:quality(80)/p7i.vogel.de/wcms/18/f6/18f66d31f5e85f6b65785d9975c7c206/2026-060-schaedigung-20metall-bild-202-1442x811v1.png "Unter Schubbelastung können Verunreinigungen in Form von steifen Partikeln dazu führen, dass das Volumen von Poren unter Verformung bis auf das Sechsfache steigt. (Bild: KIT)")
:quality(80)/p7i.vogel.de/wcms/bf/b0/bfb00c4415647e3f6af55f6a28a99638/siemens-pave360-automotive-01-2500x1406v1.jpeg "irtuelle Zwillinge, KI-gestützte Tests und neue Validierungskonzepte: Die Fahrzeugentwicklung wird zunehmend softwaregetrieben – und gewinnt dadurch an Tempo. (Bild: Siemens)")
:quality(80)/p7i.vogel.de/wcms/25/4c/254c93f7769ee82b8be8d24b8a971a1b/bild1-pgn-plus-anwendungsbild-07-04-2018-5760x3238v1.jpeg "Dank einer digitalen Lösung für die Werkstoffauswahl konnte Schunk neue emissionsreduzierende Ansätze ermitteln und den CO2-Ausstoß von Produkten reduzieren. (Bild: Schunk)")
:quality(80)/p7i.vogel.de/wcms/03/e3/03e358c7d85b64d95c4c2c972c7491f8/94048294.jpeg "Bei neuen Produktideen spielen die Kosten eine maßgebliche Rolle. Mit Design-to-Cost-Methoden lässt sich genau planen, wie Kosten am besten eingespart werden. (Bild: gemeinfrei)")
:quality(80)/p7i.vogel.de/wcms/89/c9/89c911ebddb1646a110a82e7e9900eae/manufacturing-20-26-20industrial-2-1450x816v1.png "Eine digitale Konstruktion schafft noch keinen digitalen Prozess. Manuelle Übergaben zwischen Konstruktion, Vertrieb und ERP verhindern dies und werden zunehmend zu Wachstumsproblemen. (Bild: Emporix)")
:quality(80)/p7i.vogel.de/wcms/6e/35/6e3563e715be749a19ceacd881c438b9/fachbeitrag-tda-inventor-pdm-2730x1536v1.png "Drei Tage für eine Variante, die sich hätte automatisieren lassen: Warum manuelle Konstruktionsprozesse heute keine Option mehr sind. (Bild: Lino GmbH)")
:quality(80)/p7i.vogel.de/wcms/10/76/10766ddc9c12e547d5fc8ebd4cc4cd7c/isi-6927-kopie-8256x4642v1.jpeg "Lang fit und selbstständig: Industrie und Wissenschaft entwickeln Gesundheitsassistenten der Zukunft. (Bild: Iris Maurer)")
:quality(80)/p7i.vogel.de/wcms/39/6a/396a08d40f5dd0af53a3acbbf726064c/mikroverkapselte-klebstoffe-kleben-pressefoto-1890x1329-1440x810v1.jpeg "Am Demonstrator lässt sich die Haftwirkung der Klebstoffkapseln direkt testen. (Bild: Fraunhofer IAP)")
:quality(80)/p7i.vogel.de/wcms/e3/0c/e30c5f8d7a48a57173d1b7f5b8ff1217/robot-20floaty-1024x576v1.jpeg "Der Flugroboter Floaty nutzt verstellbare Klappen, um Luftströmungen gezielt zu steuern und stabil in der Luft zu bleiben. (Bild: Max-Planck-Institut)")
:quality(80)/p7i.vogel.de/wcms/83/93/83935dca5289556988d7d2e9f2183d82/-sb-3254-3000x1687v1.jpeg "Würzburg im Oktober heißt: zwei Tage rund um die Frage, wie sich Produktentwicklung heute effizient und zukunftsfähig gestalten lässt. (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/e9/03/e90306f116f570daebed16b9684b9445/item-20fa-20schutzz-c3-a4une-20planen-20-bild2-1469x827v1.png "Digitale Konfiguratoren wie die von Item vereinfachen die Planung kompletter Schutzzäune über eine intuitive Benutzeroberfläche. (Bild: Item)")
