:quality(80)/p7i.vogel.de/wcms/25/4c/254c93f7769ee82b8be8d24b8a971a1b/bild1-pgn-plus-anwendungsbild-07-04-2018-5760x3238v1.jpeg "Dank einer digitalen Lösung für die Werkstoffauswahl konnte Schunk neue emissionsreduzierende Ansätze ermitteln und den CO2-Ausstoß von Produkten reduzieren. (Bild: Schunk)")
:quality(80)/p7i.vogel.de/wcms/ed/b9/edb95e3cf7d170ef13d917b24d14064d/newsimage423895-4000x2249v1.jpeg "Empa-Forschende wollen beschädigte Brücken und andere Stahlkonstruktionen mithilfe des 3D-Metalldrucks reparieren. (Bild: Empa)")
:quality(80)/p7i.vogel.de/wcms/0a/a5/0aa5cb46da72af59018c855bc750cc54/e7748318ea51436399aeab5985ffc9d6de9318ddv1.jpeg "Der neue Prozess verkürzt die Durchlaufzeiten und senkt die Kosten erheblich und erweitert den Zugang zu Hochleistungsverbundwerkstoffen in neuen Märkten, darunter Advanced Air Mobility (AAM) und die Verteidigungsindustrie. (Bild:Greene Tweed)")
:quality(80)/p7i.vogel.de/wcms/03/e3/03e358c7d85b64d95c4c2c972c7491f8/94048294.jpeg "Bei neuen Produktideen spielen die Kosten eine maßgebliche Rolle. Mit Design-to-Cost-Methoden lässt sich genau planen, wie Kosten am besten eingespart werden. (Bild: gemeinfrei)")
:quality(80)/p7i.vogel.de/wcms/89/c9/89c911ebddb1646a110a82e7e9900eae/manufacturing-20-26-20industrial-2-1450x816v1.png "Eine digitale Konstruktion schafft noch keinen digitalen Prozess. Manuelle Übergaben zwischen Konstruktion, Vertrieb und ERP verhindern dies und werden zunehmend zu Wachstumsproblemen. (Bild: Emporix)")
:quality(80)/p7i.vogel.de/wcms/6e/35/6e3563e715be749a19ceacd881c438b9/fachbeitrag-tda-inventor-pdm-2730x1536v1.png "Drei Tage für eine Variante, die sich hätte automatisieren lassen: Warum manuelle Konstruktionsprozesse heute keine Option mehr sind. (Bild: Lino GmbH)")
:quality(80)/p7i.vogel.de/wcms/39/6a/396a08d40f5dd0af53a3acbbf726064c/mikroverkapselte-klebstoffe-kleben-pressefoto-1890x1329-1440x810v1.jpeg "Am Demonstrator lässt sich die Haftwirkung der Klebstoffkapseln direkt testen. (Bild: Fraunhofer IAP)")
:quality(80)/p7i.vogel.de/wcms/e3/0c/e30c5f8d7a48a57173d1b7f5b8ff1217/robot-20floaty-1024x576v1.jpeg "Der Flugroboter Floaty nutzt verstellbare Klappen, um Luftströmungen gezielt zu steuern und stabil in der Luft zu bleiben. (Bild: Max-Planck-Institut)")
:quality(80)/p7i.vogel.de/wcms/1e/fc/1efcbcfd82d344c6e52a9671dc6ad199/verity-20flugdrohne-2000x1125v1.jpeg "Die Flugroboter von Verity unterstützen im Logistik- und Einzelhandelssektor, indem sie Lagerbestände kontinuierlich überwachen – ohne GPS und menschliches Eingreifen. (Bild: Verity)")
:quality(80)/p7i.vogel.de/wcms/83/93/83935dca5289556988d7d2e9f2183d82/-sb-3254-3000x1687v1.jpeg "Würzburg im Oktober heißt: zwei Tage rund um die Frage, wie sich Produktentwicklung heute effizient und zukunftsfähig gestalten lässt. (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/e9/03/e90306f116f570daebed16b9684b9445/item-20fa-20schutzz-c3-a4une-20planen-20-bild2-1469x827v1.png "Digitale Konfiguratoren wie die von Item vereinfachen die Planung kompletter Schutzzäune über eine intuitive Benutzeroberfläche. (Bild: Item)")
:quality(80)/p7i.vogel.de/wcms/c9/47/c947857cac38244999f2b6f4e96a01de/thedigitalartist-ai-generated-8070000-3120x1754v1.jpeg "Die NIS-2-Richtlinie ist in Deutschland bereits am 6. Dezember 2025 in Kraft getreten – doch nur wenige Unternehmen haben die Vorgaben bislang umgesetzt. (Bild: TheDigitalArtist)")
