:quality(80)/p7i.vogel.de/wcms/18/f6/18f66d31f5e85f6b65785d9975c7c206/2026-060-schaedigung-20metall-bild-202-1442x811v1.png "Unter Schubbelastung können Verunreinigungen in Form von steifen Partikeln dazu führen, dass das Volumen von Poren unter Verformung bis auf das Sechsfache steigt. (Bild: KIT)")
:quality(80)/p7i.vogel.de/wcms/25/4c/254c93f7769ee82b8be8d24b8a971a1b/bild1-pgn-plus-anwendungsbild-07-04-2018-5760x3238v1.jpeg "Dank einer digitalen Lösung für die Werkstoffauswahl konnte Schunk neue emissionsreduzierende Ansätze ermitteln und den CO2-Ausstoß von Produkten reduzieren. (Bild: Schunk)")
:quality(80)/p7i.vogel.de/wcms/ed/b9/edb95e3cf7d170ef13d917b24d14064d/newsimage423895-4000x2249v1.jpeg "Empa-Forschende wollen beschädigte Brücken und andere Stahlkonstruktionen mithilfe des 3D-Metalldrucks reparieren. (Bild: Empa)")
:quality(80)/p7i.vogel.de/wcms/1a/d9/1ad9efc8a86adc6031d22f7473e0d390/0132121730v1.jpeg "Nachdem es in den ersten vier Monaten 2026 für die deutsche Industrie in Sachen Auftragslage eher mau aussah, hat der Mai als Wonnemonat seinem Namen wohl Ehre gemacht. Analysten glauben nun zwar an mehr Sonne, doch die Wolken sind noch nicht verschwunden ... (Bild: Solarfans)")
:quality(80)/p7i.vogel.de/wcms/03/e3/03e358c7d85b64d95c4c2c972c7491f8/94048294.jpeg "Bei neuen Produktideen spielen die Kosten eine maßgebliche Rolle. Mit Design-to-Cost-Methoden lässt sich genau planen, wie Kosten am besten eingespart werden. (Bild: gemeinfrei)")
:quality(80)/p7i.vogel.de/wcms/89/c9/89c911ebddb1646a110a82e7e9900eae/manufacturing-20-26-20industrial-2-1450x816v1.png "Eine digitale Konstruktion schafft noch keinen digitalen Prozess. Manuelle Übergaben zwischen Konstruktion, Vertrieb und ERP verhindern dies und werden zunehmend zu Wachstumsproblemen. (Bild: Emporix)")
:quality(80)/p7i.vogel.de/wcms/61/53/615308b0e87c8a3f91d5340dda26bb46/260414-abb-robotics-gofa-ultra-accuracy-5312x2988v1.jpeg "Intuitive No‑Code‑Tools und KI‑gestützte Software senken die Einstiegshürden in die Robotik und machen sie selbst für Anwenderinnen und Anwender ohne Programmierkenntnisse schnell zugänglich. (Bild: ABB Robotics)")
:quality(80)/p7i.vogel.de/wcms/03/c9/03c9429c70389b8636adb54bb79c8a89/adobestock-302449163--c2-a9-20stock-adobe-com-5901x3317v1.jpeg "Bei der Herstellung von Kegelrollenlagern ist Präzision gefragt. (Bild: May Chanikran– stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/f1/82/f1824003d7e4b3b0628783140b372bc5/3840x2160-3840x2158v1.jpeg "Das sogenannte „flapping‑wing aerial‑aquatic vehicle“ (FAAV) wiegt weniger als 300 Gramm und soll Forschern helfen, die Mechanik zu untersuchen, die es Tauchvögeln ermöglicht, sich sowohl in der Luft als auch im Wasser fortzubewegen. (Bild: Raphael Zufferey)")
:quality(80)/p7i.vogel.de/wcms/83/93/83935dca5289556988d7d2e9f2183d82/-sb-3254-3000x1687v1.jpeg "Würzburg im Oktober heißt: zwei Tage rund um die Frage, wie sich Produktentwicklung heute effizient und zukunftsfähig gestalten lässt. (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/e9/03/e90306f116f570daebed16b9684b9445/item-20fa-20schutzz-c3-a4une-20planen-20-bild2-1469x827v1.png "Digitale Konfiguratoren wie die von Item vereinfachen die Planung kompletter Schutzzäune über eine intuitive Benutzeroberfläche. (Bild: Item)")
:quality(80)/p7i.vogel.de/wcms/c9/47/c947857cac38244999f2b6f4e96a01de/thedigitalartist-ai-generated-8070000-3120x1754v1.jpeg "Die NIS-2-Richtlinie ist in Deutschland bereits am 6. Dezember 2025 in Kraft getreten – doch nur wenige Unternehmen haben die Vorgaben bislang umgesetzt. (Bild: TheDigitalArtist)")
