:quality(80)/p7i.vogel.de/wcms/18/f6/18f66d31f5e85f6b65785d9975c7c206/2026-060-schaedigung-20metall-bild-202-1442x811v1.png "Unter Schubbelastung können Verunreinigungen in Form von steifen Partikeln dazu führen, dass das Volumen von Poren unter Verformung bis auf das Sechsfache steigt. (Bild: KIT)")
:quality(80)/p7i.vogel.de/wcms/25/4c/254c93f7769ee82b8be8d24b8a971a1b/bild1-pgn-plus-anwendungsbild-07-04-2018-5760x3238v1.jpeg "Dank einer digitalen Lösung für die Werkstoffauswahl konnte Schunk neue emissionsreduzierende Ansätze ermitteln und den CO2-Ausstoß von Produkten reduzieren. (Bild: Schunk)")
:quality(80)/p7i.vogel.de/wcms/ed/b9/edb95e3cf7d170ef13d917b24d14064d/newsimage423895-4000x2249v1.jpeg "Empa-Forschende wollen beschädigte Brücken und andere Stahlkonstruktionen mithilfe des 3D-Metalldrucks reparieren. (Bild: Empa)")
:quality(80)/p7i.vogel.de/wcms/1a/d9/1ad9efc8a86adc6031d22f7473e0d390/0132121730v1.jpeg "Nachdem es in den ersten vier Monaten 2026 für die deutsche Industrie in Sachen Auftragslage eher mau aussah, hat der Mai als Wonnemonat seinem Namen wohl Ehre gemacht. Analysten glauben nun zwar an mehr Sonne, doch die Wolken sind noch nicht verschwunden ... (Bild: Solarfans)")
:quality(80)/p7i.vogel.de/wcms/03/e3/03e358c7d85b64d95c4c2c972c7491f8/94048294.jpeg "Bei neuen Produktideen spielen die Kosten eine maßgebliche Rolle. Mit Design-to-Cost-Methoden lässt sich genau planen, wie Kosten am besten eingespart werden. (Bild: gemeinfrei)")
:quality(80)/p7i.vogel.de/wcms/89/c9/89c911ebddb1646a110a82e7e9900eae/manufacturing-20-26-20industrial-2-1450x816v1.png "Eine digitale Konstruktion schafft noch keinen digitalen Prozess. Manuelle Übergaben zwischen Konstruktion, Vertrieb und ERP verhindern dies und werden zunehmend zu Wachstumsproblemen. (Bild: Emporix)")
:quality(80)/p7i.vogel.de/wcms/f4/2b/f42bec200a7167f1099a0e93f24bd855/image-cellsius-2560x1440v1.jpeg "Die H2-Sling, das erste wasserstoffbetriebene Flugzeug der Schweiz, wurde entwickelt von Cellsius an der ETH Zürich. (Bild: Cellsius)")
:quality(80)/p7i.vogel.de/wcms/fe/44/fe4429452f6e877efbde25279f384c71/konstrukteur-mit-cad-daten-am-pc-1536x864v1.png "CAD-Modelle und technische Dokumentationen ermöglichen eine schnelle Integration in Konstruktionen und reduzieren manuelle Arbeitsschritte. (Bild: BeeWaTec AG)")
:quality(80)/p7i.vogel.de/wcms/0d/83/0d8341a4a7aece08db829b730ba4578f/ids-case-study-dlr-header-3000x2000-copyright-20dlr-20-26-20ids-3000x1687v1.jpeg "Die Ensenso 3D-Kamera sorgt bei der Fertigung von Flugzeugkabinen für die hochpräzise Erfassung und Ausrichtung der Bohrpositionen. (Bild: Deutsches Zentrum für Luft- und Raumfahrt e.V & IDS Imaging Development Systems GmbH)")
