:quality(80)/p7i.vogel.de/wcms/88/ab/88abd74aa01976f83251a0832c67961f/adobestock-565810962--c2-a9-20tippapatt-20-e2-80-93-20stock-adobe-com-7143x4016v1.jpeg "Werden KI und Simulation clever kombiniert, enstehen Vorteile für den Produktentwickungsprozess. (Bild: © tippapatt – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/54/fc/54fcded5eb21e74ea8b52a4bd6652786/dassault-20syst-c3-a8mes-fu-c3-9fball-20solidworks-20technologie-2002-1068x600v1.png "Hinter jedem präzisen Schuss steckt auch Ingenieurskunst: Simulation macht die Physik des Fußballs sichtbar. (Bild: Dassault Systèmes)")
:quality(80)/p7i.vogel.de/wcms/2f/4c/2f4c173fc2409db48eaf7d23a0748a3c/2025-05-16-dftvisual-4444x2499v1.jpeg "Der Digital Fuel Twin von Bosch erfasst und validiert Tankdaten aus verschiedenen Quellen – darunter Fahrzeugdaten, Tankstellen und Tankkartentransaktionen – und gewährleistet damit eine zuverlässige und transparente Nachverfolgung des Verbrauchs erneuerbarer Kraftstoffe. (Bild: Bosch)")
:quality(80)/p7i.vogel.de/wcms/16/00/1600883e04215e4e3863e4a941e364c0/newsimage424941-2000x1124v1.jpeg "Mit Kassandra tauchen Teams in eine Thriller‑Story ein, lösen unter Zeitdruck KI‑Challenges. (Bild: Fraunhofer FIT)")
:quality(80)/p7i.vogel.de/wcms/32/2b/322b6013f8aa3530a012f3df0fef5c1b/onshape-20labs-20imagev1.png "Von der Texteingabe zum CAD-Modell: PTC erprobt mit Onshape Labs neue Wege für die KI-gestützte Konstruktion. (Bild: PTC)")
:quality(80)/p7i.vogel.de/wcms/1a/d9/1ad9efc8a86adc6031d22f7473e0d390/0132121730v1.jpeg "Nachdem es in den ersten vier Monaten 2026 für die deutsche Industrie in Sachen Auftragslage eher mau aussah, hat der Mai als Wonnemonat seinem Namen wohl Ehre gemacht. Analysten glauben nun zwar an mehr Sonne, doch die Wolken sind noch nicht verschwunden ... (Bild: Solarfans)")
:quality(80)/p7i.vogel.de/wcms/a5/e8/a5e811154c0ea1c550d2d381b04112de/adobestock-2094390289--c2-a9-20moneymoney-20-e2-80-93-20stock-adobe-com-ki-generiert-2728x1536v1.jpeg "Eine zentrale Frage beim Konzept des Unterwasser-Rechenzentrum war es, wie sich die Serverschränke in abgeriegelten Kammern auf dem Meeresgrund kühlen lassen. (Symbolbild) (Bild: © moneymoney – stock.adobe.com / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/a9/02/a9025f500b3e5c742e87bd82cb954ab3/james-20widmer-ceo-20aem-2030x1143v1.png "James Widmer, CEO von AEM, erklärt: „Permanentmagnetmotoren bieten eine hervorragende Performance, bringen aber eine Lieferkette mit sich, die weder stabil noch sicher ist.“ Die neue Lösung von AEM beseitigt diese Abhängigkeit, ohne dass OEMs Kompromisse bei der Leistung oder eine komplexe Integration in Kauf nehmen müssen. (Bild: AEM)")
:quality(80)/p7i.vogel.de/wcms/3e/76/3e76ee3680db819cd4b8955c71903069/header-0-1500x844v1.jpeg "Die aufgemalten Sensoren passen sich durch die direkte Anbringung besser an die Hautstruktur an, was die Messgenauigkeit verbessert. (Bild: Penn State/Wanqing Zhang)")
:quality(80)/p7i.vogel.de/wcms/d8/d4/d8d4786533658531dd7f5d383c020f54/-sb-3254-3000x1687v1.jpeg "Auch 2026 heißt es in Würzburg wieder „Herzlich willkommen\" für Konstruktions- und Entwicklungsleiter aus ganz Deutschland. (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/83/93/83935dca5289556988d7d2e9f2183d82/-sb-3254-3000x1687v1.jpeg "Würzburg im Oktober heißt: zwei Tage rund um die Frage, wie sich Produktentwicklung heute effizient und zukunftsfähig gestalten lässt. (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/e9/03/e90306f116f570daebed16b9684b9445/item-20fa-20schutzz-c3-a4une-20planen-20-bild2-1469x827v1.png "Digitale Konfiguratoren wie die von Item vereinfachen die Planung kompletter Schutzzäune über eine intuitive Benutzeroberfläche. (Bild: Item)")
