:quality(80)/p7i.vogel.de/wcms/18/f6/18f66d31f5e85f6b65785d9975c7c206/2026-060-schaedigung-20metall-bild-202-1442x811v1.png "Unter Schubbelastung können Verunreinigungen in Form von steifen Partikeln dazu führen, dass das Volumen von Poren unter Verformung bis auf das Sechsfache steigt. (Bild: KIT)")
:quality(80)/p7i.vogel.de/wcms/25/4c/254c93f7769ee82b8be8d24b8a971a1b/bild1-pgn-plus-anwendungsbild-07-04-2018-5760x3238v1.jpeg "Dank einer digitalen Lösung für die Werkstoffauswahl konnte Schunk neue emissionsreduzierende Ansätze ermitteln und den CO2-Ausstoß von Produkten reduzieren. (Bild: Schunk)")
:quality(80)/p7i.vogel.de/wcms/ed/b9/edb95e3cf7d170ef13d917b24d14064d/newsimage423895-4000x2249v1.jpeg "Empa-Forschende wollen beschädigte Brücken und andere Stahlkonstruktionen mithilfe des 3D-Metalldrucks reparieren. (Bild: Empa)")
:quality(80)/p7i.vogel.de/wcms/03/e3/03e358c7d85b64d95c4c2c972c7491f8/94048294.jpeg "Bei neuen Produktideen spielen die Kosten eine maßgebliche Rolle. Mit Design-to-Cost-Methoden lässt sich genau planen, wie Kosten am besten eingespart werden. (Bild: gemeinfrei)")
:quality(80)/p7i.vogel.de/wcms/89/c9/89c911ebddb1646a110a82e7e9900eae/manufacturing-20-26-20industrial-2-1450x816v1.png "Eine digitale Konstruktion schafft noch keinen digitalen Prozess. Manuelle Übergaben zwischen Konstruktion, Vertrieb und ERP verhindern dies und werden zunehmend zu Wachstumsproblemen. (Bild: Emporix)")
:quality(80)/p7i.vogel.de/wcms/6e/35/6e3563e715be749a19ceacd881c438b9/fachbeitrag-tda-inventor-pdm-2730x1536v1.png "Drei Tage für eine Variante, die sich hätte automatisieren lassen: Warum manuelle Konstruktionsprozesse heute keine Option mehr sind. (Bild: Lino GmbH)")
:quality(80)/p7i.vogel.de/wcms/ba/dd/badd93a91d45c64afaec904e6dbd0ee8/0132051842v2.jpeg "Der Grundlagentag Wärmemanagement ist ein wesentlicher Bestandteil der Fachkonferenz „Power of Electronics” und hat sich ursprünglich aus den „Cooling Days” entwickelt. (Bild: Stefan Bausewein)")
:quality(80)/p7i.vogel.de/wcms/10/76/10766ddc9c12e547d5fc8ebd4cc4cd7c/isi-6927-kopie-8256x4642v1.jpeg "Lang fit und selbstständig: Industrie und Wissenschaft entwickeln Gesundheitsassistenten der Zukunft. (Bild: Iris Maurer)")
:quality(80)/p7i.vogel.de/wcms/39/6a/396a08d40f5dd0af53a3acbbf726064c/mikroverkapselte-klebstoffe-kleben-pressefoto-1890x1329-1440x810v1.jpeg "Am Demonstrator lässt sich die Haftwirkung der Klebstoffkapseln direkt testen. (Bild: Fraunhofer IAP)")
:quality(80)/p7i.vogel.de/wcms/83/93/83935dca5289556988d7d2e9f2183d82/-sb-3254-3000x1687v1.jpeg "Würzburg im Oktober heißt: zwei Tage rund um die Frage, wie sich Produktentwicklung heute effizient und zukunftsfähig gestalten lässt. (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/e9/03/e90306f116f570daebed16b9684b9445/item-20fa-20schutzz-c3-a4une-20planen-20-bild2-1469x827v1.png "Digitale Konfiguratoren wie die von Item vereinfachen die Planung kompletter Schutzzäune über eine intuitive Benutzeroberfläche. (Bild: Item)")
:quality(80)/p7i.vogel.de/wcms/c9/47/c947857cac38244999f2b6f4e96a01de/thedigitalartist-ai-generated-8070000-3120x1754v1.jpeg "Die NIS-2-Richtlinie ist in Deutschland bereits am 6. Dezember 2025 in Kraft getreten – doch nur wenige Unternehmen haben die Vorgaben bislang umgesetzt. (Bild: TheDigitalArtist)")