:quality(80)/p7i.vogel.de/wcms/83/93/83935dca5289556988d7d2e9f2183d82/-sb-3254-3000x1687v1.jpeg "Würzburg im Oktober heißt: zwei Tage rund um die Frage, wie sich Produktentwicklung heute effizient und zukunftsfähig gestalten lässt. (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/e9/03/e90306f116f570daebed16b9684b9445/item-20fa-20schutzz-c3-a4une-20planen-20-bild2-1469x827v1.png "Digitale Konfiguratoren wie die von Item vereinfachen die Planung kompletter Schutzzäune über eine intuitive Benutzeroberfläche. (Bild: Item)")
:quality(80)/p7i.vogel.de/wcms/c9/47/c947857cac38244999f2b6f4e96a01de/thedigitalartist-ai-generated-8070000-3120x1754v1.jpeg "Die NIS-2-Richtlinie ist in Deutschland bereits am 6. Dezember 2025 in Kraft getreten – doch nur wenige Unternehmen haben die Vorgaben bislang umgesetzt. (Bild: TheDigitalArtist)")
:quality(80)/p7i.vogel.de/wcms/a0/03/a003d1d5ee83399f232303f7c50bd93b/geralt-statistics-4623842-4752x2672v1.jpeg "Erholung mit Risiken: Deutschlands Wirtschaft zwischen geopolitischer Unsicherheit und technologischem Aufschwung. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/aa/e1/aae1d4890329b20e40f4ebbc782705c7/aussenhandel-saisonbereinigt-2048x1151v1.png "Im April 2026 sind die deutschen Exporte gegenüber März 2026 kalender- und saisonbereinigt um 0,9 Prozent und die Importe um 1,2 Prozent gestiegen. (Bild: Destatis)")
:quality(80)/p7i.vogel.de/wcms/76/32/763233e84c4054d0c8634dad6c6141fc/adobestock-2035398302-2730x1536v1.jpeg "Wir zeigen, wie aus mechanischen Fächern und maritimen Lüftungssystemen der moderne Hochleistungsventilator wurde. (Bild: © Olga Ко – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/09/2a/092ad24dd4b603abc12e017024d5be85/digitalerzwillingjoseph-von-fraunhofer-20-282-29-6200x3489v1.jpeg "Auf der Hannover Messe 2026 konnten sich Besucher mit dem digitalen Zwilling von Joseph von Fraunhofer unterhalten – das Metaverse und KI machen es möglich. (Bild: Fraunhofer-Gesellschaft)")
:quality(80)/p7i.vogel.de/wcms/2f/2b/2f2b46d8cd0987790d053a0ecc434833/aumovio-pp-dtco-1-1772x997v1.jpeg "20 Jahre digitaler Tachograph: Wie sich das Gerät vom Kontrollgerät zum Datenhub im Güterverkehr entwickelt hat. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/bf/45/bf4523ff21e3add62ccd8390c5bfea7a/adobestock-726557427--c2-a9-20vladan-20-e2-80-93-20stock-adobe-com-ki-generiert-3580x2016v1.jpeg "Astronomie erforscht die Welt der Galaxien und versucht, Entstehung, Aufbau und Entwicklung des Universums zu erklären. (Bild: © Vladan – stock.adobe.com_KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/50/8c/508ccaa2f4a61a0fecf84fde16ba45aa/schrittmotor-nema-24-erklaerung-und-anwendungen-die-sie-kennen-solltenv1.jpeg "Die Parametrierung und Inbetriebnahme des Integrierten Motors ST NEMA24 von item Industrietechnik erfolgen komfortabel mit der Software item MotionSoftStepper (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/a1/64/a16493ce8f1e75a27e82aba33532b391/lineartechnik-einfach-erklaert-definition-vorteile-anwendungv1.jpeg "Lineartechnik kommt überall dort zum Einsatz, wo geführte Bewegungen entlang einer Achse erforderlich sind. Das item Linearsystem bietet die Basis für Einzelachsen, Synchronachsen sowie Mehrachsportale. