potenzials bei Stahl-Aluminium von cirka 1,22 V und Zink-Aluminium von cirka 0,9 V.
CMT-Verfahren als thermischer Fügeprozess gewählt
Die Metallurgen und Schweißexperten von Voestalpine und Fronius haben vor dem Hintergrund dieser physikalischen Gegebenheiten für das Fügen von Stahl mit Aluminium definiert, dass der Prozess einen möglichst geringen Wärmeeintrag erzeugen muss. Zudem erhält die Oberfläche des Stahlblechs eine Zinkschicht. Und die Dicke der IMP muss minimiert und ihre Eigenschaften müssen optimal ausgenutzt werden. Die Wahl des thermischen Fügeprozesses fiel eindeutig aus: CMT(Cold Metal Transfer). Dafür sprechen die langjährigen F+E-Aktivitäten sowie die knapp zehnjährigen positiven Praxiserfahrungen der Schweißexperten von Fronius mit dem Lichtbogen-Prozess. Das Entstehen einer einwandfreien Verbindung wird von den beiden zu fügenden Werkstücke, dem Fügeverfahren und dem Zusatzwerkstoff beeinflusst.
Kantenvorbreitung beeinflusst Qualität der Verbindung
Neben der Zinkschicht von mindestens 10 µm Dicke beeinflusst die Kantenvorbereitung des Stahlbleches die Qualität und die Belastbarkeit der Verbindung. Die von Voestalpine entwickelte Kantengeometrie für die zu fügenden Bleche sind patentrechtlich geschützt. Positive Erfahrungen liegen mit den Stahlsorten normaler Tiefziehgüte vor. Die Aluminiumbleche stammen aus den Werkstoffreihen AW5xxx oder 6xxx. Die Aluminiumoberfläche muss wie beim konventionellen Metall-Inertgasschweißen lediglich „sauber“ sein. Die IMP ist empfindlich gegen Normalbelastungen, weniger jedoch gegen tangenziale, weil sie sich zwischen beiden gefügten Werkstoffen ähnlich wie Keramik verhält.
Schweißgelötete Stahl-Aluminium-Platinen auf Praxistauglichkeit getestet
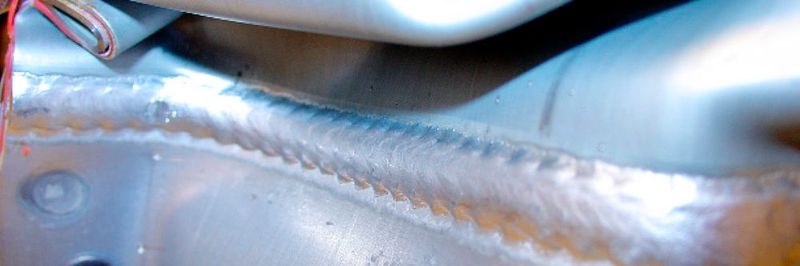
Das Lichtbogen-Schutzgasverfahren CMT besitzt einen geringen Wärmeeintrag und ist gut regelbar - entscheidende Voraussetzungen für den Fügeprozess. Beim Fügen von Stahl mit Aluminium benetzen der Zusatzwerkstoff und das Aluminium das verzinkte Stahlblech, und der Zusatzwerkstoff verschmilzt mit dem Aluminium. Oder anders ausgedrückt: Stahlseitig entsteht eine Lötverbindung, dagegen wird das Aluminium geschweißt. Das Ergebnis wird deshalb auch als Schweißlötung bezeichnet. Für die Platinen haben sich Schweißsysteme bewährt, die mit dem CMT-Prozess beidseitig synchron schweißlöten. Zudem ist die Position des Zusatzwerkstoffes beim Schweißlöten für eine optimale Naht wichtig.
Die schweißgelöteten Stahl-Aluminium-Platinen wurden umfangreichen Tests unterzogen, um die Praxistauglichkeit zu erkunden und zu belegen. Bei der Grundlagenuntersuchung gelten die Werkstoffe AW5182-H111 und DX54D sowie der Zusatzwerkstoff Z200 aus Al-Si3Mn1 als Ausgangsbasis. Das Max-Planck-Institut für Eisenforschung in Düsseldorf ermittelte die Kornbildung in der Fügezone sowie den optimalen Zusatzwerkstoff. Dazu wurde die Electronic Back Scattering Detection (EBSD) benutzt.