:quality(80)/p7i.vogel.de/wcms/a0/03/a003d1d5ee83399f232303f7c50bd93b/geralt-statistics-4623842-4752x2672v1.jpeg "Erholung mit Risiken: Deutschlands Wirtschaft zwischen geopolitischer Unsicherheit und technologischem Aufschwung. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/aa/e1/aae1d4890329b20e40f4ebbc782705c7/aussenhandel-saisonbereinigt-2048x1151v1.png "Im April 2026 sind die deutschen Exporte gegenüber März 2026 kalender- und saisonbereinigt um 0,9 Prozent und die Importe um 1,2 Prozent gestiegen. (Bild: Destatis)")
:quality(80)/p7i.vogel.de/wcms/0c/a8/0ca87f2101343b426f8a2efa3f7ed80b/adobestock-1979349822--c2-a9-20deni-20-e2-80-93-20stock-adobe-com-ki-generiert-4093x2304v1.jpeg "Ingenieure sind das entscheidende Bindeglied für KI im Praxiseinsatz. Sie bringen das essenzielle Wissen mit, KI-Modelle zu trainieren, einzuschätzen und richtig anzuwenden. (Bild: © deni – stock.adobe.com | KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/76/32/763233e84c4054d0c8634dad6c6141fc/adobestock-2035398302-2730x1536v1.jpeg "Wir zeigen, wie aus mechanischen Fächern und maritimen Lüftungssystemen der moderne Hochleistungsventilator wurde. (Bild: © Olga Ко – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/09/2a/092ad24dd4b603abc12e017024d5be85/digitalerzwillingjoseph-von-fraunhofer-20-282-29-6200x3489v1.jpeg "Auf der Hannover Messe 2026 konnten sich Besucher mit dem digitalen Zwilling von Joseph von Fraunhofer unterhalten – das Metaverse und KI machen es möglich. (Bild: Fraunhofer-Gesellschaft)")
:quality(80)/p7i.vogel.de/wcms/2f/2b/2f2b46d8cd0987790d053a0ecc434833/aumovio-pp-dtco-1-1772x997v1.jpeg "20 Jahre digitaler Tachograph: Wie sich das Gerät vom Kontrollgerät zum Datenhub im Güterverkehr entwickelt hat. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/bf/45/bf4523ff21e3add62ccd8390c5bfea7a/adobestock-726557427--c2-a9-20vladan-20-e2-80-93-20stock-adobe-com-ki-generiert-3580x2016v1.jpeg "Astronomie erforscht die Welt der Galaxien und versucht, Entstehung, Aufbau und Entwicklung des Universums zu erklären. (Bild: © Vladan – stock.adobe.com_KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/50/8c/508ccaa2f4a61a0fecf84fde16ba45aa/schrittmotor-nema-24-erklaerung-und-anwendungen-die-sie-kennen-solltenv1.jpeg "Die Parametrierung und Inbetriebnahme des Integrierten Motors ST NEMA24 von item Industrietechnik erfolgen komfortabel mit der Software item MotionSoftStepper (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/a1/64/a16493ce8f1e75a27e82aba33532b391/lineartechnik-einfach-erklaert-definition-vorteile-anwendungv1.jpeg "Lineartechnik kommt überall dort zum Einsatz, wo geführte Bewegungen entlang einer Achse erforderlich sind. Das item Linearsystem bietet die Basis für Einzelachsen, Synchronachsen sowie Mehrachsportale. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/45/8a/458add2ba48d38497829522cac80bbae/reinraum-fuer-pharma-medizintechnik-7-herausforderungen-und-wie-sie-sie-loesenv1.jpeg "Arbeiten unter Reinraumbedingungen: In der Pharma- und Medizintechnik sind kontrollierte Umgebungen eine zentrale Voraussetzung für sichere Produktionsprozesse. (Bild: item)")
Laserstrahlschweißen Martensitische Chromstähle per Laser Schweißen und Wärmebehandeln
In einem Forschungsvorhaben untersuchte das Fraunhofer-Institut für Lasertechnik ILT die Schweißeignung martensitischer Chromstähle mittels Laserstrahl für artgleiche und artungleiche Verbindungen.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/20800/20842/65.jpg "Logo_42mm.JPG ()")
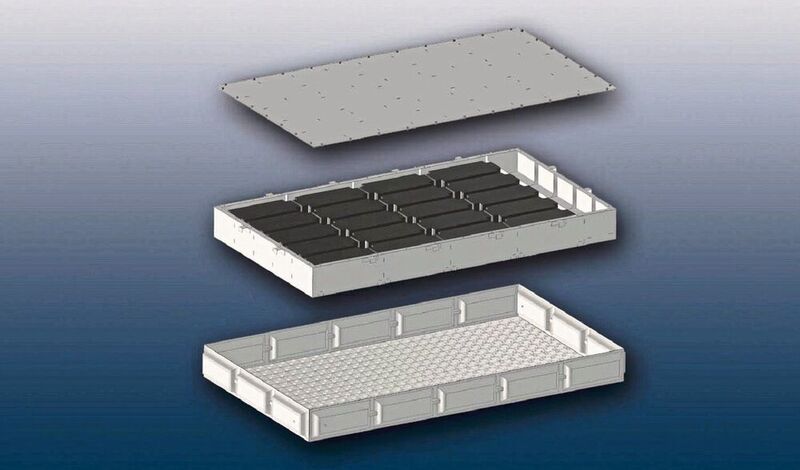
Martensitische Chromstähle eignen sich wegen ihrer Leichtbau- und Korrosionseigenschaften ideal für Anwendungen im Fahrzeugbau. Bei der Konstruktion von crashsicheren Batteriekästen für Elektroautos sind diese Werkstoffe besonders gefragt. Jedoch lassen sich martensitische Chromstähle aufgrund ihres hohen Kohlenstoffgehalts schwer schweißen.
