:quality(80)/p7i.vogel.de/wcms/88/ab/88abd74aa01976f83251a0832c67961f/adobestock-565810962--c2-a9-20tippapatt-20-e2-80-93-20stock-adobe-com-7143x4016v1.jpeg "Werden KI und Simulation clever kombiniert, enstehen Vorteile für den Produktentwickungsprozess. (Bild: © tippapatt – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/54/fc/54fcded5eb21e74ea8b52a4bd6652786/dassault-20syst-c3-a8mes-fu-c3-9fball-20solidworks-20technologie-2002-1068x600v1.png "Hinter jedem präzisen Schuss steckt auch Ingenieurskunst: Simulation macht die Physik des Fußballs sichtbar. (Bild: Dassault Systèmes)")
:quality(80)/p7i.vogel.de/wcms/2f/4c/2f4c173fc2409db48eaf7d23a0748a3c/2025-05-16-dftvisual-4444x2499v1.jpeg "Der Digital Fuel Twin von Bosch erfasst und validiert Tankdaten aus verschiedenen Quellen – darunter Fahrzeugdaten, Tankstellen und Tankkartentransaktionen – und gewährleistet damit eine zuverlässige und transparente Nachverfolgung des Verbrauchs erneuerbarer Kraftstoffe. (Bild: Bosch)")
:quality(80)/p7i.vogel.de/wcms/d8/d4/d8d4786533658531dd7f5d383c020f54/-sb-3254-3000x1687v1.jpeg "Auch 2026 heißt es in Würzburg wieder „Herzlich willkommen\" für Konstruktions- und Entwicklungsleiter aus ganz Deutschland. (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/32/2b/322b6013f8aa3530a012f3df0fef5c1b/onshape-20labs-20imagev1.png "Von der Texteingabe zum CAD-Modell: PTC erprobt mit Onshape Labs neue Wege für die KI-gestützte Konstruktion. (Bild: PTC)")
:quality(80)/p7i.vogel.de/wcms/1a/d9/1ad9efc8a86adc6031d22f7473e0d390/0132121730v1.jpeg "Nachdem es in den ersten vier Monaten 2026 für die deutsche Industrie in Sachen Auftragslage eher mau aussah, hat der Mai als Wonnemonat seinem Namen wohl Ehre gemacht. Analysten glauben nun zwar an mehr Sonne, doch die Wolken sind noch nicht verschwunden ... (Bild: Solarfans)")
:quality(80)/p7i.vogel.de/wcms/f5/bb/f5bb291e9ce698badb6ee2e09bbfb4ac/yaskawa-bauer-dji-20260310100111-0042-d-1-8192x4608v1.jpeg "Der Cobot entnimmt die Trays aus dem vorgeschalteten Packer, setzt sie
auf Paletten um und fügt selbstständig Karton-Zwischenlagen ein. (Bild: Yaskawa Europe GmbH)")
:quality(80)/p7i.vogel.de/wcms/18/1f/181f7021c98fa6a260eb255fe0b5813e/aufmacher-2700x1518v1.jpeg "Mit Surfacecontrol Automotive bietet Micro-Epsilon ein roboterbasiertes Inspektionssystem zur vollautomatischen Oberflächenprüfung von Roh-Karosserien (Body-in-White). (Bild: Micro-Epsilon Messtechnik GmbH & Co. KG)")
:quality(80)/p7i.vogel.de/wcms/ce/a7/cea71b756781a5750c9d51f5ca8915b0/aufmacherbild-small-hole-5760x3238v1.jpeg "Bei einer Hohlleiterwicklung wird der Wärmepfad drastisch verkürzt. Das Kühlmedium nimmt die Verlustwärme direkt im Leiter auf. Dadurch sinken lokale Hotspots, die Temperatur wird kontrollierbarer, und die thermische Dynamik der Maschine wird beherrschbarer. (Bild: DEF)")
:quality(80)/p7i.vogel.de/wcms/83/93/83935dca5289556988d7d2e9f2183d82/-sb-3254-3000x1687v1.jpeg "Würzburg im Oktober heißt: zwei Tage rund um die Frage, wie sich Produktentwicklung heute effizient und zukunftsfähig gestalten lässt. (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/e9/03/e90306f116f570daebed16b9684b9445/item-20fa-20schutzz-c3-a4une-20planen-20-bild2-1469x827v1.png "Digitale Konfiguratoren wie die von Item vereinfachen die Planung kompletter Schutzzäune über eine intuitive Benutzeroberfläche. (Bild: Item)")
:quality(80)/p7i.vogel.de/wcms/a0/03/a003d1d5ee83399f232303f7c50bd93b/geralt-statistics-4623842-4752x2672v1.jpeg "Erholung mit Risiken: Deutschlands Wirtschaft zwischen geopolitischer Unsicherheit und technologischem Aufschwung. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/aa/e1/aae1d4890329b20e40f4ebbc782705c7/aussenhandel-saisonbereinigt-2048x1151v1.png "Im April 2026 sind die deutschen Exporte gegenüber März 2026 kalender- und saisonbereinigt um 0,9 Prozent und die Importe um 1,2 Prozent gestiegen. (Bild: Destatis)")