:quality(80)/images.vogel.de/vogelonline/bdb/440300/440331/original.jpg "(Fronius)")
:quality(80)/images.vogel.de/vogelonline/bdb/440300/440332/original.jpg "(Fronius)")
:quality(80)/images.vogel.de/vogelonline/bdb/440300/440333/original.jpg "(Fronius)")
:quality(80)/images.vogel.de/vogelonline/bdb/440300/440334/original.jpg "(Fronius)")
Schweißlötung übersteht Zugfestigkeits-Test unzerstört
Um die Zugfestigkeit zu testen, simulierten zwei unterschiedliche Proben die Werkstoffkombination, wie sie bei PKW-Dach- und Fensterrahmen sinnvoll sind. Dabei trat der finale Riss der Probe im Aluminiumblech auf, die Schweißlötung hingegen hat die Versuche unzerstört überstanden.
Das Korrosionsverhalten der ungeschützten Stahl-Aluminium-Platine wurde mit dem SST (Salt Spray Test) überprüft. Selbst nach 300 Stunden traten weder Spalt-Spannungs- oder interkristalline Korrosion auf. Allein an der Oberfläche zeigten sich geringe Korrosionsspuren.
Das Umformverhalten der Bleche spielt im Karosseriebau eine entscheidende Rolle. Nur wenn die Stahl-Aluminium-Platinen diese Voraussetzung positiv erfüllen, sind sie für die reproduzierbare Blechverarbeitung geeignet. Den Eignungsnachweis erbringen unterschiedliche Verformprozesse. Das Beispiel „Tiefziehen von Näpfchen“ demonstriert deutlich, dass das Tiefziehen selbst im Grenzbereich noch zu positiven Resultaten führt. Zudem ist man zu dem Ergebnis gekommen, dass eine höhere Lotreinheit eine größere Dehnungsrate ergibt. Die Parameter der Schweißlötung sollen für einen möglichst geringen Wärmeeintrag sorgen. Eine geringe Nahtüberhöhung unterstützt die Umformbarkeit.
Hybridplatinen absorbieren gezielt Energie bei Unfällen
Hybridplatinen bieten einen speziellen Nutzen, wenn sie konstruktiv als sicherheitsrelevante Komponenten vorgesehen werden. Sie können beispielsweise die Energie bei Unfällen gezielt absorbieren. Beim Hybrid-Lastträger erfolgt die Energie-Aufnahme praktisch ausschließlich im Aluminiumteil. Sowohl die Schweiß-Löt-Naht als auch das Stahlteil sind unbeschädigt. Im Gegensatz dazu ist beim reinen Stahlteil bei gleicher Energieaufnahme dieses deutlich stärker beschädigt. Entsprechend konstruierte Hybrid-Komponenten erfüllen bei Bedarf einerseits die Bedingungen der Energieabsorption und andererseits halten sie definierte Geometrien bzw. Abstände ein.
Das serientaugliche Produktionsverfahren für Stahl-Aluminium-Platinen eröffnet dem Leichtbau, z.B. für Karosserien, neue Möglichkeiten, um Gewicht, Energie und CO2-Emissionen einzusparen. Umfangreiche Tests belegen die Praxistauglichkeit und teilweise zusätzliche konstruktive sowie Anwendungsnutzen.
* Gerd Trommer ist freier Journalist
(ID:30896460)
![Laserstrahlschweißen von langen Adaptern für die Anwendung im Schiffbau. ([Bild: , Bild: ]LZH)](https://cdn1.vogel.de/NtHEUQOkx5x3QOPnutsaSKmsA6k=/392x392/smart/filters:format(jpg):quality(80)/p7i.vogel.de/wcms/dd/7f/dd7f422e751732f41ef838af80a225a7/0125929312v2.jpeg "Laserstrahlschweißen von langen Adaptern für die Anwendung im Schiffbau. ([Bild: , Bild: ]LZH)")
:quality(80)/p7i.vogel.de/wcms/fb/1e/fb1ed01ce8af0e403c6640081bdc01a0/0125466673v2.jpeg "Innovationskraft - 20 Jahre Cold Metal Transfer (CMT): Seit seiner Einführung im Jahr 2005 hat CMT die Schweißwelt verändert und neue Maßstäbe in Präzision, Stabilität und Anwendungsvielfalt gesetzt. (Bild: Fronius)")