:quality(80)/p7i.vogel.de/wcms/a0/03/a003d1d5ee83399f232303f7c50bd93b/geralt-statistics-4623842-4752x2672v1.jpeg "Erholung mit Risiken: Deutschlands Wirtschaft zwischen geopolitischer Unsicherheit und technologischem Aufschwung. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/aa/e1/aae1d4890329b20e40f4ebbc782705c7/aussenhandel-saisonbereinigt-2048x1151v1.png "Im April 2026 sind die deutschen Exporte gegenüber März 2026 kalender- und saisonbereinigt um 0,9 Prozent und die Importe um 1,2 Prozent gestiegen. (Bild: Destatis)")
:quality(80)/p7i.vogel.de/wcms/76/32/763233e84c4054d0c8634dad6c6141fc/adobestock-2035398302-2730x1536v1.jpeg "Wir zeigen, wie aus mechanischen Fächern und maritimen Lüftungssystemen der moderne Hochleistungsventilator wurde. (Bild: © Olga Ко – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/09/2a/092ad24dd4b603abc12e017024d5be85/digitalerzwillingjoseph-von-fraunhofer-20-282-29-6200x3489v1.jpeg "Auf der Hannover Messe 2026 konnten sich Besucher mit dem digitalen Zwilling von Joseph von Fraunhofer unterhalten – das Metaverse und KI machen es möglich. (Bild: Fraunhofer-Gesellschaft)")
:quality(80)/p7i.vogel.de/wcms/2f/2b/2f2b46d8cd0987790d053a0ecc434833/aumovio-pp-dtco-1-1772x997v1.jpeg "20 Jahre digitaler Tachograph: Wie sich das Gerät vom Kontrollgerät zum Datenhub im Güterverkehr entwickelt hat. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/bf/45/bf4523ff21e3add62ccd8390c5bfea7a/adobestock-726557427--c2-a9-20vladan-20-e2-80-93-20stock-adobe-com-ki-generiert-3580x2016v1.jpeg "Astronomie erforscht die Welt der Galaxien und versucht, Entstehung, Aufbau und Entwicklung des Universums zu erklären. (Bild: © Vladan – stock.adobe.com_KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/57/77/5777fa6040a24e6a62e9b06a5ba3196b/itemde-vogel-advertorial-mobile-roboter-in-der-industrie-headerbildv1.jpeg "Mit standardisierten Base Carts und individuell konfigurierbaren Top Modulen bietet item passgenaue Lösungen für unterschiedliche Transportaufgaben (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/50/8c/508ccaa2f4a61a0fecf84fde16ba45aa/schrittmotor-nema-24-erklaerung-und-anwendungen-die-sie-kennen-solltenv1.jpeg "Die Parametrierung und Inbetriebnahme des Integrierten Motors ST NEMA24 von item Industrietechnik erfolgen komfortabel mit der Software item MotionSoftStepper (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/a1/64/a16493ce8f1e75a27e82aba33532b391/lineartechnik-einfach-erklaert-definition-vorteile-anwendungv1.jpeg "Lineartechnik kommt überall dort zum Einsatz, wo geführte Bewegungen entlang einer Achse erforderlich sind. Das item Linearsystem bietet die Basis für Einzelachsen, Synchronachsen sowie Mehrachsportale. (Bild: item)")
Schweißen DLR zeigt neue Fügetechnologie für die Fertigung von CFK-Großbauteilen
Das Deutsche Zentrum für Luft- und Raumfahrt (DLR) hat auf der ILA in Berlin eine neuartige Technologie demonstriert, die das Verschweißen von Druckkalotten aus thermoplastischem carbonfaserverstärkten Kunststoff (CFK) erlaubt.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/90100/90177/65.jpg "LOGO.jpg ()")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/45600/45637/65.jpg "IEF Logo_grau_rot.jpg ()")
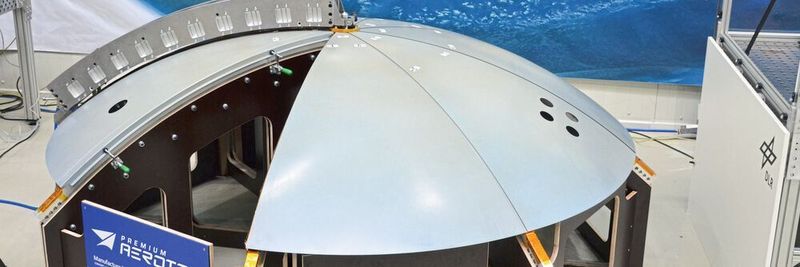
Für die Flugsicherheit ist eine perfekt gefertigte Druckkalotte wesentlich. Das Bauteil schließt den Passagierbereich und die restliche Druckkabine luftdicht gegen das Heck ab. Erst dann kann der richtige Luftdruck an Bord erzeugt werden. Das Deutsche Zentrum für Luft- und Raumfahrt (DLR) hat eine neuartige Technologie demonstriert, die das Verschweißen von Druckkalotten aus thermoplastischem carbonfaserverstärkten Kunststoff (CFK) erlaubt. So konnte das DLR-Zentrum für Leichtbauproduktionstechnologie (ZLP) in Augsburg innerhalb kürzester Zeit ein Demonstrator-Bauteil im 1:1 Maßstab fügen. Die seriennahe Druckkalotte für Flugzeuge der A320-Familie wurde vom führenden Luftfahrtzulieferer Premium Aerotec konstruiert und in Zusammenarbeit mit mehreren Forschungseinrichtungen hergestellt.