:quality(80)/p7i.vogel.de/wcms/89/c9/89c911ebddb1646a110a82e7e9900eae/manufacturing-20-26-20industrial-2-1450x816v1.png "Eine digitale Konstruktion schafft noch keinen digitalen Prozess. Manuelle Übergaben zwischen Konstruktion, Vertrieb und ERP verhindern dies und werden zunehmend zu Wachstumsproblemen. (Bild: Emporix)")
:quality(80)/p7i.vogel.de/wcms/76/32/763233e84c4054d0c8634dad6c6141fc/adobestock-2035398302-2730x1536v1.jpeg "Wir zeigen, wie aus mechanischen Fächern und maritimen Lüftungssystemen der moderne Hochleistungsventilator wurde. (Bild: © Olga Ко – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/09/2a/092ad24dd4b603abc12e017024d5be85/digitalerzwillingjoseph-von-fraunhofer-20-282-29-6200x3489v1.jpeg "Auf der Hannover Messe 2026 konnten sich Besucher mit dem digitalen Zwilling von Joseph von Fraunhofer unterhalten – das Metaverse und KI machen es möglich. (Bild: Fraunhofer-Gesellschaft)")
:quality(80)/p7i.vogel.de/wcms/2f/2b/2f2b46d8cd0987790d053a0ecc434833/aumovio-pp-dtco-1-1772x997v1.jpeg "20 Jahre digitaler Tachograph: Wie sich das Gerät vom Kontrollgerät zum Datenhub im Güterverkehr entwickelt hat. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/bf/45/bf4523ff21e3add62ccd8390c5bfea7a/adobestock-726557427--c2-a9-20vladan-20-e2-80-93-20stock-adobe-com-ki-generiert-3580x2016v1.jpeg "Astronomie erforscht die Welt der Galaxien und versucht, Entstehung, Aufbau und Entwicklung des Universums zu erklären. (Bild: © Vladan – stock.adobe.com_KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/57/77/5777fa6040a24e6a62e9b06a5ba3196b/itemde-vogel-advertorial-mobile-roboter-in-der-industrie-headerbildv1.jpeg "Mit standardisierten Base Carts und individuell konfigurierbaren Top Modulen bietet item passgenaue Lösungen für unterschiedliche Transportaufgaben (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/50/8c/508ccaa2f4a61a0fecf84fde16ba45aa/schrittmotor-nema-24-erklaerung-und-anwendungen-die-sie-kennen-solltenv1.jpeg "Die Parametrierung und Inbetriebnahme des Integrierten Motors ST NEMA24 von item Industrietechnik erfolgen komfortabel mit der Software item MotionSoftStepper (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/a1/64/a16493ce8f1e75a27e82aba33532b391/lineartechnik-einfach-erklaert-definition-vorteile-anwendungv1.jpeg "Lineartechnik kommt überall dort zum Einsatz, wo geführte Bewegungen entlang einer Achse erforderlich sind. Das item Linearsystem bietet die Basis für Einzelachsen, Synchronachsen sowie Mehrachsportale. (Bild: item)")
Rollsysteme Gewinderollsysteme im Vergleich
Die Gewindeproduktion ist eine Großserienproduktion. Dabei kommt es auf niedrige Taktzeiten und hohe Prozesssicherheiten an. Werkzeugentwickler LMT hat die passenden Rollsysteme im Portfolio.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/20800/20842/65.jpg "Logo_42mm.JPG ()")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/125200/125230/65.png "IPF_Logo_kurz.png ()")

Stabilität ist das entscheidende Schlagwort, wenn es um Gewinde geht: Die gefertigte Oberfläche muss eine hohe Dauerfestigkeit und Präzision aufweisen, um auch bei großen äußeren Belastungen den stabilen Zusammenhalt verschiedener Komponenten zu gewährleisten. So ist die Zahl der Massenbauteile im Automobilbau, die ein Außengewinde aufweisen, sehr groß – von Achsschenkeln und Lenkritzeln über Injektorkörper bis hin zu diversen Kolbenstangen. Sie werden schnell und mit hoher Gewindefestigkeit hergestellt. Die Gewinde müssen eine besondere Festigkeit aufweisen und enormen Kräften standhalten. Deshalb ist gerade das Gewinderollen in der Automobil- und Flugzeugindustrie, im Bauwesen oder im allgemeinen Maschinenbau häufig das Verfahren der Wahl.
