:quality(80)/p7i.vogel.de/wcms/99/3f/993f3507a25b1b01acdc1dfa064df03b/1-20--20spritzguss-c-uni-a-20grunwald-edit-4671x2627v1.jpeg "Nils Meyer (rechts) und Projekt-Mitarbeiter Julian Greif entwickeln ein KI-Tool, um die Bauteilentwicklung im Spritzguss zu optimieren. (Bild: Universität Augsburg)")
:quality(80)/p7i.vogel.de/wcms/88/ab/88abd74aa01976f83251a0832c67961f/adobestock-565810962--c2-a9-20tippapatt-20-e2-80-93-20stock-adobe-com-7143x4016v1.jpeg "Werden KI und Simulation clever kombiniert, enstehen Vorteile für den Produktentwickungsprozess. (Bild: © tippapatt – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/54/fc/54fcded5eb21e74ea8b52a4bd6652786/dassault-20syst-c3-a8mes-fu-c3-9fball-20solidworks-20technologie-2002-1068x600v1.png "Hinter jedem präzisen Schuss steckt auch Ingenieurskunst: Simulation macht die Physik des Fußballs sichtbar. (Bild: Dassault Systèmes)")
:quality(80)/p7i.vogel.de/wcms/87/c2/87c2b4e3161b9d7ff5816852a1f05a64/0132403102v1v1.jpeg "(Bild: Vogel Professional Education)")
:quality(80)/p7i.vogel.de/wcms/16/00/1600883e04215e4e3863e4a941e364c0/newsimage424941-2000x1124v1.jpeg "Mit Kassandra tauchen Teams in eine Thriller‑Story ein, lösen unter Zeitdruck KI‑Challenges. (Bild: Fraunhofer FIT)")
:quality(80)/p7i.vogel.de/wcms/32/2b/322b6013f8aa3530a012f3df0fef5c1b/onshape-20labs-20imagev1.png "Von der Texteingabe zum CAD-Modell: PTC erprobt mit Onshape Labs neue Wege für die KI-gestützte Konstruktion. (Bild: PTC)")
:quality(80)/p7i.vogel.de/wcms/09/69/09695c87c8d85c087117e1f8e784562a/pm3626-1-2551x1435v1.jpeg "Damit Bootsrümpfe sauber bleiben: Der Unterwasserroboter KeelCrab nutzt schmierfreie Polymerlager von igus für einen wartungsarmen und korrosionsfreien Einsatz im Salzwasser. (Bild: Igus SE & Co. KG / KI-unterstützt)")
:quality(80)/p7i.vogel.de/wcms/87/0c/870ca78978ff2a03f4fd558dc978dbeb/newsimage425258-3000x1687v1.jpeg "Studenten vom Campus Gütersloh haben einen Pancake-Roboter gebaut, der selbstgezeichnete Formen zu individuellen, farbigen Pancakes drucken kann. (Bild: P. Pollmeier/HSBI)")
:quality(80)/p7i.vogel.de/wcms/76/f7/76f7e4acc954bc63c7ba3ff7f58668e6/1426220-2126x1196v1.jpeg "Die Preisträger, der Stiftungs-Geschäftsführer Peter Schuster, Schaeffler-Vorstände Uwe Wagner und Sascha Zaps sowie die Vorständin der Schaeffler-FAG-Stiftung und Leiterin HR der Sparte Bearings & Industrial Solutions Esther Rahner (v. l.). (Bild: Schaeffler)")
:quality(80)/p7i.vogel.de/wcms/d8/d4/d8d4786533658531dd7f5d383c020f54/-sb-3254-3000x1687v1.jpeg "Auch 2026 heißt es in Würzburg wieder „Herzlich willkommen\" für Konstruktions- und Entwicklungsleiter aus ganz Deutschland. (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/83/93/83935dca5289556988d7d2e9f2183d82/-sb-3254-3000x1687v1.jpeg "Würzburg im Oktober heißt: zwei Tage rund um die Frage, wie sich Produktentwicklung heute effizient und zukunftsfähig gestalten lässt. (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/e9/03/e90306f116f570daebed16b9684b9445/item-20fa-20schutzz-c3-a4une-20planen-20-bild2-1469x827v1.png "Digitale Konfiguratoren wie die von Item vereinfachen die Planung kompletter Schutzzäune über eine intuitive Benutzeroberfläche. (Bild: Item)")