:quality(80)/p7i.vogel.de/wcms/a0/03/a003d1d5ee83399f232303f7c50bd93b/geralt-statistics-4623842-4752x2672v1.jpeg "Erholung mit Risiken: Deutschlands Wirtschaft zwischen geopolitischer Unsicherheit und technologischem Aufschwung. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/aa/e1/aae1d4890329b20e40f4ebbc782705c7/aussenhandel-saisonbereinigt-2048x1151v1.png "Im April 2026 sind die deutschen Exporte gegenüber März 2026 kalender- und saisonbereinigt um 0,9 Prozent und die Importe um 1,2 Prozent gestiegen. (Bild: Destatis)")
:quality(80)/p7i.vogel.de/wcms/76/32/763233e84c4054d0c8634dad6c6141fc/adobestock-2035398302-2730x1536v1.jpeg "Wir zeigen, wie aus mechanischen Fächern und maritimen Lüftungssystemen der moderne Hochleistungsventilator wurde. (Bild: © Olga Ко – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/09/2a/092ad24dd4b603abc12e017024d5be85/digitalerzwillingjoseph-von-fraunhofer-20-282-29-6200x3489v1.jpeg "Auf der Hannover Messe 2026 konnten sich Besucher mit dem digitalen Zwilling von Joseph von Fraunhofer unterhalten – das Metaverse und KI machen es möglich. (Bild: Fraunhofer-Gesellschaft)")
:quality(80)/p7i.vogel.de/wcms/2f/2b/2f2b46d8cd0987790d053a0ecc434833/aumovio-pp-dtco-1-1772x997v1.jpeg "20 Jahre digitaler Tachograph: Wie sich das Gerät vom Kontrollgerät zum Datenhub im Güterverkehr entwickelt hat. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/bf/45/bf4523ff21e3add62ccd8390c5bfea7a/adobestock-726557427--c2-a9-20vladan-20-e2-80-93-20stock-adobe-com-ki-generiert-3580x2016v1.jpeg "Astronomie erforscht die Welt der Galaxien und versucht, Entstehung, Aufbau und Entwicklung des Universums zu erklären. (Bild: © Vladan – stock.adobe.com_KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/57/77/5777fa6040a24e6a62e9b06a5ba3196b/itemde-vogel-advertorial-mobile-roboter-in-der-industrie-headerbildv1.jpeg "Mit standardisierten Base Carts und individuell konfigurierbaren Top Modulen bietet item passgenaue Lösungen für unterschiedliche Transportaufgaben (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/50/8c/508ccaa2f4a61a0fecf84fde16ba45aa/schrittmotor-nema-24-erklaerung-und-anwendungen-die-sie-kennen-solltenv1.jpeg "Die Parametrierung und Inbetriebnahme des Integrierten Motors ST NEMA24 von item Industrietechnik erfolgen komfortabel mit der Software item MotionSoftStepper (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/a1/64/a16493ce8f1e75a27e82aba33532b391/lineartechnik-einfach-erklaert-definition-vorteile-anwendungv1.jpeg "Lineartechnik kommt überall dort zum Einsatz, wo geführte Bewegungen entlang einer Achse erforderlich sind. Das item Linearsystem bietet die Basis für Einzelachsen, Synchronachsen sowie Mehrachsportale. (Bild: item)")
Kohäsion und Adhäsion Grundlagen des Klebens erklärt: Voraussetzung, Adhäsion, Kohäsion
Kleben ist ein essentielles Fügeverfahren in der Industrie. Wir geben einen Überblick über die wichtigsten Grundlagen des Klebens, die Voraussetzungen und die verschiedenen Bindungskräfte.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/20800/20842/65.jpg "Logo_42mm.JPG ()")
:fill(fff,0)/p7i.vogel.de/companies/69/bb/69bb1ada0093e/design-ohne-titel-5-.png "design-ohne-titel-5- (https://www.ruderer.de/)")

Um eine gute Klebverbindung herzustellen, muss der Anwender viele Faktoren berücksichtigen. Der Klebstoff selbst hat natürlich einen signifikanten Einfluss auf die Qualität bzw. Festigkeit einer Klebung. Deshalb müssen zunächst einmal die optimale Klebstoffart und der ideale Klebstofftyp für eine Klebaufgabe ausgewählt werden – was alleine aufgrund der etwa 30.000 am Markt erhältlichen Klebstoffe eine Herausforderung für sich darstellt. Im Hinblick auf die Fügeteilwerkstoffe hat auch die Qualität der Klebflächen für die Klebung eine große Bedeutung.