:quality(80)/images.vogel.de/vogelonline/bdb/1687800/1687870/original.jpg "Eine Lösung für die digitalisierte Produktion: Die elektronisch verstellbaren Feinbohrwerkzeuge von LMT Tools ermöglichen eine automatische Verschleißkompensation der Schneiden. (LMT Tools)")
Prozesssicherheit 4.0
Was smarte Werkzeuge leisten
Doch mit welchen Vorteilen punktet das Gewinderollen gegenüber herkömmlichen Verfahren?
- Gewinderollen erfolgt mit einem extremen Tempo. Die Hauptzeiten liegen in der Regel unterhalb oder kurz oberhalb einer Sekunde – das alternative Gewindeschneiden ist um ein Vielfaches langsamer
- Gleichzeitig garantiert das Rollen eine deutlich höhere Bearbeitungsqualität als spanende Verfahren. Die Dauerfestigkeit der gefertigten Gewinde ist etwa dreimal so hoch, denn bei der Kaltumformung werden die Materialfasern nicht „durchtrennt“, sondern verdichtet
- Außerdem weisen gerollte Gewinde eine Oberflächenrauigkeit Rt von nur 1 bis 4 μm auf. Der Wert ist damit sogar niedriger als bei vielen geschliffenen Gewinden.
- In der Großserienproduktion punktet darüber hinaus die hohe Haltbarkeit der Werkzeuge. Standmengen von mehr als 250.000 Gewinden pro Rollensatz sind keine Seltenheit. Innovative Rollenwerkstoffe und Rollenausführungen eröffnen hier neue Möglichkeiten.
:quality(80)/images.vogel.de/vogelonline/bdb/1737600/1737667/original.jpg "Uwe Kretzschmann, Bereichsleiter F&E bei LMT Tools. (LMT)")
Exklusiv-Interview
Wozu braucht der Markt die intelligente Fabrik?
Auf das Werkzeug kommt es an
Für einen effizienten Gewinderollprozess kommt es in entscheidendem Maß auf das eingesetzte Werkzeug an. Das zeigt sich bereits beim Handling, schließlich garantieren auch der schnelle und fehlerfreie Rollenwechsel sowie eine einfache Einstellmöglichkeit für den Rollendurchmesser die Prozesssicherheit.
Mit der Rollkopfgeneration EVOline hat LMT vor einigen Jahren einen Axial-Rollkopf auf den MArkt gebracht. Die Besonderheit dabei: der Rollendurchmesser lässt sich präzise und einfach fein einstellen. Dabei sichert die verwendete Justierspindel eine hohe Widerholgenauigkeit.