:quality(80)/p7i.vogel.de/wcms/1a/d9/1ad9efc8a86adc6031d22f7473e0d390/0132121730v1.jpeg "Nachdem es in den ersten vier Monaten 2026 für die deutsche Industrie in Sachen Auftragslage eher mau aussah, hat der Mai als Wonnemonat seinem Namen wohl Ehre gemacht. Analysten glauben nun zwar an mehr Sonne, doch die Wolken sind noch nicht verschwunden ... (Bild: Solarfans)")
:quality(80)/p7i.vogel.de/wcms/a0/03/a003d1d5ee83399f232303f7c50bd93b/geralt-statistics-4623842-4752x2672v1.jpeg "Erholung mit Risiken: Deutschlands Wirtschaft zwischen geopolitischer Unsicherheit und technologischem Aufschwung. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/aa/e1/aae1d4890329b20e40f4ebbc782705c7/aussenhandel-saisonbereinigt-2048x1151v1.png "Im April 2026 sind die deutschen Exporte gegenüber März 2026 kalender- und saisonbereinigt um 0,9 Prozent und die Importe um 1,2 Prozent gestiegen. (Bild: Destatis)")
:quality(80)/p7i.vogel.de/wcms/76/32/763233e84c4054d0c8634dad6c6141fc/adobestock-2035398302-2730x1536v1.jpeg "Wir zeigen, wie aus mechanischen Fächern und maritimen Lüftungssystemen der moderne Hochleistungsventilator wurde. (Bild: © Olga Ко – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/09/2a/092ad24dd4b603abc12e017024d5be85/digitalerzwillingjoseph-von-fraunhofer-20-282-29-6200x3489v1.jpeg "Auf der Hannover Messe 2026 konnten sich Besucher mit dem digitalen Zwilling von Joseph von Fraunhofer unterhalten – das Metaverse und KI machen es möglich. (Bild: Fraunhofer-Gesellschaft)")
:quality(80)/p7i.vogel.de/wcms/2f/2b/2f2b46d8cd0987790d053a0ecc434833/aumovio-pp-dtco-1-1772x997v1.jpeg "20 Jahre digitaler Tachograph: Wie sich das Gerät vom Kontrollgerät zum Datenhub im Güterverkehr entwickelt hat. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/bf/45/bf4523ff21e3add62ccd8390c5bfea7a/adobestock-726557427--c2-a9-20vladan-20-e2-80-93-20stock-adobe-com-ki-generiert-3580x2016v1.jpeg "Astronomie erforscht die Welt der Galaxien und versucht, Entstehung, Aufbau und Entwicklung des Universums zu erklären. (Bild: © Vladan – stock.adobe.com_KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/a5/85/a585fd3e9719eb236ee815591f370261/ergonomischer-montagearbeitsplatz-gesuender-und-effizienter-arbeitenv1.jpeg "Ein ergonomisch eingerichteter Montagearbeitsplatz unterstützt effiziente Arbeitsabläufe und reduziert körperliche Belastungen. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/57/77/5777fa6040a24e6a62e9b06a5ba3196b/itemde-vogel-advertorial-mobile-roboter-in-der-industrie-headerbildv1.jpeg "Mit standardisierten Base Carts und individuell konfigurierbaren Top Modulen bietet item passgenaue Lösungen für unterschiedliche Transportaufgaben (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/50/8c/508ccaa2f4a61a0fecf84fde16ba45aa/schrittmotor-nema-24-erklaerung-und-anwendungen-die-sie-kennen-solltenv1.jpeg "Die Parametrierung und Inbetriebnahme des Integrierten Motors ST NEMA24 von item Industrietechnik erfolgen komfortabel mit der Software item MotionSoftStepper (Bild: item)")
Laserauftragsschweißen EHLA schützt effektiv vor Verschleiß und Korrosion
Wirtschaftlich und umweltfreundlich: Das Extreme Hochgeschwindigkeits-Laserauftragschweiß-Verfahren (EHLA) schützt effektiv vor Verschleiß und Korrosion. Von den Vorteilen des neuen Verfahrens ist auch die Toolcraft AG aus dem mittelfränkischen Georgensgmünd überzeugt.