:quality(80)/p7i.vogel.de/wcms/a0/03/a003d1d5ee83399f232303f7c50bd93b/geralt-statistics-4623842-4752x2672v1.jpeg "Erholung mit Risiken: Deutschlands Wirtschaft zwischen geopolitischer Unsicherheit und technologischem Aufschwung. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/aa/e1/aae1d4890329b20e40f4ebbc782705c7/aussenhandel-saisonbereinigt-2048x1151v1.png "Im April 2026 sind die deutschen Exporte gegenüber März 2026 kalender- und saisonbereinigt um 0,9 Prozent und die Importe um 1,2 Prozent gestiegen. (Bild: Destatis)")
:quality(80)/p7i.vogel.de/wcms/0c/a8/0ca87f2101343b426f8a2efa3f7ed80b/adobestock-1979349822--c2-a9-20deni-20-e2-80-93-20stock-adobe-com-ki-generiert-4093x2304v1.jpeg "Ingenieure sind das entscheidende Bindeglied für KI im Praxiseinsatz. Sie bringen das essenzielle Wissen mit, KI-Modelle zu trainieren, einzuschätzen und richtig anzuwenden. (Bild: © deni – stock.adobe.com | KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/76/32/763233e84c4054d0c8634dad6c6141fc/adobestock-2035398302-2730x1536v1.jpeg "Wir zeigen, wie aus mechanischen Fächern und maritimen Lüftungssystemen der moderne Hochleistungsventilator wurde. (Bild: © Olga Ко – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/09/2a/092ad24dd4b603abc12e017024d5be85/digitalerzwillingjoseph-von-fraunhofer-20-282-29-6200x3489v1.jpeg "Auf der Hannover Messe 2026 konnten sich Besucher mit dem digitalen Zwilling von Joseph von Fraunhofer unterhalten – das Metaverse und KI machen es möglich. (Bild: Fraunhofer-Gesellschaft)")
:quality(80)/p7i.vogel.de/wcms/2f/2b/2f2b46d8cd0987790d053a0ecc434833/aumovio-pp-dtco-1-1772x997v1.jpeg "20 Jahre digitaler Tachograph: Wie sich das Gerät vom Kontrollgerät zum Datenhub im Güterverkehr entwickelt hat. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/bf/45/bf4523ff21e3add62ccd8390c5bfea7a/adobestock-726557427--c2-a9-20vladan-20-e2-80-93-20stock-adobe-com-ki-generiert-3580x2016v1.jpeg "Astronomie erforscht die Welt der Galaxien und versucht, Entstehung, Aufbau und Entwicklung des Universums zu erklären. (Bild: © Vladan – stock.adobe.com_KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/50/8c/508ccaa2f4a61a0fecf84fde16ba45aa/schrittmotor-nema-24-erklaerung-und-anwendungen-die-sie-kennen-solltenv1.jpeg "Die Parametrierung und Inbetriebnahme des Integrierten Motors ST NEMA24 von item Industrietechnik erfolgen komfortabel mit der Software item MotionSoftStepper (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/a1/64/a16493ce8f1e75a27e82aba33532b391/lineartechnik-einfach-erklaert-definition-vorteile-anwendungv1.jpeg "Lineartechnik kommt überall dort zum Einsatz, wo geführte Bewegungen entlang einer Achse erforderlich sind. Das item Linearsystem bietet die Basis für Einzelachsen, Synchronachsen sowie Mehrachsportale. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/45/8a/458add2ba48d38497829522cac80bbae/reinraum-fuer-pharma-medizintechnik-7-herausforderungen-und-wie-sie-sie-loesenv1.jpeg "Arbeiten unter Reinraumbedingungen: In der Pharma- und Medizintechnik sind kontrollierte Umgebungen eine zentrale Voraussetzung für sichere Produktionsprozesse. (Bild: item)")
Leichtbau Strukturoptimierung und Modularisierung – geht das?