:quality(80)/p7i.vogel.de/wcms/c9/47/c947857cac38244999f2b6f4e96a01de/thedigitalartist-ai-generated-8070000-3120x1754v1.jpeg "Die NIS-2-Richtlinie ist in Deutschland bereits am 6. Dezember 2025 in Kraft getreten – doch nur wenige Unternehmen haben die Vorgaben bislang umgesetzt. (Bild: TheDigitalArtist)")
:quality(80)/p7i.vogel.de/wcms/a0/03/a003d1d5ee83399f232303f7c50bd93b/geralt-statistics-4623842-4752x2672v1.jpeg "Erholung mit Risiken: Deutschlands Wirtschaft zwischen geopolitischer Unsicherheit und technologischem Aufschwung. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/aa/e1/aae1d4890329b20e40f4ebbc782705c7/aussenhandel-saisonbereinigt-2048x1151v1.png "Im April 2026 sind die deutschen Exporte gegenüber März 2026 kalender- und saisonbereinigt um 0,9 Prozent und die Importe um 1,2 Prozent gestiegen. (Bild: Destatis)")
:quality(80)/p7i.vogel.de/wcms/0c/a8/0ca87f2101343b426f8a2efa3f7ed80b/adobestock-1979349822--c2-a9-20deni-20-e2-80-93-20stock-adobe-com-ki-generiert-4093x2304v1.jpeg "Ingenieure sind das entscheidende Bindeglied für KI im Praxiseinsatz. Sie bringen das essenzielle Wissen mit, KI-Modelle zu trainieren, einzuschätzen und richtig anzuwenden. (Bild: © deni – stock.adobe.com | KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/76/32/763233e84c4054d0c8634dad6c6141fc/adobestock-2035398302-2730x1536v1.jpeg "Wir zeigen, wie aus mechanischen Fächern und maritimen Lüftungssystemen der moderne Hochleistungsventilator wurde. (Bild: © Olga Ко – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/09/2a/092ad24dd4b603abc12e017024d5be85/digitalerzwillingjoseph-von-fraunhofer-20-282-29-6200x3489v1.jpeg "Auf der Hannover Messe 2026 konnten sich Besucher mit dem digitalen Zwilling von Joseph von Fraunhofer unterhalten – das Metaverse und KI machen es möglich. (Bild: Fraunhofer-Gesellschaft)")
:quality(80)/p7i.vogel.de/wcms/2f/2b/2f2b46d8cd0987790d053a0ecc434833/aumovio-pp-dtco-1-1772x997v1.jpeg "20 Jahre digitaler Tachograph: Wie sich das Gerät vom Kontrollgerät zum Datenhub im Güterverkehr entwickelt hat. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/bf/45/bf4523ff21e3add62ccd8390c5bfea7a/adobestock-726557427--c2-a9-20vladan-20-e2-80-93-20stock-adobe-com-ki-generiert-3580x2016v1.jpeg "Astronomie erforscht die Welt der Galaxien und versucht, Entstehung, Aufbau und Entwicklung des Universums zu erklären. (Bild: © Vladan – stock.adobe.com_KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/50/8c/508ccaa2f4a61a0fecf84fde16ba45aa/schrittmotor-nema-24-erklaerung-und-anwendungen-die-sie-kennen-solltenv1.jpeg "Die Parametrierung und Inbetriebnahme des Integrierten Motors ST NEMA24 von item Industrietechnik erfolgen komfortabel mit der Software item MotionSoftStepper (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/a1/64/a16493ce8f1e75a27e82aba33532b391/lineartechnik-einfach-erklaert-definition-vorteile-anwendungv1.jpeg "Lineartechnik kommt überall dort zum Einsatz, wo geführte Bewegungen entlang einer Achse erforderlich sind. Das item Linearsystem bietet die Basis für Einzelachsen, Synchronachsen sowie Mehrachsportale. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/45/8a/458add2ba48d38497829522cac80bbae/reinraum-fuer-pharma-medizintechnik-7-herausforderungen-und-wie-sie-sie-loesenv1.jpeg "Arbeiten unter Reinraumbedingungen: In der Pharma- und Medizintechnik sind kontrollierte Umgebungen eine zentrale Voraussetzung für sichere Produktionsprozesse. (Bild: item)")