Anbieter zum Thema
:fill(fff,0)/p7i.vogel.de/companies/64/1b/641b1b39912ca/heraeus-wm-amloy-untereinander-rgb.png "heraeus-wm-amloy-untereinander-rgb (Heraeus AMLOY Technologies GmbH)")
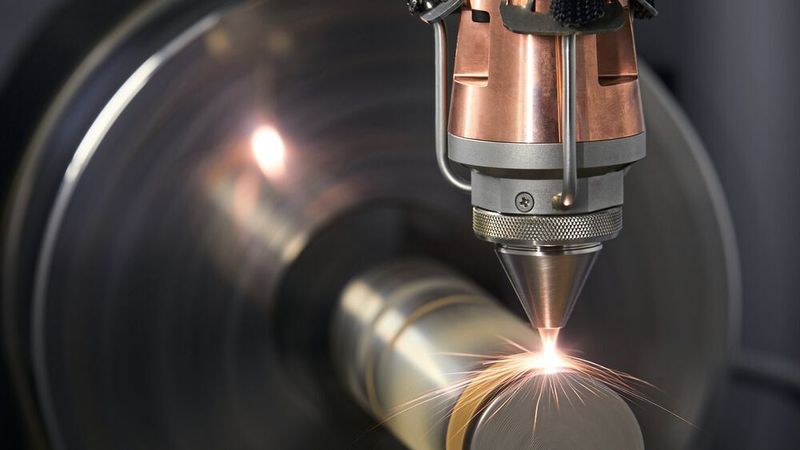
Hartverchromen, thermisches Spritzen oder Laserauftragsschweißen sollen Bauteile vor Korrosion und Verschleiß schützen. Allerdings bergen all diese Verfahren erhebliche Nachteile: So ist beispielsweise die Beschichtung mit Chrom (VI) seit 2017 nur noch nach einer speziellen Autorisierung erlaubt. Hier setzt das Extreme Hochgeschwindigkeits-Laserauftragschweiß-Verfahren (EHLA) an – entwickelt vom Fraunhofer Institut für Lasertechnik ILT und der RWTH Aachen Lehrstuhl für Digital Additive Production DAP. EHLA ist eine Weiterentwicklung des konventionellen Laserauftragschweiß-Verfahrens. Es zeichnet sich durch große Prozessgeschwindigkeiten von bis zu 500 m/min, einer Flächenrate von bis zu 2,5 m²/h und einem Pulverauftragwirkungsgrad von bis zu 95% aus.
Stoffschlüssige Schichten mit Schichtdicken von 10 bis 350 µm
Im Vergleich zum Laserauftragschweiß-Verfahren wird der Hauptanteil der thermischen Energie des Lasers während des EHLA-Verfahrens durch den pulverförmigen Zusatzwerkstoff und nicht durch das Substrat absorbiert. Die Partikel treffen dadurch aufgeschmolzen in ein vergleichsweise kleines Schmelzbad auf die Substratoberfläche. Anders als in klassischen Beschichtungsverfahren, wie etwa dem thermischen Spritzen oder chemischen Galvanikprozessen (Vernickeln, Chrom VI), können auf diese Weise stoffschlüssige, angebundene homogene Schichten mit Schichtdicken von 10 bis 350 µm erzeugt werden.
:quality(80)/images.vogel.de/vogelonline/bdb/1808800/1808821/original.jpg "(Fraunhofer ILT/Ralf Baumgarten)")
:quality(80)/images.vogel.de/vogelonline/bdb/1808800/1808822/original.jpg "(Fraunhofer ILT/Ralf Baumgarten)")
:quality(80)/images.vogel.de/vogelonline/bdb/1808800/1808823/original.jpg "(Fraunhofer ILT/Ralf Baumgarten)")
:quality(80)/images.vogel.de/vogelonline/bdb/1808800/1808824/original.jpg "(Fraunhofer ILT/Ralf Baumgarten)")
Von den Vorteilen des neuen Verfahrens ist auch die Toolcraft AG aus dem mittelfränkischen Georgensgmünd überzeugt. Das Familienunternehmen setzt EHLA ein, um beschädigte Stellen an rotationssymmetrischen Bauteilen zu reparieren und um sie zu beschichten. Mit seinen Erfahrungen bei der Nachbearbeitung von 3D-Teilen, ist das Unternehmen 2011 in die additive Fertigung eingestiegen. Die Kunden kommen aus den unterschiedlichsten Industriezweigen wie Luftfahrt, Medizintechnik, Energiebranche, Maschinenbau, Halbleitersektor und Automobilindustrie.