Es ist also nicht ausschlaggebend, welche Materialien miteinander verklebt werden sollen, sondern vielmehr, wie die Klebflächen in Bezug auf Qualität, Rauigkeit, Oberflächenenergie usw. beschaffen sind. Für eine Verbindung entscheidend sind die klebstoff- und fügeteilseitigen Grenzschichten, die mitunter nur eine oder wenige Moleküllagen dick sind, sowie die Phasengrenzfläche zwischen dem Klebstoff und dem Fügeteilwerkstoff. Insbesondere bei nicht durchlässigen oder nicht saugfähigen Fügeteilen ist es einleuchtend, dass tieferliegende Substratschichten keinen maßgeblichen Einfluss auf die Klebung haben können.

Ein Paradebeispiel für Haftung auf vermeintlich „schwierigen“ Oberflächen findet sich in der Natur: Miesmuscheln sind beispielsweise in der Lage, sich selbst an sehr glatten Oberflächen zu halten. Mit Hilfe ihres extrem starken biologischen „Muschel-Klebstoffs“ aus Eiweißen und Proteinen sowie ihren sogenannten Byssusfäden erreichen Miesmuscheln sogar auf Teflon einen extrem guten Halt – und Teflon ist nicht zuletzt als ideale Antihaftbeschichtung bekannt, was zunächst einmal im Widerspruch zur Klebbarkeit steht. Dieses Beispiel zeigt, dass sich prinzipiell alles kleben lässt – auf die „richtige“ Oberfläche kommt es an. Gegebenenfalls müssen die Klebflächen von Substraten im Vorfeld klebgerecht vorbereitet oder vorbehandelt werden.
Definitionen: Was ist Oberflächenenergie, Oberflächenspannung und Benetzung?
Oberflächenenergie: In einem flüssigen Klebstoff heben sich die zwischen den Molekülen wirkenden Kräfte im Inneren der Flüssigkeit auf, da jedes Molekül rundherum von gleichartigen Molekülen umgeben ist. An der Oberfläche hingegen fehlen die nach außen gerichteten Kräfte, so dass sich eine resultierende Kraft in das Innere der Flüssigkeit ergibt.
Oberflächenspannung: Die Oberflächenspannung ist die Ursache dafür, dass Flüssigkeiten immer das Bestreben haben, ihre Oberfläche zu verringern und so den Zustand der kleinstmöglichen potenziellen Energie einzunehmen. Aus diesem Grund sind Flüssigkeitsoberflächen stets Minimalflächen. Die Kugelform bietet minimale Oberfläche bei maximalem Volumen.
Demzufolge nimmt Wasser die energetisch günstige Tropfenform an, wenn keine weiteren Kräfte auf das Wasser wirken. Selbst schwere Flüssigkeiten, wie zum Beispiel Quecksilber, sind bekanntermaßen in der Lage, auf den meisten Oberflächen kleine und stabile Tropfen auszubilden. Die Oberflächenspannung des Wassers verhindert beispielsweise auch das Einsinken von Wasserläufern oder anderen Insekten, wenn sie sich auf Wasseroberflächen befinden.