Durch die Verknüpfung von Strukturoptimierung und Modularisierung konnte ein WEA-Maschinenträger als leichter Guss-Blech-Hybrid kosteneffizient entwickelt werden.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/76800/76895/65.jpg "FAULHABER_120mm.jpg ()")
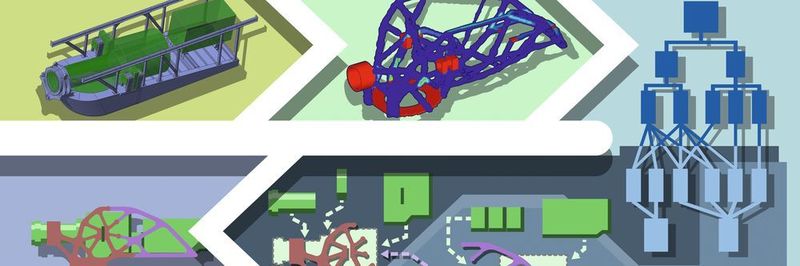
Hochintegrierte Leichtbaustrukturen und eine kostenoptimierte Modulbauweise sind kein Widerspruch. Im Gegenteil: durch eine methodische Kombination beider Ansätze lassen sich kosteneffiziente Produkte mit minimalem Aufwand konstruieren. Denn auf die Gewichtseinsparung durch reduzierten Materialeinsatz folgt zwangsläufig die Frage nach der optimalen Fertigungstechnologie. Um dies bereits in den frühen Phasen des Entwicklungsprozesses zu berücksichtigen, wird die Topologieoptimierung um eine Analyse der Produktarchitektur erweitert.
In diesem neuen Ansatz werden Strukturleichtbau und Modularisierung verknüpft und somit die Entwicklung kostenoptimaler Leichtbaustrukturen ermöglicht. Diese Kombination führt jedoch zunächst zu einer Unvereinbarkeit hinsichtlich der jeweils präferierten Bauweise. Eine Topologieoptimierung verfolgt das Prinzip der Funktionsintegration, was zu hochintegrierten Strukturen führt. Diese Strukturen weisen oftmals eine hohe Leichtbaugüte auf, bedingen jedoch häufig den Einsatz kostenintensiver Fertigungsverfahren. Dem gegenüber steht die Funktionstrennung, welche durch eine Modularisierung forciert wird. Durch definierte Schnittstellen lassen sich die einzelnen Funktionsmodule kostenoptimiert fertigen, bei Bedarf austauschen und Kosten durch einen höheren Gleichteileanteil reduzieren. Meist wirkt sich eine hohe Modularität jedoch negativ auf das Gewicht des Produktes aus. Um diesen Zielkonflikt zu lösen, wird die Produktarchitektur hinsichtlich Funktion, Kraftfluss, Fertigungstechnologie und Individualisierbarkeit analysiert. Die Verknüpfung mit den Ergebnissen der Topologieoptimierung ermöglicht eine sinnvolle Funktionstrennung und anfor-derungsgerechte Schnittstellendefinition, wodurch die Entwicklung kosteneffizienter Leichtbaustrukturen unterstützt wird.
Beispiel Maschinenträger einer WEA
Als bislang nur geringfügig optimiertes Strukturbauteil innerhalb der Gondel einer Windenergieanlage (WEA) bietet der Maschinenträger großes Potential, die vorgestellte Methodik anzuwenden. Mit einem Anteil von durchschnittlich 10 % der Gondelmasse ist er ein Hauptgewichtstreiber einer WEA. Als Ausgangsmodell dient der Maschinenträger einer 2,75 MW WEA mit teilintegriertem Triebstrang, einer Dreipunktlagerung, einer Kranbahn und einem Gewicht von 22 t. Durch eine Topologieoptimierung wird zunächst eine gewichtsminimale Zielstruktur entwickelt. Der zulässige Lösungsraum umfasst sowohl den ursprünglichen Maschinenträger, als auch die Struktur der Kranbahn. Der Bauraum für die Triebstrangkomponenten und Hilfsaggregate ist nicht Teil dieses Lösungsraumes und wird als nondesign space definiert. Unter der Restriktion der maximalen Auslenkung in definierten Bereichen werden sowohl externe Windlasten, als auch die Eigengewichte der Triebstrangkomponenten berücksichtigt. Bei Beibehaltung desselben Stahlwerkstoffes ergibt sich ein theoretisches Minimalgewicht von 11,2 t des Maschinenträgers, bzw. eine Gewichtseinsparung von 49 % gegenüber dem Ausgangsmodell.
