:quality(80)/p7i.vogel.de/wcms/88/ab/88abd74aa01976f83251a0832c67961f/adobestock-565810962--c2-a9-20tippapatt-20-e2-80-93-20stock-adobe-com-7143x4016v1.jpeg "Werden KI und Simulation clever kombiniert, enstehen Vorteile für den Produktentwickungsprozess. (Bild: © tippapatt – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/54/fc/54fcded5eb21e74ea8b52a4bd6652786/dassault-20syst-c3-a8mes-fu-c3-9fball-20solidworks-20technologie-2002-1068x600v1.png "Hinter jedem präzisen Schuss steckt auch Ingenieurskunst: Simulation macht die Physik des Fußballs sichtbar. (Bild: Dassault Systèmes)")
:quality(80)/p7i.vogel.de/wcms/2f/4c/2f4c173fc2409db48eaf7d23a0748a3c/2025-05-16-dftvisual-4444x2499v1.jpeg "Der Digital Fuel Twin von Bosch erfasst und validiert Tankdaten aus verschiedenen Quellen – darunter Fahrzeugdaten, Tankstellen und Tankkartentransaktionen – und gewährleistet damit eine zuverlässige und transparente Nachverfolgung des Verbrauchs erneuerbarer Kraftstoffe. (Bild: Bosch)")
:quality(80)/p7i.vogel.de/wcms/16/00/1600883e04215e4e3863e4a941e364c0/newsimage424941-2000x1124v1.jpeg "Mit Kassandra tauchen Teams in eine Thriller‑Story ein, lösen unter Zeitdruck KI‑Challenges. (Bild: Fraunhofer FIT)")
:quality(80)/p7i.vogel.de/wcms/32/2b/322b6013f8aa3530a012f3df0fef5c1b/onshape-20labs-20imagev1.png "Von der Texteingabe zum CAD-Modell: PTC erprobt mit Onshape Labs neue Wege für die KI-gestützte Konstruktion. (Bild: PTC)")
:quality(80)/p7i.vogel.de/wcms/1a/d9/1ad9efc8a86adc6031d22f7473e0d390/0132121730v1.jpeg "Nachdem es in den ersten vier Monaten 2026 für die deutsche Industrie in Sachen Auftragslage eher mau aussah, hat der Mai als Wonnemonat seinem Namen wohl Ehre gemacht. Analysten glauben nun zwar an mehr Sonne, doch die Wolken sind noch nicht verschwunden ... (Bild: Solarfans)")
:quality(80)/p7i.vogel.de/wcms/42/97/42976f6d1d0c6938d1881d88f592f9d4/26-06-22-st-c3-b6ber-ab-eisenmann-bild-201-1314x739v1.jpeg "In einer Lackieranlage bei Eisenmann übernimmt ein Industrieroboter mit Greifer das Handling unterschiedlich großer und schwerer Felgen. Dabei kommt präzise Antriebstechnik von Stöber zum Einsatz. (Bild: Stöber Antriebstechnik GmbH + Co. KG )")
:quality(80)/p7i.vogel.de/wcms/7f/73/7f73461407b7ef63b9b235e8df0b9172/bild-202-20testaufbau-img-0346-ausschnitt-2095x2095-2995x1685v1.jpeg "Neuer Horizontalprüfstand von ACE mit hochwertigem elektrischem Antrieb sowie mit Linearführungen, Signalprozessoren und Kraftmessern auf neuestem Stand der Technik. (Bild: ACE)")
:quality(80)/p7i.vogel.de/wcms/a5/e8/a5e811154c0ea1c550d2d381b04112de/adobestock-2094390289--c2-a9-20moneymoney-20-e2-80-93-20stock-adobe-com-ki-generiert-2728x1536v1.jpeg "Eine zentrale Frage beim Konzept des Unterwasser-Rechenzentrum war es, wie sich die Serverschränke in abgeriegelten Kammern auf dem Meeresgrund kühlen lassen. (Symbolbild) (Bild: © moneymoney – stock.adobe.com / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/d8/d4/d8d4786533658531dd7f5d383c020f54/-sb-3254-3000x1687v1.jpeg "Auch 2026 heißt es in Würzburg wieder „Herzlich willkommen\" für Konstruktions- und Entwicklungsleiter aus ganz Deutschland. (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/83/93/83935dca5289556988d7d2e9f2183d82/-sb-3254-3000x1687v1.jpeg "Würzburg im Oktober heißt: zwei Tage rund um die Frage, wie sich Produktentwicklung heute effizient und zukunftsfähig gestalten lässt. (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/e9/03/e90306f116f570daebed16b9684b9445/item-20fa-20schutzz-c3-a4une-20planen-20-bild2-1469x827v1.png "Digitale Konfiguratoren wie die von Item vereinfachen die Planung kompletter Schutzzäune über eine intuitive Benutzeroberfläche. (Bild: Item)")