Auftragsgeschwindigkeit: Von 2,0 auf mehrere 100 m/min
Mit der maßgeschneiderten TruLaser Cell 3000 von Trumpf steht die weltweit bisher einzige EHLA-Hybridanlage im Maschinenpark bei Toolcraft. „Für uns hat Trumpf auf der Basis der TruLaser Cell 3000 die eierlegende Wollmilchsau gebaut“, erzählt Toolcraft-Vorstand Christoph Hauck stolz.
Doch warum ist es eine eierlegende Wollmilchsau? Dazu ein klärender Blick in die Maschine: Standardmäßig besitzt die TruLaser Cell 3000 einen großen Arbeitsraum mit den Maßen 800 mm x 600 mm x 353 mm, der zwei- und dreidimensional laserschneiden und -schweißen sowie laserauftragschweißen kann. Tempo in das Laserauftragschweißen bringt der zusätzlich integrierte EHLA-Arbeitskopf, der die bisherige Auftragsgeschwindigkeit gegenüber dem Standardverfahren von bis dahin maximal 2,0 auf mehrere 100 m/min erhöht.
Werkzeugbahnen für den Materialauftrag automatisiert planen
Mit ihm lassen sich auf rotationssymmetrische Bauteile sehr schnell Schichten mit Stärken ab 0,05 mm bis hin zu mehrlagigen Volumina mit Schichtstärken von mehreren Zentimetern auftragen. Dazu erhielt die Trumpfanlage eine zusätzliche A-Achse für bis zu 1.490 mm lange Bauteile mit einem maximalen Durchmesser von 320 mm sowie einen einschwenkbaren 3D-Laser-Profilscanner. Mit dem Scanner lassen sich eingespannte Werkstücke vermessen und positionieren. „Der Einsatz des Scanners ermöglicht aber deutlich mehr“, erklärt Dr. Thomas Schopphoven, Gruppenleiter Laser Material Deposition am Fraunhofer ILT. „In Kombination mit einer geeigneten Software können die mit Scanner erfassten Geometriedaten genutzt werden, um die Werkzeugbahnen für den Materialauftrag mittels Laserauftragschweißen automatisiert zu planen.“
Nicht nur aufgrund der Möglichkeit umweltfreundlichere Schichten zu erzeugen, sondern auch wegen der oft deutlich effizienteren Arbeitsweise kommt das schnelle Auftragen mit dem Laser für viele Branchen infrage. Doch der 3D-Druck-Pionier will mehr. „Oft geht es um Korrosion- und Verschleißschutz“, erklärt Hauck. „Doch muss ich dann unbedingt teures Hartmetall verwenden, kann ich nicht stattdessen eine hybride Lösung finden? Ich könnte auch einen Grundkörper aus Werkzeugstahl nehmen und ihn dann partiell mit EHLA mit hauchdünnem Verschleißschutz veredeln.“
Hybride Fertigung mit Roboter in Sicht?
Das nächste Projekt hat Hauck bereits im Blick: „Im Augenblick ist das Verheiraten von Robotik und 3D-Druck im Gespräch.“ Daher sah er sich neulich zusammen mit seinem externen Berater Dr. Thomas Schopphoven am Fraunhofer ILT die Ergebnisse des BMBF-Forschungsprojekts ProLMD an: Die Kombination von Laserauftragschweißen mit konventionellen Fertigungsverfahren und Robotern zu einer völlig neuen Form der hybrid-additiven Fertigung.
(ID:47260944)
:quality(80)/p7i.vogel.de/wcms/4c/62/4c62462cb1a53e7f5ac32209c92d21ca/0127869932v2.jpeg "Direkt gedruckt, ohne Ofen: Mit dem neuen Laser-Assisted Melt Printing (LAMP) verschmelzen Forschende der CAU Glaspartikel zu festen, transparenten Strukturen. (Bild: Christina Anders, Uni Kiel)")
:quality(80)/p7i.vogel.de/wcms/98/16/9816f60878268fd80d0343db0dcb3e1d/0127914115v2.jpeg "Links: Rendering mit Cuttlefish::Proof, rechts: physischer 3D-Druck – Das neue Plugin der 3D-Drucksoftware Cuttlefish simuliert Farbe, Transluzenz und Materialeffekte originalgetreu – für maximale Drucksicherheit und Effizienz. (Bild: Fraunhofer IGD)")