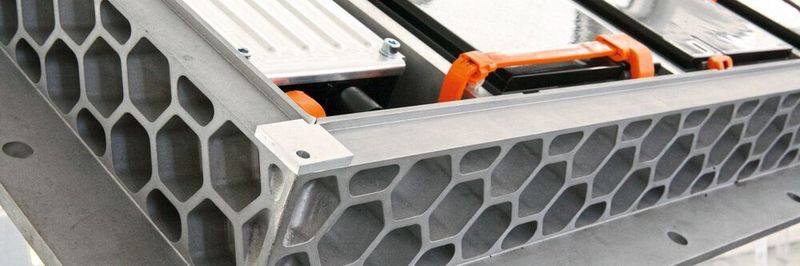
Batteriegehäuse Leichtbau mit flexibler Anpassung
Handtmann hat für Hochvolt-Batteriegehäuse ein dreimoduliges Baukasten-System entwickelt, das der Architektur im E-Fahrzeug einfach angepasst werden kann: Profil-Verbund, Profil-Guss-Verbund und Druckguss-Verbund.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/20800/20842/65.jpg "Logo_42mm.JPG ()")
Gehäuse nach dem neuen Baukastensystem von Handtmann können je nach Ausführung bis zu 100 kg Gewichtsersparnis aufweisen. Dabei wird von den Abmessungen her die übliche Gehäusegröße bis hin zu 4 m2 großen Einheiten abgedeckt. Bei Bedarf nimmt so ein Batteriegehäuse 500 kg bis 700 kg Nutzlast an Batteriezellen auf.
Die drei Module des Baukasten-Systems sind gekennzeichnet durch verschiedene Materialgruppen, die für das Batteriegehäuse zum Einsatz kommen. Für das erste Baumuster, den Profil-Verbund, besteht der Rahmen aus extrudierten Profilen, die maschinell verschweißt werden. Für die zweite Bauart, der Hybrid-Bauweise, kommen für den Batteriekörper ebenfalls extrudierte Profile zum Einsatz. Dazu kommen hochintegrierte Funktionselemente aus Hockdruck-Aluminiumguss. Sie werden verschweißt mit den tragenden Aluprofilen aus dem Extruder. Für die dritte Variante besteht der gesamte Gehäuserahmen aus einem einzigen Aluminium-Druckguss-Bauteil. Der Boden der Batteriegehäuse besteht einheitlich bei allen drei Baumustern aus gewalztem Aluminiumblech, wahlweise mit oder ohne zusätzliche Kühlkanäle.
Der Profil-Verbund
Die extrudierten Profile für Träger und Seitenkästen sowie das Walzblech für den Boden zeichnen sich durch hohe Festigkeit aus. In der Automobilindustrie bewähren sich diese Materialien mit Kennwerten zur Dehngrenze von Rp0.2 >= 290 MPa und einer Bruchdehnung von A50 > 10 % schon länger, beispielsweise für Crashboxen, die eine definierte Knautschzone aufweisen müssen.
Das extrudierte oder gewalzte Material ist für das Batteriegehäuse der Zukunft geradezu prädestiniert. Schlichte Baumuster lassen sich rationell herstellen, die Systemkosten liegen günstig, maschinell ausgeführte Schweißverfahren sind heute eine bewährte Routine. Die Kosten für so eine Kon-struktion steigen allerdings exponentiell mit der Komplexität der Baugruppen, wie sie etwa im vorderen oder hinteren Bereich der Gehäuse für Durchführungen von Kabeln, Kühlleitungen und der Definition von Befestigungspunkten zur Karosserieanbindung notwendig sind. Bevor hier die Kosten für die Montage in großer Serie davonlaufen, lohnt sich der Blick auf die integrierte Hybridbauweise.