:quality(80)/p7i.vogel.de/wcms/a0/03/a003d1d5ee83399f232303f7c50bd93b/geralt-statistics-4623842-4752x2672v1.jpeg "Erholung mit Risiken: Deutschlands Wirtschaft zwischen geopolitischer Unsicherheit und technologischem Aufschwung. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/aa/e1/aae1d4890329b20e40f4ebbc782705c7/aussenhandel-saisonbereinigt-2048x1151v1.png "Im April 2026 sind die deutschen Exporte gegenüber März 2026 kalender- und saisonbereinigt um 0,9 Prozent und die Importe um 1,2 Prozent gestiegen. (Bild: Destatis)")
:quality(80)/p7i.vogel.de/wcms/76/32/763233e84c4054d0c8634dad6c6141fc/adobestock-2035398302-2730x1536v1.jpeg "Wir zeigen, wie aus mechanischen Fächern und maritimen Lüftungssystemen der moderne Hochleistungsventilator wurde. (Bild: © Olga Ко – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/09/2a/092ad24dd4b603abc12e017024d5be85/digitalerzwillingjoseph-von-fraunhofer-20-282-29-6200x3489v1.jpeg "Auf der Hannover Messe 2026 konnten sich Besucher mit dem digitalen Zwilling von Joseph von Fraunhofer unterhalten – das Metaverse und KI machen es möglich. (Bild: Fraunhofer-Gesellschaft)")
:quality(80)/p7i.vogel.de/wcms/2f/2b/2f2b46d8cd0987790d053a0ecc434833/aumovio-pp-dtco-1-1772x997v1.jpeg "20 Jahre digitaler Tachograph: Wie sich das Gerät vom Kontrollgerät zum Datenhub im Güterverkehr entwickelt hat. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/bf/45/bf4523ff21e3add62ccd8390c5bfea7a/adobestock-726557427--c2-a9-20vladan-20-e2-80-93-20stock-adobe-com-ki-generiert-3580x2016v1.jpeg "Astronomie erforscht die Welt der Galaxien und versucht, Entstehung, Aufbau und Entwicklung des Universums zu erklären. (Bild: © Vladan – stock.adobe.com_KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/57/77/5777fa6040a24e6a62e9b06a5ba3196b/itemde-vogel-advertorial-mobile-roboter-in-der-industrie-headerbildv1.jpeg "Mit standardisierten Base Carts und individuell konfigurierbaren Top Modulen bietet item passgenaue Lösungen für unterschiedliche Transportaufgaben (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/50/8c/508ccaa2f4a61a0fecf84fde16ba45aa/schrittmotor-nema-24-erklaerung-und-anwendungen-die-sie-kennen-solltenv1.jpeg "Die Parametrierung und Inbetriebnahme des Integrierten Motors ST NEMA24 von item Industrietechnik erfolgen komfortabel mit der Software item MotionSoftStepper (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/a1/64/a16493ce8f1e75a27e82aba33532b391/lineartechnik-einfach-erklaert-definition-vorteile-anwendungv1.jpeg "Lineartechnik kommt überall dort zum Einsatz, wo geführte Bewegungen entlang einer Achse erforderlich sind. Das item Linearsystem bietet die Basis für Einzelachsen, Synchronachsen sowie Mehrachsportale. (Bild: item)")
Kugelgewindespindeln Taumelfehler bei Kugelgewindespindeln in Miniatur-Anwendungen
Bei Kugelgewindespindeln mit Hublängen unter 300 mm entscheidet die Steigungsgenauigkeit über die Positioniergenauigkeit in der Anwendung. Sie zu vernachlässigen, kann gravierende Folgen haben. Erschweren kommt hinzu: Sie zu ermitteln, ist alles andere als trivial.
