:quality(80)/p7i.vogel.de/wcms/02/55/0255a6e34769688d7fb83027a7ac08cf/geralt-business-3468267-6000x3373v1.jpeg "Eine Checkliste zur Gestaltung und Verbesserung der Nachhaltigkeit von Produkten stellt das Ifaa als Orientierungshilfe zur Verfügung. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/e7/0a/e70aa23298e1bd0d335422ef3c3b675b/tuc-stahlbremsscheibe-1440x810v1.jpeg "Bremsscheibe aus Edelstahl im Fading-Test: auch nach 15 Bremsungen keine nachlassende Verzögerung. (Bild: TU Chemnitz)")
:quality(80)/p7i.vogel.de/wcms/c2/35/c23539cf8144bb3f9d493c08a0c2f15b/piro4d-environment-3975077-7111x4000v1.jpeg "Kreislaufwirtschaft: 880 Milliarden Euro Wertschöpfungspotenzial für die deutsche Industrie sind möglich. (Bild: Pixabay)")
:quality(80)/p7i.vogel.de/wcms/9e/44/9e44d69ec772ca94116876cb3e36ec8b/siemensv1.jpeg "Siemens ist eine strategische Partnerschaft mit Xometry eingegangen, dem globalen, KI-nativen Marktplatz, der Käufer und Lieferanten von maßgeschneiderter Herstellung verbindet. (Bild: Siemens)")
:quality(80)/p7i.vogel.de/wcms/41/a7/41a79c3bb48e11f4c2ae8b33365bcd2f/engin-akyurt-euro-6771167-8192x4608v1.jpeg "Eine Arbeitsstunde in Deutschland war 2025 im Vergleich zu 2020 um 22,3 Prozent teurer, teilt das statistische Bundesamt mit. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/36/93/36938d694f48ccd4d1f5f9e401fee836/adobestock-704571920--c2-a9-20gumpapa-20-e2-80-93-20stock-adobe-com-6000x3373v1.jpeg "Der MINT-Frühjahrsreport 2026 zeigt: MINT-Nachwuchs bricht weiter ein. (Bild: © gumpapa – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/15/a4/15a4e639581bda7310453e6648081cac/iscar-drehen-ab-wst-20-28quickturn-29-01-5184x2915v1.jpeg "Mit Iscars Quickturn bearbeitet WST Präzisionstechnik Abtriebswellen deutlich schneller und prozesssicherer als zuvor. (Bild: Iscar)")
:quality(80)/p7i.vogel.de/wcms/02/ec/02ecf12456551bf2ac084f0b2d5da5b1/bohrbuchsen-20edelstahl-20blohm-cmyk-2127x1197v1.jpeg "Edelstahlbohrbuchsen von Blohm empfehlen sich, wo Korrosion zu erwarten ist oder rostfreie Materialien vorgeschrieben sind. (Bild: Normteilwerk Robert Blohm GmbH)")
:quality(80)/p7i.vogel.de/wcms/5c/bd/5cbddb76f726ea77501b807335af1d1d/19-0108-2025-wheel-truing-stand-bm15-whts-2-4000x2249v1.jpeg "Eine neue Studie unterstreicht: Verschleiß an Reifen, Bremsen und Kette führt zu den häufigsten Defekten am Fahrrad. (Bild: www.sports-nut.de | pd-f)")
:quality(80)/p7i.vogel.de/wcms/70/2d/702d0de3a5b4cba0a0b512077cc58c75/bild1-3356x1888v1.jpeg "Die Umsetzung der zweiten Version des Robo Pack Systems hat Joke Mechanix mit ASi Lösungen von Bihl+Wiedemann realisiert. (Bild: Bihl+Wiedemann)")
:quality(80)/p7i.vogel.de/wcms/d6/81/d681c5707833b407f76c7c370165b873/apic-flt-vpt-mld-2-msi-md-fb-muting-parallel-4-15cm-300dpi-1772x997v1.jpeg "Eine sichere Muting-Lösung setzt eine gründlichen Analyse mit Risiko- oder Gefährdungsbeurteilung voraus, um allen Schwachstellen vorzubeugen. (Bild: Leuze electronic GmbH + Co. KG )")
:quality(80)/p7i.vogel.de/wcms/d6/c1/d6c1a928ee83e288964830a196e1fd0b/item-20fa-20maschinenrichtlinie-20bild1-3000x1687v1.jpeg "Die neue Maschinenverordnung bringt wesentliche Änderungen in Bezug auf Sicherheitsanforderungen für Maschinenhersteller mit sich. Im Fokus stehen unter anderem kollaborative Roboter, die bestimmungsgemäß verwendet werden müssen. (Bild: Item Industrietechnik GmbH)")