Der Profil-Guss-Verbund
Für die Hybridbauweise, die eine Kombination von Strangpressprofilen und Aluminiumdruckguss für den Gehäuserahmen vorsieht, sind nur wenige Verbindungspunkte notwendig. Gussteile werden gezielt nur dort eingesetzt, wo eine verwinkelte Geometrie und hohe Funktionsdichte verlangt sind, zum Beispiel bei Befestigungspunkten, Durchführungen für Kühlmittel und Hochspannungsleitungen. Durch die extrudierten Profile im Rahmen ergeben sich geschlossene Seitenkästen mit hohem Trägheitsmoment und guter Steifigkeit. Der Abgleich der Baulänge für extrudierte und gewalzte Profile erlaubt die einfache Skalierbarkeit des Batteriegehäuses auf verschiedene Grundrisse und Batterieformate. Skalierbare Batteriegrößen für verschiedene Fahrzeuggrößen und –ausführungen lassen sich dadurch ebenso einfach ausführen wie beim reinen Profil-Verbund.
Der Druckguss-Verbund
Das Hochdruck-Gussverfahren macht es möglich, den gesamten umlaufenden Rahmen des Batteriegehäuses zusammen mit allen komplex geformten Funktionsteilen an einem Stück herzustellen. Diese Architektur wird mit der Aluminium-Bodenplatte fest verschweißt. Vorteilhaft ist die Möglichkeit, die Seitenstruktur für die definierte Kraftaufnahme im Druckguß mit einer Knautschzone für den Crashfall auszulegen, beispielsweise mit topologieoptimierten Wabenelementen.
Für die Nutzlast von einem 500 kg schweren Satz an Batteriezellen genügt bei dieser Bauart ein etwa 100 kg schweres Gussgehäuse – die sorgfältige Auslegung aller Schweiß- und Verbindungselemente vorausgesetzt. Im direkten Vergleich ergibt sich dadurch ein Gewichtsvorteil von etwa 30 % gegenüber einer Stahlblech-Konstruktion nach der heute üblichen Auslegung, wobei die crash-sichere Auslegung und die Nutzlast als vergleichbare Größen erhalten bleiben.
Allein die Abmessungen setzen der Guss-Bauart logische Grenzen. Die Schließkräfte für die Gussform würden für allzu groß dimensionierte Gehäuse mit mehreren Quadratmetern Fläche astronomische Dimension annehmen und dabei die Grenzen des technisch Machbaren überschreiten. Für kompaktere Gehäuse, wie sie für die Energiespeicher der Hybridantriebe (HV) oder Plug-In-Antriebe (PiH) im Format eines normalen Reisekoffers gebraucht werden, ist Druckguss aus Aluminium dagegen das ideale Herstellungsverfahren.
Jede Bauweise hat Vorteile
Naheliegend war die Idee, für größere Baueinheiten eine Kombination aus Guss- und Extrusionsstruktur herzustellen und dadurch die Vorteile beider Layout-Varianten zu addieren. Die Kombination extrudierter Träger (Rp0.2 >= 350 MPa, A50 > 10 %) mit gewalztem Blechboden für das Gehäuse führt zu einer optimierten Schweißkonstruktion, die bedeutende Vorteile für den Leichtbau aufweist.
Nach ausgedehnten Versuchen ergaben sich bei Handtmann Vorteile für eine sortenreine Lösung. So ein Baumuster kann im maschinellen Schweissverfahren bei hoher Automatisierung entstehen. Extrudierte Aluprofile bilden hier die tragenden Strukturen. Solange sich der vordere und hintere Gehäusebereich mit einfacher Geometrie ausführen lassen, bietet die reine Profilstruktur klare Vorteile: Das Gehäusegewicht kann den Bestwert von rund 50 kg erreichen. Auch in diesem Fall ist die gesamte Konstruktion ausgelegt für etwa 500 kg Traglast der Batteriezellen. Weitere Steigerungen sind auch bei diesem System durch gezielte Weiterentwicklung möglich. Allerdings fordert diese Bauweise des Batteriegehäuses ein paar Besonderheiten. Sollen alle Anschlüsse für Kühlung, Lade- und Fahrstrom sowie das komplette Thermomanagement in hoher Integration auf engem Raum unterbracht werden, dann ist ein hohes Fertigungs-Know-how gefragt.