Benetzung: Die Benetzung der Fügeflächen mit Klebstoff ist ein notwendiges Kriterium für die Ausbildung von Adhäsionskräften. Ein flüssiger Klebstoff muss die Fügeflächen der Substrate im Idealfall vollständig benetzen, um die Voraussetzung für ein Maximum an Adhäsionspunkten in der Fügezone zu schaffen. Eine ausreichende Benetzung der Fügeteiloberflächen ist demnach die wichtigste Voraussetzung für die Ausbildung von Adhäsionskräften. Entscheidend für die Benetzbarkeit ist das Verhältnis von Oberflächenenergien der zu benetzenden Substrate und der Oberflächenspannung des Klebstoffs.
:quality(80)/images.vogel.de/vogelonline/bdb/1503900/1503942/original.jpg "Wenn eine Klebverbindung bricht, gilt es zu untersuchen, woran der Fehler lag. (©Alexandr Makarov - stock.adobe.com)")
Kleben
Grundlagen des Klebens: Wann Klebverbindungen versagen – und warum
Die Oberflächenenergie eines Festkörpers lässt sich mit Hilfe des Benetzungswinkels, häufig auch als Kontakt- oder Randwinkel bezeichnet, bestimmen. Der Benetzungswinkel ist der Winkel, den ein waagerecht liegender Flüssigkeitstropfen auf einer Festkörperoberfläche zu dieser Oberfläche ausbildet (siehe Abbildung). Diese Methode des liegenden Tropfens ist eine Standardanordnung für die optische Messung des Benetzungswinkels. Der Klebstofftropfen ruht dabei auf der Substratoberfläche.

Um die für das Kleben erforderliche gute Benetzung der Substratoberflächen mit flüssigem Klebstoff zu ermöglichen, muss die Oberflächenspannung des flüssigen Klebstoffs stets kleiner sein als die Oberflächenenergie des Fügeteils. Materialien mit hoher Oberflächenenergie werden also relativ leicht durch flüssigen Klebstoff benetzt. Niederenergetische Festkörperoberflächen wie Kunststoffe werden hingegen oftmals schlecht oder nur unvollständig vom flüssigen Klebstoff benetzt.
Was ist Oberflächenrauigkeit?
Für eine gute Klebung spielen auch die Substratoberflächen eine signifikante Rolle. Deshalb nimmt neben den Oberflächenenergien der Fügepartner auch die geometrische Struktur der Substrate grundsätzlich Einfluss auf die Klebung.
Für den CAD-Konstrukteur ist es ein Leichtes, mit dem verwendeten CAD-System eine ideale Oberfläche zu erzeugen. So werden üblicherweise Oberflächen konstruiert, die in der Regel frei von jeglichen Gestaltabweichungen sind. Diese ideale Oberfläche wird als geometrische Oberfläche bezeichnet und berücksichtigt keine Oberflächenrauheiten.

Die meisten Oberflächen sind jedoch – zumindest mikroskopisch betrachtet – so uneben wie ein Gebirge. Technische Oberflächen weisen demnach eine mehr oder weniger stark ausgeprägte Oberflächentopografie auf und lassen sich in Gestaltabweichungen verschiedener Ordnungen unterteilen (siehe Kastentext).
Die effektive Substratoberfläche ist demnach in der Realität viel größer als die Oberfläche, die mit bloßem Auge zu erkennen ist. Somit ergibt sich die sogenannte wahre Oberfläche.

Für die Klebung hat die wahre Oberfläche demzufolge eine zum Teil deutlich vergrößerte Oberfläche. Dennoch handelt es sich bei der wahren Oberfläche eher um einen theoretischen Begriff, da in Abhängigkeit der Oberflächenenergien der Substrate, der Oberflächenspannung des Klebstoffs sowie der Viskosität des Klebstoffs in der Regel nie die gesamte wahre Oberfläche mit Klebstoff benetzt werden kann.