Zwei Module führen zur Hybridbauweise
Durch die Analyse der Produktarchitektur lässt sich der Maschinenträger in zwei Module unterteilen. Das erste Modul unterstützt maßgeblich die Funktionen der Lastleitung. Diese Funktion wird von den Komponenten Rotorlager, Elastomerlager, Azimutlager und der verbindenden Tragstruktur erfüllt. Die Komponenten zur Lastaufnahme und -abgabe sind in Bild 1, Prozessschritt 2 rot dargestellt. Die Kraftleitung erfolgt über die Tragstruktur, welche die zuvor genannten Komponenten verbindet. Da ein Großteil der Last durch den vorderen Bereich des Maschinenträgers geleitet wird, ist es naheliegend, Fügestellen in diesem Bereich zu vermeiden und die Funktionselemente in eine Komponente zu integrieren. Um die komplexe Topologie dieses Moduls bestmöglich umsetzten zu können, empfiehlt sich eine Gestaltung als Gussteil. Im hinteren Bereich des Maschinenträgers sind, neben dem Generator, vor allem Hilfsaggregate untergebracht. Dieser Bereich erfährt keine nennenswerten statischen Lasten und unterstützt in erster Line die Funktion „Schnittstellen bereitstellen“. Daher ist eine Umsetzung in Form einer Blechkonstruktion naheliegend. Diese begünstigt eine kosteneffiziente Fertigung und bietet gleichzeitig die Möglichkeit einer anwendungsspezifischen Anpassung dieses Moduls, ohne den gesamten Maschinenträger neu auslegen zu müssen.
Bei den vorgestellten Optimierungsergebnissen handelt es sich aktuell noch um rein simulative Werte. Eine fertigungsgerechte Umsetzung und die Gestaltung der Schnittstellen zwischen den beiden Modulen führen zu einer Gewichtszunahme. Somit ist eine realistische Gewichtsreduktion von mindestens 35 % zu erwarten. Hybride Maschinenträger in Guss- und Blechbauweise weisen durchschnittlich spezifische Kosten von 3,5 €/kg auf. Für die betrachtete Anlage würde somit allein die Materialeinsparung zu einer Kostenreduktion von 26.950 € führen. Weiteres Potential liegt in der Nutzung von Sekundäreffekten, der Übertragung auf leistungsstärkere Anlagen und einer weiteren Gewichtsreduktion durch den Einsatz hochfester Werkstoffe. (qui)
Das könnte Sie auch interessieren:
:quality(80)/images.vogel.de/vogelonline/bdb/1323000/1323077/original.jpg "Dr. Andreas Erber, Leiter des Lightweight and Application Center (LAC) der SGL Group, erläutert die Rafinessen des \"Carbon Carrier\" genannten Instrumententafelträgers. Seine Tragstruktur besteht aus vier verschiedenen Teilen, die jeweils aus unterschiedlichen CFK-Materialien bestehen und mit unterschiedlichen Prozessen gefertigt werden. (D.Quitter / konstruktionspraxis)")
Faserverbundwerkstoff
SGL Group und Bertrandt präsentieren leichten und kostenreduzierten Instrumententafelträger
* Sebastian Stein, Prof. Georg Jacobs, Jonathan Sprehe, Johannes Bolk: Institut für Maschinenelemente und Systementwicklung RWTH Aachen
Artikelfiles und Artikellinks
(ID:45386508)
:quality(80)/p7i.vogel.de/wcms/2e/38/2e38dc52d99715c70103d0b9d1694873/0127305220v1.jpeg "Neue Lösungen für die ganzheitliche Entwicklung und Verwaltung komplexer technischer Systeme stehen im Fokus. (Bild: © VisualVortex - stock.adobe.com / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/c4/24/c424d756881fc20a52c6ac35275133c1/0126181690v2.jpeg "Mithilfe von Igus Motion Plastics wie drylin ZLW-Linearachsen und Energieketten konnte das Team Carologistics ihre Roboter für die Robocup-Weltmeisterschaft optimieren und den Sieg nach Hause holen. (Bild: igus)")