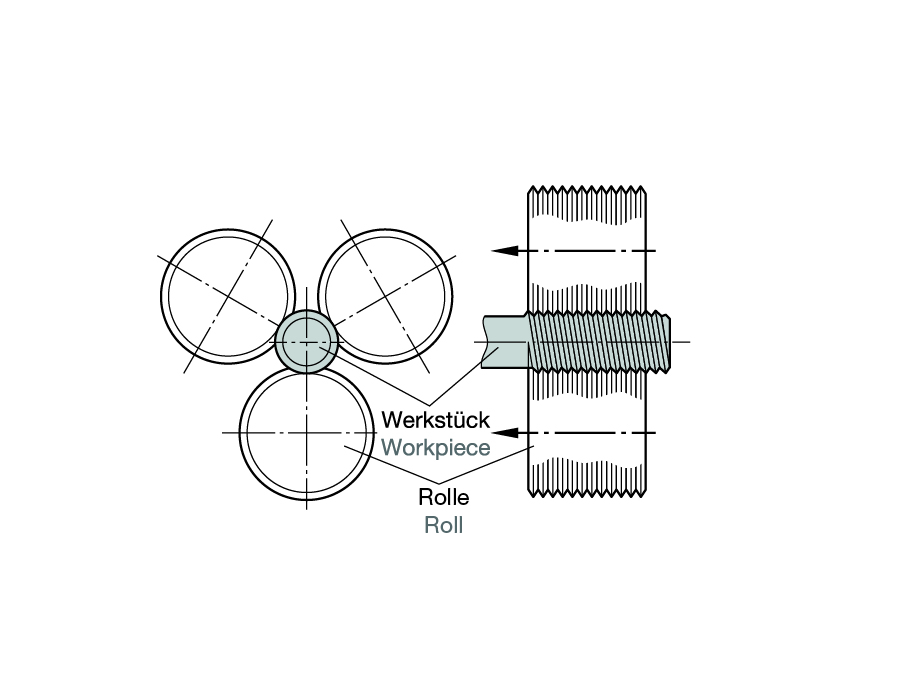
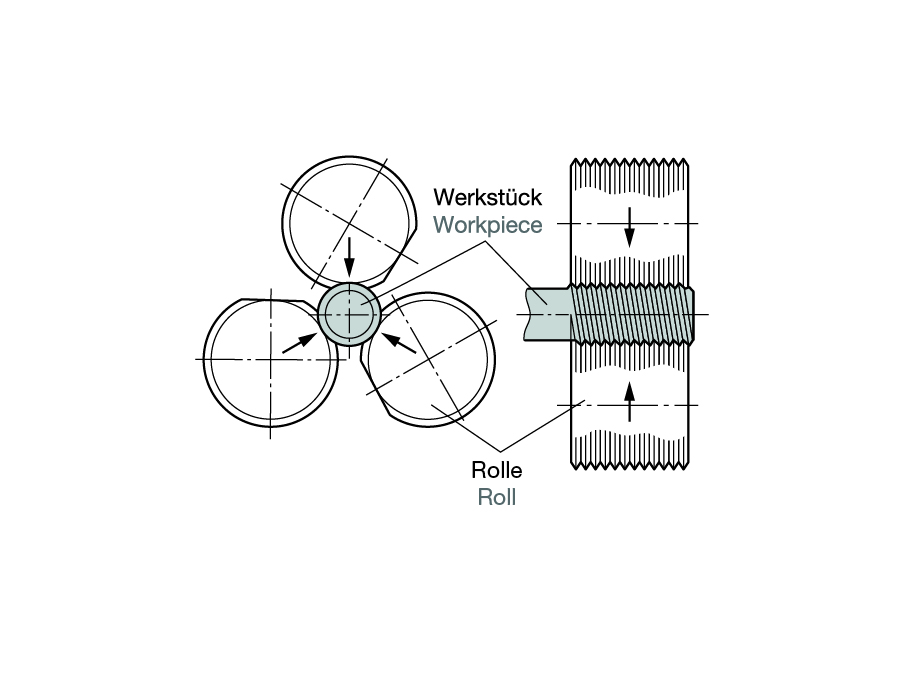
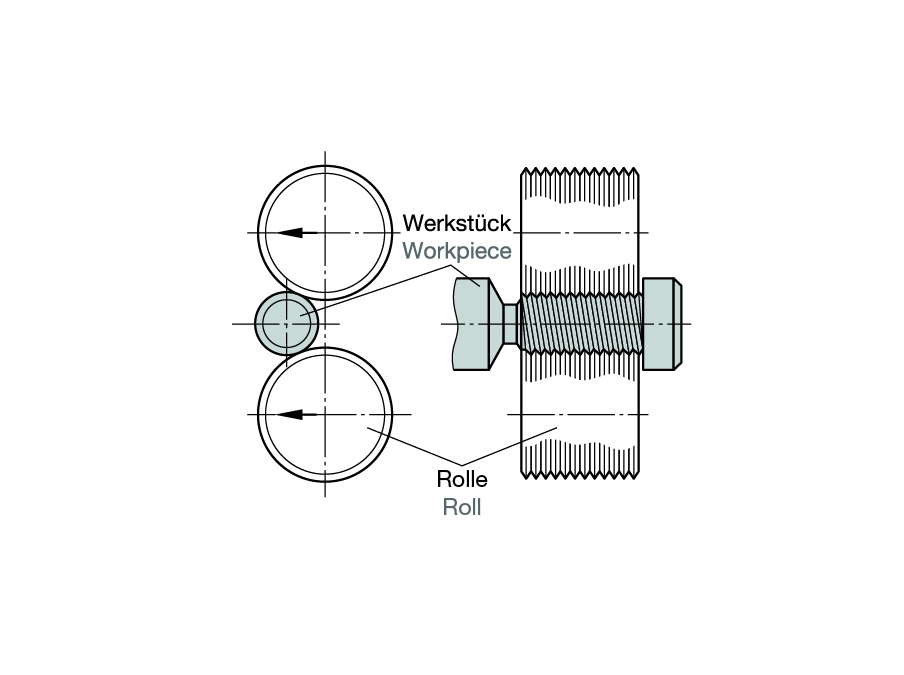
Nun haben die Gewindespezialisten mit Sitz in Schwarzenbek bei Hamburg die EVOline-Vorteile auf das Tangentialrollen übertragen. Ein solches Werkzeug besitzt zwei Rollen, die seitlich gegen das Werkstück gefahren werden. Während der fortschreitenden Bewegung in tangentialer Richtung zum Werkstück entsteht das Gewinde. Auch bei kurzen Gewindeausläufen, extremen Kurzgewinden, hinter einem Bund oder zwischen Spitzen ist auf diese Weise Präzision garantiert (siehe Infokasten zu den verschiedenen Rollverfahren). Der neue Tangential-Rollkopf EVOline ist dabei in fünf Größen verfügbar, die einen Gewindedurchmesser von 1,6 bis 34 Millimetern abdecken. Beschriftungshinweise an den Rollkopfkomponenten erleichtern den korrekten Zusammenbau sowie die Identifikation von Ersatzteilen bei der Demontage. Und: Der Komfort beim Handling nimmt noch zu, weil sich der ganze Rollkopf ohne Werkzeug ein- und ausbauen lässt.
3D-gedruckte Komponenten aus Werkzeugstahl
Bei der Herstellung des Werkzeugs setzt LMT auf Komponenten aus 3D-gedrucktem Werkzeugstahl. Die additiv gefertigten Rollkopfscharniere haben verstellbare Kühl- und Spüldüsen. Dabei nimmt die Bruchfestigkeit des Werkzeugs zu, weil sich die Bauteilstrukturen präziser am Kraftfluss orientierten und eine verbesserte Topologie aufweisen. Mit der kompakten Bauweise sinkt das Gewicht des Werkzeugs insgesamt ab. Auch das Spanschutz-Cover kommt aus dem 3D-Drucker.