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/45/8a/458add2ba48d38497829522cac80bbae/reinraum-fuer-pharma-medizintechnik-7-herausforderungen-und-wie-sie-sie-loesenv1.jpeg "Arbeiten unter Reinraumbedingungen: In der Pharma- und Medizintechnik sind kontrollierte Umgebungen eine zentrale Voraussetzung für sichere Produktionsprozesse. (Bild: item)")
Hydraulikpumpe Messung, Analyse und Simulation von Kavitation in Axialkolbenpumpen
Kavitationserosion verringert die Lebensdauer hydraulischer Komponenten. In der Grundlagenentwicklung von Sauer-Danfoss wird dieser Effekt an Axialkolbenpumpen untersucht. Hier wird Kavitation vorhergesagt und in der frühen Entwicklungsphase durch Simulationsmethoden minimiert.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/125200/125230/65.png "IPF_Logo_kurz.png ()")
Hydrostatische Getriebe bestehen normalerweise aus einer Pumpe und einem Motor in Axialkolbenbauweise und werden in der Regel im geschlossenen Kreis betrieben, beispielsweise in Fahrantrieben mobiler Arbeitsmaschinen. Ein Effekt, der die Lebensdauer eines solchen Getriebes verringern kann, ist die Kavitation und der daraus resultierende Verschleiß von Bauteilen, insbesondere tribologischen Kontaktflächen.
Experimenteller Aufbau zur Kavitationsuntersuchung
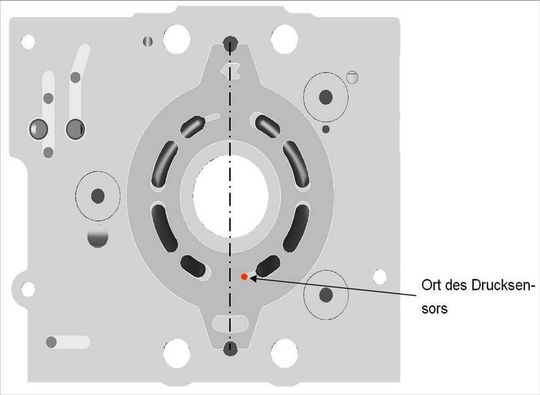
Um die Kavitation näher zu analysieren und um den Effekt zu verdeutlichen, werden zunächst Messungen mit einer stark kavitierenden Spezial-Ventilplatte (kein Serienteil) durchgeführt. Zu diesem Zweck wird ein Drucksensor direkt in die Umsteuerung der modifizierten Ventilplatte eingebracht. Hier wird die höchste Dynamik erwartet und der Versuchsaufbau ist einfacher zu realisieren als Druckmessungen im Kolbenraum. Der Drucksensor muß eine sehr hohe Dynamik aufweisen und in die gegebenen geometrischen Bedingungen adaptierbar sein. Aus diesem Grund wurde ein piezoelektrischer Drucksensor gewählt, der mit bis zu 40 kHz abgetastet wurde. Um den Drucksensor direkt in die Umsteuerung einbringen zu können, mußte auch ein Endgehäuse modifiziert und gefertigt werden (Abb. 1).
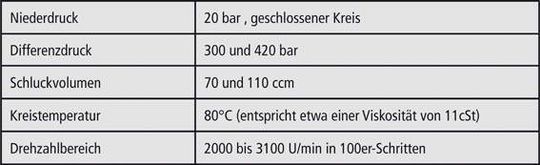
Mit der hier beschriebenen Versuchskonfiguration wurden Versuche im Versuchsfeld im Pumpenbetrieb durchgeführt bei Parametern, wie sie in Tabelle 1 gezeigt sind.
Hierbei wird die Pumpe von einem Elektromotor angetrieben und der hydraulische Kreis mit einem bidirektionalen, elektrisch einstellbaren Ventil belastet.