Anbieter zum Thema
:fill(fff,0)/p7i.vogel.de/companies/69/bb/69bb1ada0093e/design-ohne-titel-5-.png "design-ohne-titel-5- (https://www.ruderer.de/)")
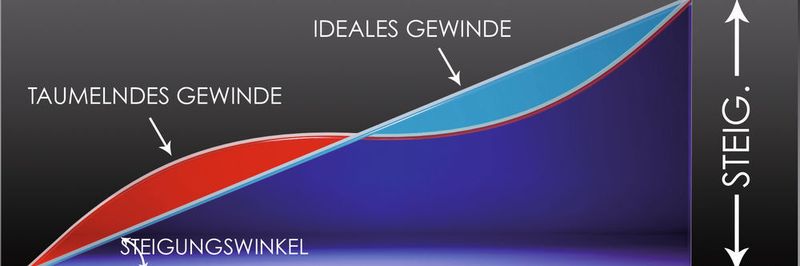
Per Definition handelt es sich bei einem Taumelfehler um einen unregelmäßigen Gewindesteigungsfehler, der in Intervallen eines Gangs auftritt. Dieses Prinzip ist schwer darzustellen, es sei denn, man wickelt das Gewinde vom Spindelkern ab (Bild 1).
Geleitet von ISO-, DIN- und JIS-Industrienormen (Bild 2) definieren viele Konstrukteure die Steigungsgenauigkeit von Kugelgewindetrieben im Sinne des aufsummierten Fehlers über 300 mm (V300). Dabei wird jedoch häufig übersehen, dass die Messung bzw. Kontrolle der Steigungsgenauigkeit pro Umdrehung (V2π) deutlich nützlicher sein kann. Angesichts des Taumelfehlers – häufig auch wegen der daraus resultierenden kaum vorausberechenbaren, schwankenden Bewegung des Kugelgewindetriebs als „taumelndes Gewinde“ bezeichnet – gilt die Steigungsgenauigkeit pro Umdrehung vor allem in Miniaturanwendungen, bei denen die Gesamt-Hublänge weniger als 300 mm beträgt, als kritischer Parameter.
Viele vernachlässigen den Fehler
Fälschlicherweise gehen viele Konstrukteure davon aus, dass der V2π-Fehler bezogen auf die Gesamt-Steigungsgenauigkeit V300 vernachlässigbar ist und ignorieren diesen Fehler daher bei der Spezifikation eines Kugelgewindetriebs. Wie in Bild 3 dargestellt, kann der Steigungsfehler pro Umdrehung für eine übliche P5-Spindel 8 µm oder 1/3 des zulässigen Steigungsfehlers über 300 mm (23 µm) betragen.
Die Aufdeckung und Quantifizierung solcher Fehler kann selbst für den Hersteller schwierig sein, da hierzu eine teure spezielle Analyseausrüstung notwendig ist, die nicht überall verfügbar ist. Daher sind viele Hersteller auf manuelle Einzelmessungen angewiesen. Sie verzichten also auf dynamische, kontinuierliche Messungen, die eine 100-prozentige Genauigkeit über den vollen Hubweg kontrollieren und protokollieren. Eine Kugelgewindespindel mit beispielsweise 12 mm Durchmesser und 2 mm Steigung hat auf 300 mm 150 Gänge. Das heißt, es sind mehr als 600 Messungen notwendig, um die Eigenschaften der Spindel präzise wiederzugeben.