:quality(80)/p7i.vogel.de/wcms/f7/2e/f72ec1cba42abe5d3b3c2615ff37c2ea/adobestock-1840092295--c2-a9-20infiniteflow-20-e2-80-93-20stock-adobe-com-3840x2158v1.jpeg "Vier von zehn Unternehmen (40 Prozent) sehen bereits, dass der Bedarf an KI-bezogenen Qualifikationen und Kompetenzen in ihrer Organisation wächst, zeigt die TÜV Weiterbildungsstudie 2026. (Bild: © InfiniteFlow – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/d4/aa/d4aa94b6456d0e94e9425ecdc07baa29/laj987-digital-grading-10006743-3000x1687v1.png "Die Konstanzer Homeoffice-Studie zeigt: Der vielfach gewünschte zusätzliche Tag Homeoffice würde rund 19 Prozent des täglichen Kraftstoffverbrauchs in Deutschland reduzieren. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/2f/2b/2f2b46d8cd0987790d053a0ecc434833/aumovio-pp-dtco-1-1772x997v1.jpeg "20 Jahre digitaler Tachograph: Wie sich das Gerät vom Kontrollgerät zum Datenhub im Güterverkehr entwickelt hat. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/bf/45/bf4523ff21e3add62ccd8390c5bfea7a/adobestock-726557427--c2-a9-20vladan-20-e2-80-93-20stock-adobe-com-ki-generiert-3580x2016v1.jpeg "Astronomie erforscht die Welt der Galaxien und versucht, Entstehung, Aufbau und Entwicklung des Universums zu erklären. (Bild: © Vladan – stock.adobe.com_KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/bc/49/bc4957f73a884d8ee1356914659cf2f4/adobestock-325234002--c2-a9-20karyna-20-e2-80-93-20stock-adobe-com-5490x3087v1.jpeg "Riesenräder sind mehr als eine Attraktion, sie sind ein Symbol für technologischen Fortschritt. (Bild: © Karyna – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/7a/22/7a22898e1ee01157399158bd2d7f26c6/0128676654v2.jpeg "Fahrradbeleuchtung gibt es seit dem 19. Jahrhundert. Was als Ölfunzel begann, ist heute ein präzise geregeltes System, das Licht effizient formt. (Bild: www.vaude.com | pd-f)")
:quality(80)/p7i.vogel.de/wcms/a1/64/a16493ce8f1e75a27e82aba33532b391/lineartechnik-einfach-erklaert-definition-vorteile-anwendungv1.jpeg "Lineartechnik kommt überall dort zum Einsatz, wo geführte Bewegungen entlang einer Achse erforderlich sind. Das item Linearsystem bietet die Basis für Einzelachsen, Synchronachsen sowie Mehrachsportale. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/45/8a/458add2ba48d38497829522cac80bbae/reinraum-fuer-pharma-medizintechnik-7-herausforderungen-und-wie-sie-sie-loesenv1.jpeg "Arbeiten unter Reinraumbedingungen: In der Pharma- und Medizintechnik sind kontrollierte Umgebungen eine zentrale Voraussetzung für sichere Produktionsprozesse. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/0b/c3/0bc3f807a69dbb07898026e24c11ea06/mini-environments-optikfertigung-neuv1.jpeg "Mini-Environments auf Basis modularer item Komponenten: Dadurch verfügen Unternehmen in der Optikfertigung über präzise, flexible und reinraumtaugliche Arbeitsbereiche. (Bild: item)")
Gießprozess-Simulation Die „gläserne“ Form
Die Anwendung der Gießprozess-Simulation verfolgt unterschiedliche Ziele: Optimierung der Gussteilqualität, Einstellen von robusten Prozessen oder Identifizierung und Beseitigung von Fehlerquellen. Dabei ist die wesentliche Stärke der Simulation das Schaffen von Transparenz durch den Einblick in den Gießprozess.