Im Rahmen des IGF-Forschungsorhabens „Weiterentwicklung, fügetechnische Absicherung und technische Auslegung von Schweißverbindungen mit martensitischen Chromstählen“ nahmen Experten aus Industrie und Forschung den aktuellen Stand in puncto Werkstoffe und Fügetechnik unter die Lupe. Im Detail untersuchte das Fraunhofer-Institut für Lasertechnik ILT die Eignung zum Laserstrahlschweißen eines pressgehärteten Chromstahls mit martensitischem Gefüge X46Cr13 (1.4034) in artgleichen und artungleichen Verbindungen für die Montage. Bei den artungleichen Verbindungen handelte es sich um Kombinationen mit kaltverfestigtem Hochmanganstahl (1.4678), pressgehärtetem Martensit (1.5528), hochfestem Dualphasenstahl (1.0944) und kaltgewalztem Feinkornbaustahl (1.0984). Martin Dahmen, Gruppe Makrofügen und Schneiden am Fraunhofer ILT: „Dabei lag das Hauptaugenmerk auf der Durchmischung der unterschiedlichen Werkstoffe, der Metallurgie und auf den daraus resultierenden Eigenschaftsprofilen.“
Wärmebehandlung erhöht Fügequalität
Das Ergebnis: Durch Wärmebehandlung lässt sich die Fügequalität erhöhen. Dazu wurden bei einer artgleichen 1.4034-Verbindung lineare Nähte im Überlappstoß im Temperaturbereich von 300 bis 700 °C außerhalb des Prozesses (ex-situ) wärmebehandelt, die ihre Qualität im anschließenden Scherzugversuch beweisen mussten. „Bei 400 bis 500 °C ergaben sich die höchsten Festigkeiten und die geringsten Härten", erklärt Dahmen. „Bemerkenswert ist der hohe Anteil duktilen Versagens auf der Bruchoberfläche schon bei 400 °C.“ Mit Blick auf eine Wärmebehandlung mit Laserstrahlung wurden kurze Haltezeiten angestrebt.
 und einem Hochmanganstahl (unten, 1,2 mm dick).")
Doch wie sehen die Ergebnisse bei artungleichen Verbindungen aus? Aufgrund des unterschiedlichen Anlassverhaltens variieren die Ergebnisse. So ergaben Untersuchungen an der Kombination 1.4034 mit Dualphasen- und Feinkornbaustahl, dass auch hier eine Anlasstemperatur von 400 °C am besten abschneidet. Anders sieht es bei anderen Werkstoffen aus: Vorsicht ist geboten bei pressgehärteten Mangan-Bor- Stählen, da sie ihre Festigkeit schon bei 300 °C verlieren, während diese Temperatur den 1.4034 weitestgehend nicht beeinflusst.