:quality(80)/images.vogel.de/vogelonline/bdb/1213200/1213245/original.jpg "(Thomson Industries)")
:quality(80)/images.vogel.de/vogelonline/bdb/1213200/1213236/original.jpg "(Thomson Industries)")
:quality(80)/images.vogel.de/vogelonline/bdb/1213200/1213239/original.jpg "(Thomson Industries)")
:quality(80)/images.vogel.de/vogelonline/bdb/1213200/1213237/original.jpg "(Thomson Industries)")
V300 bezieht sich auf längere Spindel
Bei Anfragen zu Gewindetrieben für Präzisionsgeräte mit Hubwegen kürzer als 300 mm fertigen einige Anbieter daher normalerweise eine Spindel mit einer Genauigkeit V300 bezogen auf eine längere Spindel und liefern dem Kunden ein kürzeres Teilstück, das zu dessen Anforderung passt. Spezifiziert ein Kunde z. B. eine P5-Spindel (23 µm/300 mm) mit 125 mm Hubweg, könnte der Hersteller mit einer zwei Meter langen P5-Spindel beginnen und ein 250 mm langes Teilstück zur Bearbeitung abtrennen. Damit erhält der Kunde zwar im Grunde, was er bestellt hat – jedoch möglicherweise unter Missachtung der tatsächlichen Leistungsparameter, die entscheidend für die Positionierungsanforderungen der Anwendung sind. Als Folge könnte eventuell eine kostspielige Nachbearbeitung notwendig werden, sodass die Anforderungen des Endkunden nur mit Verzögerung durch den OEM erfüllt werden.
Nehmen wir zum Beispiel den Fall eines Herstellers medizinischer Fluidpumpen, der für ein neues medizinisches Gerät eine Genauigkeit von P5 sowie 150 mm Hubweg spezifiziert. Mit den Feinheiten der Spindelcharakteristik möglicherweise nicht eingehend vertraut, hat man im Pflichtenheft lediglich eine Steigungsgenauigkeit von 23 µm/300 mm angegeben.
Wenngleich dieser Pumpenhersteller keine Möglichkeit hatte, die Spindelgenauigkeit separat zu messen, konnte er die Ausgabemengen des Fluids dynamisch erfassen und diese Daten mit der Spindelgenauigkeit abgleichen. Am Ende musste er die Standardspindel zurückweisen, obwohl sie der ursprünglich geforderten Genauigkeit entsprach. Die Angabe eines aufsummierten Fehlers über 300 mm erwies sich letztlich als irrelevant für diese Anwendung. Somit wurde eine spezielle Spezifikation notwendig, um die gewünschte Leistungsfähigkeit zu erreichen.
Durch den Datenabgleich zwischen den dynamischen Fluid-Ausgabemengen und dem dynamischen Spindelverhalten ließen sich die Spindeleigenschaften gezielt ermitteln, die sich negativ auf die Pumpenleistung auswirkten. Diese Daten wurden genutzt, um die Spezifikation der Spindel zu überarbeiten und den unerwünschten Fehler zu eliminieren.
(ID:44571532)
:quality(80)/p7i.vogel.de/wcms/b4/8c/b48c77f6509e377cae661c23e7c290b1/0126127288v2.jpeg "Kugelgewindetriebe sind ausschließlich für axiale Kräfte ausgelegt. (Bild: Joshua Rzepka)")
:quality(80)/p7i.vogel.de/wcms/da/7e/da7e5a5df4c0efb2a27aa760dd94ba4f/0129346755v2.jpeg "Der Kugelgewindetrieb versagt im Einsatz schon früher als erwartet? Eventuell haben Sie bestimmte Faktoren nicht beachtet! (Bild: Thomson Industries)")