Experimentelle Ergebnisse der Messung
Ziel der Messungen ist es, hochfrequente Oszillationen zu detektieren, die von der Kavitation hervorgerufen werden. Zu diesem Zweck muß die Dynamik der Kavitation von der Dynamik der neun Kolben separiert werden. Es wurde eine spezielle Analyse-sequenz geschrieben, die dieses gewährleistet. Das Originalsignal und die verschieden berechneten Signale sind in Abbildung 2 dargestellt.
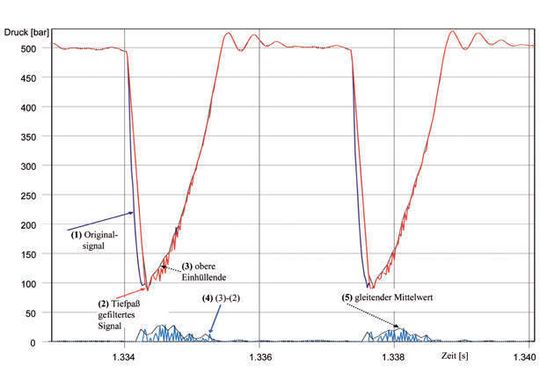
Die Abbildung zeigt eine Messung des Drucksensors in der Hochdruckniere an der Umsteuerung. Erkennbar sind die Druckeinbrüche, wenn die Hochdruckniere mit einem Kolbenraum verbunden wird, der von der Niederdruckseite kommt. Die blaue Kurve (1) zeigt das Originalsignal, welches dann mit einem Tiefpaß gefiltert wird, um die höchsten Gradienten zu eliminieren. Es ergibt sich die rote Kurve (2). Von diesem Signal wird dann die obere Einhüllende gebildet, hier gepunktet dargestellt (3). Werden diese beiden Signale voneinander abgezogen, ergibt sich die hellblaue Kurve (4), was der Amplitude des gesuchten „Kavitationssignals“ entspricht. Der gleitende Mittelwert dieser Kurve ist wiederum mit einer gepunkteten Linie (5) wiedergegeben.
Führt man diese Analyse für verschiedene Betriebsbedingungen durch und trägt die Mittelwerte der gleitenden Maximalwerte über der Drehzahl auf, so erhält man die Kurven wie sie in Abbildung 3 gezeigt sind.
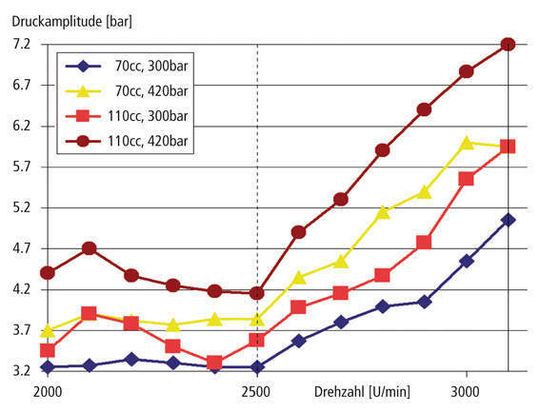
Die Grafik zeigt, dass die maximale Amplitude bei 110 ccm Schluckvolumen und 420 bar Differenzdruck erreicht wird. Weiterhin erkennt man eine kritische Drehzahl bei circa 2500 U/min. Erhöht man die Drehzahl über diesen Wert, dann steigen die Amplituden für alle Betriebsbedingungen stark an. Dies bedeutet entweder, dass eine Mindestdrehzahl benötigt wird, um Kavitationsblasen zu erzeugen oder dass durch die erhöhte Drehzahl der Ort der Implosionen näher zum Sensor hin verlagert wird.
Übereinstimmung von Versuchsergebnissen und CFD-Simulation
Nachdem Kavitation erfolgreich unter Zuhilfenahme von Drucksensoren detektiert werden konnte, wurde die Pumpe nach einer entsprechenden Testdauer demontiert und inspiziert. Abbildung 4 zeigt die Ansicht auf das Endgehäuse der Testeinheit. Die Spuren der Kavitationserosion liegen zwischen der Hauptniere des Hochdruckkernes und der Bohrung für den Drucksensor. Sie ist als sichelförmige Verschleißerscheinung zu sehen.