Anbieter zum Thema
:fill(fff,0)/p7i.vogel.de/companies/65/14/6514050b6e494/wortmarke-isg-rgb-03.png "wortmarke-isg-rgb-03 (ISG Industrielle Steuerungstechnik GmbH)")
:fill(fff,0)/p7i.vogel.de/companies/64/1b/641b1b39912ca/heraeus-wm-amloy-untereinander-rgb.png "heraeus-wm-amloy-untereinander-rgb (Heraeus AMLOY Technologies GmbH)")
Die robuste Einstellung der Qualität gegossener Komponenten wird sowohl vom Bauteildesign als auch von der Auslegung der Gießtechnik bestimmt. Je eher kritische Bereiche im Gussteil identifiziert werden können, desto größer sind die Chancen von Gussteilkonstrukteur und Gießer, noch in der Planungsphase Einfluss auf die Machbarkeit zu nehmen.
Ein optimales Design komplexer Gussteile scheitert vielfach an mangelhafter Kommunikation zwischen der Entwicklung und der Gießerei. Dies betrifft sowohl die Bauteilanforderungen als auch die Prozessgegebenheiten. Der daraus folgende iterative Optimierungsprozess ist mit einer zeit- und kostenintensiven Herstellung von Prototypen und Gießversuchen zur Absicherung des Serienanlaufs verbunden. Späte Designänderungen werden meist aus Kosten- und Zeitgründen vom Endkunden nicht akzeptiert.
:quality(80)/images.vogel.de/vogelonline/bdb/1356000/1356072/original.jpg "(HEMA Endüstri)")
:quality(80)/images.vogel.de/vogelonline/bdb/1356000/1356073/original.jpg "(HEMA Endüstri)")
:quality(80)/images.vogel.de/vogelonline/bdb/1356000/1356074/original.jpg "(HEMA Endüstri)")
:quality(80)/images.vogel.de/vogelonline/bdb/1356000/1356075/original.jpg "(HEMA Endüstri)")
Die frühzeitige Nutzung der Gießprozess-Simulation ist daher heute akzeptierte Basis zur Vermeidung von konstruktionsbedingten Fehlern. Gleichzeitig bietet sie eine Kommunikationsplattform für Gussabnehmer und Gießer, um die geforderte Qualität des Bauteils in der Fertigung abzusichern und typische Fehler wie Porosität zu erkennen.
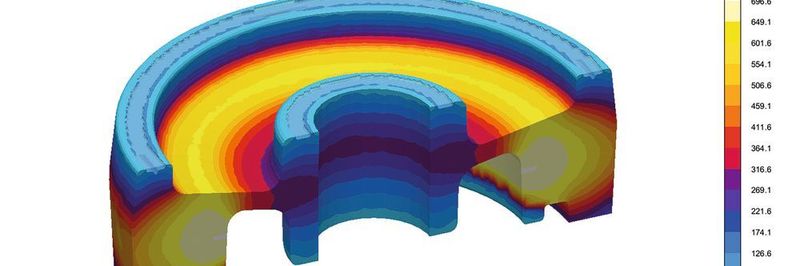
Schwindungsbedingte Porositäten sind meist die Folge von lokalen thermischen Zentren im Bauteil. Das Bild oben zeigt die lokalen Erstarrungszeiten in einem Stahlgussteil ohne Gießtechnik. Das thermische Zentrum liegt aufgrund der hohen Erstarrungszeiten ausschließlich im äußeren Bereich des Gussteils. Daher könnten Konstrukteur und Gießer zu dem Schluss gelangen, dass nur der äußere Ring des Gussteils und nicht die Nabe porositätsgefährdet wäre. Gießtechnische und evtl. konstruktive Maßnahmen würden sich also nur auf diesen Bereich konzentrieren.