Deshalb spricht man in der Klebtechnik von der wirksamen Oberfläche. Die wirksame Oberfläche ist als Summe der Kontaktflächen zwischen Substrat und Klebstoff zu verstehen. Gewisse Bereiche der wahren Oberfläche werden jedoch nicht mit Klebstoff benetzt. Diese nicht benetzten Bereiche leisten somit keinen Beitrag zur Steigerung der Klebfestigkeit.

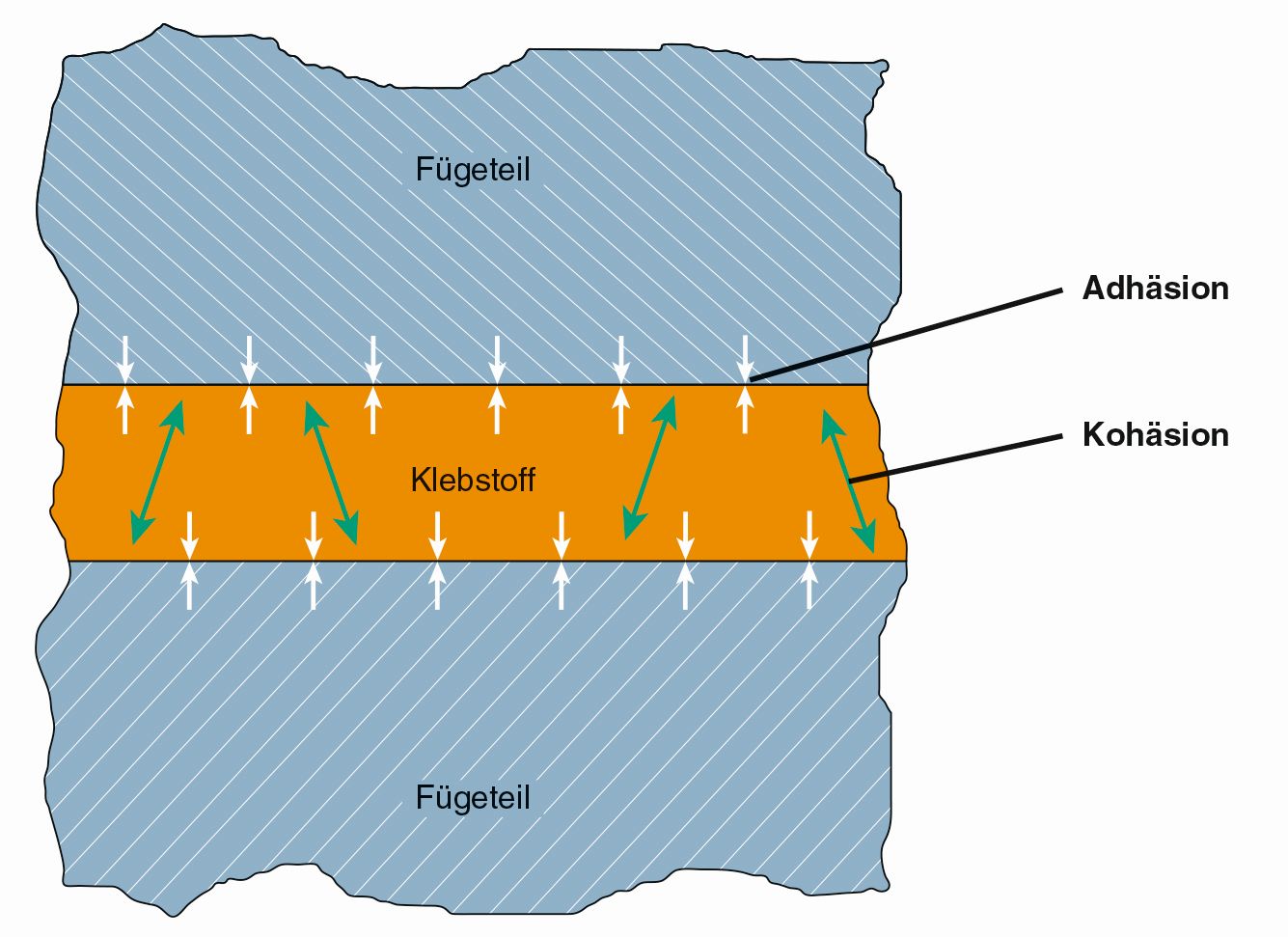
Bindungskräfte: Was ist Adhäsion und Kohäsion?