Schweißkonstruktionen stoßen rasch an ihre Grenzen. Die Bauart sollte in vielen Fällen im Bereich der Funktionsknoten mit gegossenen Strukturen ergänzt werden – und das führt auf logischen Pfaden zielstrebig zum Hybrid-Baumuster nach dem Handtmann-Baukasten.
Gleicher funktioneller Umfang
Alle drei Baumuster decken den gleichen funktionalen Umfang ab. Bei allen vorgestellten Lösungen sind die Aggregate und Leitungen für Lade- und Fahrstrom, das Thermomanagement und für die Systemkontrolle strukturell integriert. Um sowohl den Montageaufwand, als auch die Systemkosten direkt vergleichen zu können, wurden die verschiedenen Elemente vorweg konstruktiv definiert:
- Aufnahme der Batteriemodule
- Flüssigkeitskühlung mit Anschlüssen für die Kühlmittelführung
- Einbindung der Karosserie-Anbindungspunkte
- Umlaufender Rahmen mit Knautschzone
- HV-Steckverbindungen und Kabeldurchführungen
- An- und Unterfahrschutz
Die innere Struktur des Batteriegehäuses weist jeweils Profile auf, die nicht nur als Stütze für die einzelnen Fächer der Batteriezellen dienen. Sie stellen zugleich geeignete Lastpfade für den Crashfall zur Verfügung, ebenso die Leitungen für Kühlmittel und Systemkontrolle. Der Vorteil: Nichts an den drei Baumustern des Baukastensystems ist aufwendig oder kostentreibend. Alles bleibt einfach skalierbar. Für die Montage aller drei Baumuster kommen gleich mehrere technische Lösungen in Frage. Zusätzlich zum konventionellen MIG/MAG-Schweißen verfügt Handtmann über Erfahrungen im Laserschweißen sowie im Reib-Rühr-Schweißen.
Gewichtsvorteil bis 50 Prozent
Mit dem Handtmann-Baukastensystem für Batteriegehäuse fällt die Anpassung an mehrere Auslegungs-Spezifika für die laufende Serie von Fahrzeugen mit elektrischem Antrieb leichter als zuvor. Der definierte Unterfahrschutz am Boden gehört ebenso dazu wie die zentralen Anschlüsse für das Kühlmittel, wahlweise für die Varianten mit innerer oder äußerer Kühlung. Mit allen drei Bauarten sind Gehäusegewichte von 50 kg bis 100 kg je nach Bauweise machbar, die einen Gewichtsvorteil von 30 % bis 50 % zur Stahlblech-Bauweise ermöglichen. Dabei sind die Grenzen des Aluminium-Baukastensystems von der Dimensionierung her noch nicht ausgereizt. (qui)
:quality(80)/images.vogel.de/vogelonline/bdb/1603000/1603054/original.jpg "Die Remoweld-Flex-Technologie eignet sich für qualitativ besonders anspruchsvolle Prozesse, insbesondere für Bauteile, die gegen Wasser und andere unerwünschte Umwelteinflüsse mediendicht verschlossen werden müssen. (Fraunhofer IWS)")
Schweißen
Aluminium-Druckgussteile mediendicht verschweißen
:quality(80)/images.vogel.de/vogelonline/bdb/1397900/1397996/original.jpg "HPDC Sprühprozess (Magma)")
Simulation
Magmasoft optimiert autonomous engineering Druckguss
(ID:46104745)
:quality(80)/p7i.vogel.de/wcms/ca/2c/ca2c319287e99aae2a7f77907d74abf2/0126571795v2.jpeg "Das Fraunhofer IWS demonstriert im EU-Projekt Albatross ein prozessstabiles Laserschweißverfahren für Aluminium-Druckguss und Strangpressprofile, das ohne Zusatzwerkstoff auskommt und rissfreie, porenarme Nähte im realen Bauteilmaßstab ermöglicht. (Bild: Fraunhofer IWS/Rene Jungnickel)")
:quality(80)/p7i.vogel.de/wcms/7d/7c/7d7cd8313dd957e6c08e4d4731813043/0126944785v2.jpeg "Auch Batterierahmen aus einem Guss gewinnen zunehmend an Bedeutung, wie das Beispiel eines Truck Batterierahmen zeigt. (Bild: Handtmann)")