Selektive Wärmebehandlung per Laser
Die Versuchswerte dienen zum Schritt in die Zukunft: die Wärmebehandlung per Laser. In einem nachgeschalteten Prozess mit einem Diodenlaser wurde das Anlassen der Fügezone demonstriert. Die gemessenen Härtewerte zeigten, dass sich Temperaturen von bis zu 650 °C erreichen lassen. Dies entspricht der maximalen Temperatur, bei der ein Anlassen des Werkstoffs ohne Festigkeitsverluste möglich ist. Die Laser-Wärmebehandlung ermöglicht am Überlappstoß eine selektive Wärmebehandlung, so dass nur der kritische Werkstoff bearbeitet wird. Die optischen Eigenschaften der Oberfläche lassen sich gezielt für die Wärmebehandlung nutzen. Dahmen erläutert: „Der erhöhte Absorptionsgrad an der Schweißnaht führt zum Anlassen der Schweiße und der Schmelzlinie, während die Wärmeeinflusszone einen geringeren Wärmeeintrag erfährt. Mit einer angepassten Intensitätsverteilung ist hier eine signifikante Erhöhung der Effizienz möglich.“ Die Versuche zeigten, dass sich kaltverfestigter Austenit und kaltgewalzter Feinkornbaustahl nicht per Laser wärmebehandeln lassen. 400 °C Anlassen per Laser funktionierte bei der Werkstoffpaarung 1.4034/Dualphasenstahl DP980.
Batteriekästen als Demonstrator
Die Ergebnisse will das Fraunhofer ILT nutzen, um die Entwicklung laserbasierter Verfahren in einem Zukunftsprojekt weiter voranzutreiben. Diese Erkenntnisse sollen als Grundlage für die Berechnung und den Entwurf eines Batteriekastens mit aufgesetztem Crash-Rahmen dienen. Dabei besteht der Modulträger aus einem Materialmix aus ultrahochfesten und supraduktilen Stählen. Die Aachener nutzen beim Crashrahmen aus unverfestigtem Hochmanganstahl die hohe spezifische Energieaufnahme zum Abfangen eines Aufpralls. Diese hohe Energieaufnahme kommt durch Zwillingsbildung zustande. Dank dieser Kombination beträgt das Leergewicht mit etwa 70 kg deutlich weniger als ein konventioneller Batteriekasten aus Stahl, der in Integralbauweise bis zu 150 kg auf die Waage bringt.
In Kürze folgt der Aufbau und der Test: Der Crash-Rahmen soll per Umformen in Innendruckformen entstehen. Der Effekt entspricht dem des Innenhochdruckumformens – allerdings ohne Werkzeug und Temperierung. Dahmen: „Wir schweißen zwei Bleche im Parallelstoß zusammen. Über ein Druckmedium wird das Bauteil aufgeblasen, um es in die gewünschte Form zu bringen.“ Der Wissenschaftler sieht gute Zukunftschancen für weitergehende Forschungsprojekte. Als vielversprechend sieht er die Stirnflächennähte an, mit denen sich die Anwendungstechnik bei der Scansonic MI GmbH in Berlin intensiv beschäftigt. Sie hat für diesen Einsatz einen speziellen Laserkopf entwickelt. „Mit dieser Technik ließe sich durch schmalere Flansche Material und damit Gewicht einsparen“, resümiert Dahmen.
Das könnte Sie auch interessieren:
:quality(80)/images.vogel.de/vogelonline/bdb/1153400/1153405/original.jpg "Im Projekt Z-Ultra wurde ein 12-Tonnen-Schmiedestück als Demonstrator hergestellt. (Saarstahl)")
Stahl
Neue Chromstähle für Hochtemperaturanwendungen
:quality(80)/images.vogel.de/vogelonline/bdb/1641900/1641911/original.jpg "Schweißnaht aus Mischgefüge (Fosta)")
Schweißen
Hochmanganhaltige Stähle in Mischverbindung besser schweißen
:quality(80)/images.vogel.de/vogelonline/bdb/1383000/1383085/original.jpg "Der Laserstrahl erhitzt die Oberfläche des Bauteils und erzeugt einen tiefen, schmalen Einbrand. Der Lichtbogen bildet dann ein breites Schmelzbad für hervorragende Spaltüberbrückbarkeit aus. (Fronius)")
Hybrid-Schweißen
Zwei Schweißverfahren in einem Prozess
(ID:46933529)
:quality(80)/p7i.vogel.de/wcms/5e/b0/5eb0ec16031669bbad559afbbe4048b9/0127309270v1.jpeg "Additiv gefertigtes, topologieoptimiertes Segment eines Presshärtewerkzeugs. (Bild: Fraunhofer IWU)")
:quality(80)/p7i.vogel.de/wcms/ca/2c/ca2c319287e99aae2a7f77907d74abf2/0126571795v2.jpeg "Das Fraunhofer IWS demonstriert im EU-Projekt Albatross ein prozessstabiles Laserschweißverfahren für Aluminium-Druckguss und Strangpressprofile, das ohne Zusatzwerkstoff auskommt und rissfreie, porenarme Nähte im realen Bauteilmaßstab ermöglicht. (Bild: Fraunhofer IWS/Rene Jungnickel)")