Der Radius der Verschleißerscheinung ist identisch mit dem Radius der Ventilplattenniere und auch der Ort ist genau dort, wo die Niere der Ventilplatte endet, wenn die Pumpe zusammengebaut ist. Diese starke Kavitationserscheinung, die schon nach kurzer Betriebsdauer sichtbar ist, wurde als Beispiel für eine Strömungssimulation (CFD, Computational Fluid Dynamics) genutzt, um Kavitation in der hier eingesetzten Pumpe parallel zum Test vorherzusagen.
Basis waren die relevanten Fluidvolumina der beteiligten Teile (Endgehäuse, Ventilplatte, Zylinderblock und Kolben) direkt aus dem CAD-Programm.
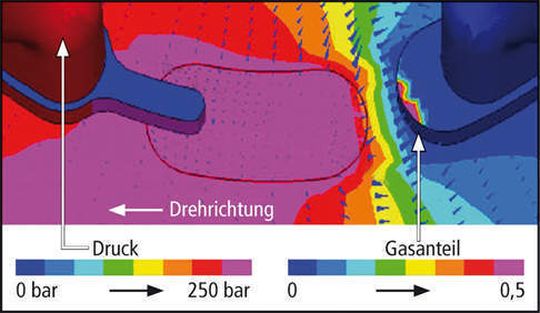
Abbildung 5 zeigt die Simulationsergebnisse für 3000 U/min, 420 bar Differenzdruck und einen Schwenkwinkel von 16° als Ansicht von der Seite des Endgehäuses. Aus dieser Richtung blickend rotiert der Zylinderblock im Uhrzeigersinn. Die Farbskala in der Ventilplatte repräsentiert den Gasanteil im Öl. Im Endgehäuse und in den Hochdruckkernen hingegen entspricht die farbliche Kodierung dem Druck. Für den dargestellten Drehwinkel entsteht an der Kante der Ventilplattenniere ein großer Bereich, in dem der Gasanteil stark ansteigt, nachdem die Zylinderblockbohrung von der Niederdruckseite getrennt wird, während sie schon mit der Hochdruckseite verbunden ist.
Der Vergleich zwischen Abbildung 4 und Abbildung 5 zeigt eine sehr gute Übereinstimmung zwischen den Versuchsergebnissen und den Vorhersagen aus der CFD-Simulation.
Schlussfolgerungen für Neukonstruktionen
Die zur Simulation genutzte CFD-Software ist in der Lage, die durch Messungen detektierte Kavitation zu berechnen. Damit besteht bei Sauer-Danfoss die Möglichkeit, Kavitation in einer frühen Entwicklungsphase zu minimieren, um so die Qualität und Funktionalität der Produkte für den Kunden zu erhöhen. Dies reduziert die Entwicklungskosten, da Langzeittests eingespart werden können. Geringere Kavitation führt auch zu weniger Geräusch und somit zu einer guten Marktposition.
*Dr.-Ing. Oliver Meincke, Dr.-Ing. Robert Rahmfeld, Grundlagenentwicklung Sauer-Danfoss, Neumünster
(ID:257635)
:quality(80)/p7i.vogel.de/wcms/49/e9/49e97fcbc65fa45bca2576ec50ab1b7e/0127131321v2.jpeg "Moderne Spritzgießmaschinen gibt es mit elektrischen oder hydraulischen Aktuatoren - je nach Einsatzbereich. (Bild: © TongTa - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/a8/fe/a8fefcbbbf026fde45ed6fc6f26e2ef0/0127181491v2.jpeg "Die neue Baureihe nutzt ein Floating-Piston-Konzept mit 15 Kolben. Dieses Design sorgt für weniger Verschleiß und Pulsation. (Bild: Moog)")