Die Betrachtung der Bindungskräfte in Klebungen führt zu zwei wichtigen Standardbegriffen in der Klebtechnik – Adhäsion und Kohäsion. Zusammen bilden sie die bestimmenden Bindungskräfte in einer Klebung.
Adhäsionskräfte sind für die Festigkeit der Grenzschicht zwischen Fügeteil und Klebschicht bestimmend. Kohäsionskräfte hingegen sind für die innere Festigkeit der Klebschicht selbst verantwortlich, wobei die Kohäsionskräfte die deutlich stärkeren Kräfte darstellen. Sie sind etwa 20- bis 100-fach stärker als die einzelnen Adhäsionskräfte.
Man unterscheidet zwischen spezifischer Adhäsion (Haftung durch Ausbildung zwischenmolekularer Kräfte), mechanischer Adhäsion (Haftung durch Verklammerung Klebstoff und Fügeteiloberfläche) und Autohäsion (Haftung bei Vereinigung gleicher Elastomere). Im folgenden werden diese Begriffe genauer erklärt:
Definition: Was ist spezifische Adhäsion, mechanische Adhäsion und Autohäsion?
Unter spezifischer Adhäsion wird die Gesamtheit der zwischenmolekularen Kräfte verstanden, die in der Grenzfläche Fügeteiloberfläche–Klebschicht wirken. Der Wirkungsbereich der spezifischen Adhäsion liegt etwa im Bereich von 0,2…1 nm. Die spezifische Adhäsion hat grundsätzlich eine höhere Bedeutung als die mechanische Adhäsion.
Die mechanische Adhäsion ist die Haftung durch mechanische bzw. formschlüssige Verklammerung und Verankerung der ausgehärteten Klebschicht in Poren, Kapillaren oder Hinterschneidungen der Substratoberflächen. Durch eine geeignete Oberflächenvorbehandlung – wie beispielsweise Druckluftstrahlen (mit ölfreier Druckluft) – lässt sich die mechanische Adhäsion positiv beeinflussen.
Bei sehr glatten oder nur schwach aufgerauten Oberflächen ist der Anteil der so genannten mechanischen Adhäsion relativ unbedeutend, insbesondere für Metallklebungen. Für die Klebung von saugfähigen, sehr porösen und/oder offenporigen Oberflächen (Papier, Holz, Schäume, Textilien, …) spielt die mechanische Adhäsion hingegen sehr wohl eine wichtige Rolle.
:quality(80)/images.vogel.de/vogelonline/bdb/1288500/1288550/original.jpg "Eine Hilfe zur gesamtheitlichen Qualitätssicherung beim Kleben gibt die DIN 2304-1. (©milosluz - stock.adobe.com)")
Kleben
Kleben fängt vor dem Kleben an (Teil I)
Der Begriff Autohäsion wird fast ausschließlich im Zusammenhang mit dem Fügen gleicher kautschukelastischer Polymerschichten verwendet. Voraussetzung ist eine große Beweglichkeit der Makromoleküle, wie sie bei Elastomeren gegeben ist, die unter Druckanwendung zu einer gegenseitigen Diffusion mit anschließender Verklammerung von Kettensegmenten fähig sind. Werden zwei Proben des gleichen Elastomers in Kontakt gebracht, so tritt Haftung (= Autohäsion) auf.
Adhäsion und Kohäsion beispielhaft erklärt
Für eine Klebung ist die Adhäsion ein notwendiges, aber kein hinreichendes Kriterium. Auf eine Fläche von einem Quadratzentimeter wirken etwa eine Billiarde Haftpunkte bzw. Adhäsionsbindungen. Aber erst die Kombination aus Adhäsions- und Kohäsionskräften bietet eine wichtige Voraussetzung für dauerhaft haltbare und belastbare Klebungen. Diese Tatsache lässt sich am Beispiel des Wassers anschaulich erklären:
Eine gleichmäßig dünne Wasserschicht zwischen zwei Glasplatten, Folien oder konvex und konkav geschliffenen Linsen sorgt aufgrund der extrem hohen Anzahl an Adhäsionsbindungen in der Fügefläche zunächst einmal für einen Zusammenhalt der Substrate. Dieser Zusammenhalt ist jedoch relativ schwach und kann durch geringe Kräfte und eine ungünstige Belastungsrichtung sehr leicht wieder aufgehoben werden. Somit ist Wasser als Klebstoff eher ungeeignet, da dem flüssigen Wasser die Eigenschaft der Kohäsion gänzlich fehlt.