Durch eine genauere Untersuchung der Erstarrungssequenz wird jedoch klar, dass die noch zu versorgende Restschmelze im Nabenbereich frühzeitig vom äußeren Ring abgeschnürt wird. Dies zeigt das Ergebnis der lokalen Speisungszeiten.
Für das Entstehen von Porositäten sind daher nicht nur die lokalen Erstarrungszeiten, sondern vor allen Dingen die werkstoffabhängigen lokalen „Speisungszeiten“ verantwortlich. Daher ist es sinnvoll, bei der Nutzung von Simulationsergebnissen je nach Fragestellung unterschiedliche berechnete Qualitätskriterien zu bewerten. Im Prinzip verhält es sich ähnlich wie bei einem Puzzle: Je mehr Teile man eingesetzt hat, desto genauer das Bild. Wie entscheidend der Austausch dieser Informationen zum Erfolg beiträgt, verdeutlicht der folgende Fall bei dem türkischen Unternehmen Hema Endüstri A.Ş.
Dialog führt zu optimalem Design
Bei Hema Endüstri A.Ş., einem führenden türkischen Unternehmen für Komponenten für die Automobilindustrie und den Maschinenbau, arbeiten Entwicklungsabteilung und Gießerei von vorneherein eng miteinander zusammen. Wichtigstes Werkzeug zur frühzeitigen Analyse der Gießbarkeit eines Bauteildesigns bei Hema Metal, der Gießerei von Hema Endüstri, ist Magmasoft. Durch die konsequente Nutzung der Gießprozess-Simulation für die Gestaltung von Neuprodukten konnte die Anzahl an Gießversuchen und Bemusterungen drastisch reduziert werden (im Schnitt 1,6 Gießversuche pro Neuteil). Dabei werden die Vorteile einer intensiven Zusammenarbeit zwischen Konstrukteur und Gießer deutlich.
Aufgrund der maximalen Betriebslasten und der Festigkeitssimulationen war eine Anpassung der ursprünglichen Geometrie eines Bauteils für den gewählten Werkstoff Grauguss erforderlich. Die Vorhersage der lokalen Festigkeiten mit Magmasoft zeigte jedoch, dass bei Verwendung von Grauguss die Bauteilquerschnitte signifikant verstärkt werden müssten. Die damit verbundene Gewichtszunahme, eine komplexere Montagesituation und vor allem Kostensteigerungen stellten keine optimale Lösung dar.
In Abstimmung mit dem Kunden wurde daher eine Lösung mit GJS als Werkstoff untersucht. Sphäroguss hat jedoch gegenüber Grauguss einen erhöhten Speisungsbedarf. Dadurch wurde eine Anpassung der Gießtechnik im Hinblick auf die Geometrie, den Gießlauf und die Speiser erforderlich.
Mit Simulation zum besten Kompromiss
In Absprache mit der Entwicklung sollten durch eine gezielte Reduzierung der Bauteilwandstärke die mechanischen Eigenschaften des Bauteils verbessert werden. Damit konnten gleichzeitig der Speisungsbedarf vermindert und die Ausbringung optimiert werden. Die virtuelle Optimierung lieferte den besten Kompromiss zwischen allen angestrebten Zielen mit minimaler Porosität im kritischen Bereich bei gleichzeitig hoher Abkühlrate und damit guten mechanischen Eigenschaften sowie einem sehr geringen Gussteilvolumen. Durch eine konstruktive Reduzierung der Bauteilwandstärke konnten Qualitäts- und Kostenziele gleichzeitig erreicht werden. (ud)
* Dr.-Ing. J.C. Sturm ist Geschäftsführer der Magma GmbH, Aachen.
(ID:45083613)
:quality(80)/p7i.vogel.de/wcms/56/6f/566fb107ad32f2af41555b368b522573/0128358391v2.jpeg "Wer ist in diesem Jahr Ihr Leseliebling in der Formgebung? (Bild: Collage/Canva)")
:quality(80)/p7i.vogel.de/wcms/c4/8a/c48a43e742e0ab053f69764dfdbe40d2/0127536714v2.jpeg "Mitarbeiter der Baettr Foundry preparieren die 3D-gedruckten Sandformen der VX9000 für den Abguss. (Bild: Baettr Foundry)")