Elektrisches Widerstandsschweißen automatisiert
Thermoplaste besitzen besondere Eigenschaften - während sie in erkaltetem Zustand ihre stabile Form behalten, können sie bei erneuter Hitzezufuhr in einem bestimmten Temperaturbereich umgeformt werden. Beim Verbinden der Einzelbauteile haben sich die DLR-Wissenschaftler am ZLP Augsburg diese Materialvorteile zur Umformbarkeit und Schweißbarkeit zu Nutze gemacht. Gefügt wurden insgesamt acht gleich großen Segmente der Druckkalotte mittels elektrischem Widerstandsschweißen. Das Schweißverfahren ermöglicht eine flächige und stoffschlüssige Verbindung. Außerdem sind, im Gegensatz zu einer Druckkalotte aus Metall, keine Nieten nötig, was zu Gewichtsersparnis führt – bei gleichzeitig kürzerer Produktionszeit und wirtschaftlichen Herstellkosten. Da die Bohrungen wegfallen, bleiben die lasttragenden Fasern intakt und es entsteht kein Staub. Weitere Vorteile sind eine hohe Prozesssicherheit und umfangreiche Möglichkeiten zur integrierten Qualitätssicherung. Da der Schweißprozess ein hohes Automatisierungspotenzial aufweist und ein einfaches Toleranzmanagement ermöglicht, ist er gut geeignet für eine effiziente Serienfertigung. Um für jeden Anwendungsfall die jeweils optimale Schweißmethode zu kennen, forscht das ZLP Augsburg an der Automatisierung weiterer Fügeverfahren wie beispielsweise dem kontinuierlichen Ultraschall-Schweißen. (qui)
Das könnte Sie auch interessieren:
:quality(80)/images.vogel.de/vogelonline/bdb/1382300/1382333/original.jpg "(KVT)")
Multi-Material-Welding
Sandwichmaterialien kraft- und formschlüssig verbinden
:quality(80)/images.vogel.de/vogelonline/bdb/1315200/1315210/original.jpg "Detailaufnahme eines Verbindungsknotens (Fraunhofer ICT)")
Faserverbundkunststoff
Modulare Versteifungsstruktur für die Luftfahrt entwickelt
:quality(80)/images.vogel.de/vogelonline/bdb/1358200/1358209/original.jpg "Beim HPCI-Verfahren wird laserstrukturiertes Metall mit thermoplastischen Bauteilen verpresst und lokal erwärmt. Dadurch schmilzt der Thermoplast, dringt in die Strukturen ein und haftet an der Oberfläche. (Fraunhofer IWS)")
Thermisches Direktfügen
Verfahren zum stoff- und formschlüssigen Fügen von Metall und FVK entwickelt
(ID:45326140)
:quality(80)/p7i.vogel.de/wcms/94/3f/943f2262c990c105d6624689f97f74eb/0128555915v1.jpeg "Thermoplastische Sandwichstrukturen sollen die effiziente Herstellung von Gepäckfächern in der Flugzeugkabine ermöglichen, hier eine Handgepäckablage. (Bild: Diehl Aviation Laupheim GmbH)")
:quality(80)/p7i.vogel.de/wcms/7a/5f/7a5ffd41899028b4b1dee32af77af34b/0126926345v1.jpeg "Eine Staufachklappe für die Innenkabine eines Lkw entstand durch Thermoformen und Funktionalisieren von thermoplastischen Sandwichstrukturen. Sie ist als Demonstrator auf der K-Messe zu sehen. (Bild: Fraunhofer IMWS)")