:quality(80)/images.vogel.de/vogelonline/bdb/1339100/1339161/original.jpg "Eine Hilfe zur gesamtheitlichen Qualitätssicherung beim Kleben gibt die DIN 2304-1. (©milosluz - stock.adobe.com)")
DIN 2304-1
Kleben fängt vor dem Kleben an (Teil II)
Die Kohäsion bezeichnet hier normalerweise die innere Festigkeit des abgebundenen Klebstoffs. Jedes Substrat besitzt natürlich auch eine innere Festigkeit bzw. Kohäsionsfestigkeit. Die Kohäsionsfestigkeit ist im Wesentlichen eine werkstoff- und temperaturabhängige Größe. Metalle haben in der Regel eine sehr viel höhere Kohäsionsfestigkeit als Kunststoffe. Bei den Kunststoffen weisen Duroplaste (zum Beispiel Epoxidharz) wiederum eine sehr viel höhere Kohäsionsfestigkeit gegenüber Thermoplasten (zum Beispiel Schmelzklebstoff) auf, was auf die räumlich engmaschig vernetzte Molekülstruktur der Duroplaste zurückzuführen ist.
Mit zunehmender Temperatur steigt die Molekülbeweglichkeit (Brownsche Molekülbewegungen). Die ohnehin recht schwachen Nebenvalenzbindungen lösen sich mit steigender Temperatur auf – der Molekülzusammenhalt sinkt. Demzufolge nimmt auch die Kohäsionsfestigkeit mit zunehmender Temperatur ab. Die Kohäsionsfestigkeit ist bei Klebschichten vor allem ein charakteristisches Merkmal für die Retardation von Kunststoffen bzw. Klebstoffen. Unter Retardieren wird das Kriechen bzw. Fließen, also die Längenänderung, unter konstanter mechanischer Belastung verstanden.
Kleben
Grundlagen des Klebens: Wann Klebverbindungen versagen – und warum
:quality(80)/images.vogel.de/vogelonline/bdb/1162600/1162663/original.jpg "Im oberen Bildbereich ist eine Rotorwelle komplett dargestellt. Die losen Rotorpakete stehen in Bildmitte und unten eine Welle. Deutlich ist der aufgeraute Bereich von der glatten Oberfläche zu unterscheiden. (Thiel/Trumpf)")
Klebetechnik in der Kritik
Verklebung: ungenügend
* Prof. Dr.-Ing. Tim Jüntgen, Professor an der Hochschule Amberg-Weiden (Kunststofftechnik/Kunststoffverarbeitungstechnik, Konstruktion, Werkzeugbau, Klebtechnik)
(ID:45655419)
:quality(80)/p7i.vogel.de/wcms/d9/1b/d91bde4ecca3ffb45f1af26464ff238d/0125927373v2.jpeg "Das UV-härtende Potting Vitralit UD 8060 F wird mit einem Spot 40 IC von Hoenle in einem Elektronikgehäuse mit Schattenzonen ausgehärtet. (Bild: Panacol)")
:quality(80)/p7i.vogel.de/wcms/9d/f4/9df4a843bf2c5694d1417fb2c922d495/0127809256v2.jpeg "Über die Jahrhunderte haben Menschen – wie für alle Reststoffe aus der Landwirtschaft – auch für Federn Verwertungswege gefunden. Sie können beispielsweise durch Hydrolyse aufgespalten und zu sogenanntem Federmehl abgebaut werden, welches dann in Tierfutter zum Einsatz kommt. Doch dienen die Federn auch als Rohstofflieferant für Klebstoffe? (Bild: © Sonja - stock.adobe.com)")