Optional kann eine intelligente Sensorik verbaut werden, um das Werkzeug mit der Smart Factory zu vernetzen. Die Sensorik führt dabei mit Hilfe eines Dehnmessstreifens Kraftmessungen durch und speichert den auftretenden Kraftverlauf. Im Abgleich mit einer Kraftverlauf-Normkurve lassen sich so Abweichungen feststellen. Die Elektronik beinhaltet zudem umfangreiche Informationen zur „DNA“ wie Fertigungsdatum, Seriennummer, Typ, Ausführung und etwaige Wartungsintervalle.
Zudem kann das Werkzeug an Smartphones oder Tablets per Bluetooth angeschlossen werden. Somit können LMT-Anwendungstechniker mithilfe einer App die aktuellen Rollkopfdaten überprüfen und den Einsatz des Werkzeugs zusammen mit den Anwendern optimieren.
:quality(80)/images.vogel.de/vogelonline/bdb/1723400/1723419/original.jpg "Der neue Evoline-
Tangential-Rollkopf ist die erste Weiterentwicklung, die 3D-Druck-Bauweise mit Industrie-4.0-Möglichkeiten verbindet. (studio_thomas_schmitz)")
Enabler der Konstruktion
Wie intelligente Werkzeugsysteme die Smart Factory bestimmen
(ID:46577825)
:quality(80)/p7i.vogel.de/wcms/b5/8d/b58d1572da5360dc9be1a80615ed2c34/0126938236v2.jpeg "„FrontIQ Light” – Der von Krauss Maffei hergestellte Frontscheinwerfer mit der ColorForm-Technologie. (Bild: Krauss Maffei)")
:quality(80)/p7i.vogel.de/wcms/e1/43/e1433c62051d7b41249dd409c80e1939/0126518602v2.jpeg "In der aktuellen Vorlage des Haushaltsentwurfs der Bundesregierung sind keine neuen Förderungen für AM und Leichtbau geplant. (Bild: Formnext Mesago Messe)")