:quality(80)/p7i.vogel.de/wcms/17/91/17914750ffc7ba7a25184e575a16b673/adobestock-58742161--c2-a9-20doc-20rabe-20media-20-e2-80-93-20stock-adobe-com-6000x3377v1.jpeg "Wir haben Tipps & Tricks aus dem Bereich Digital Engineering gesammelt, um Konstrukteuren und Entwicklern die Arbeit zu erleichtern. (Bild: © DOC RABE Media – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/d1/aa/d1aa90fe57c7e869fad955f6fa5869a9/yamu-jay-green-energy-9062790-5376x3022v1.jpeg "Die neue Toolbox richtet sich an kleine und mittlere Unternehmen (KMU), Start-ups sowie an Entwicklungs- und Konstruktionsabteilungen, die zirkuläre Anforderungen systematisch in ihre Produkte integrieren möchten. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/99/3f/993f3507a25b1b01acdc1dfa064df03b/1-20--20spritzguss-c-uni-a-20grunwald-edit-4671x2627v1.jpeg "Nils Meyer (rechts) und Projekt-Mitarbeiter Julian Greif entwickeln ein KI-Tool, um die Bauteilentwicklung im Spritzguss zu optimieren. (Bild: Universität Augsburg)")
:quality(80)/p7i.vogel.de/wcms/87/c2/87c2b4e3161b9d7ff5816852a1f05a64/0132403102v1v1.jpeg "(Bild: Vogel Professional Education)")
:quality(80)/p7i.vogel.de/wcms/16/00/1600883e04215e4e3863e4a941e364c0/newsimage424941-2000x1124v1.jpeg "Mit Kassandra tauchen Teams in eine Thriller‑Story ein, lösen unter Zeitdruck KI‑Challenges. (Bild: Fraunhofer FIT)")
:quality(80)/p7i.vogel.de/wcms/d8/d4/d8d4786533658531dd7f5d383c020f54/-sb-3254-3000x1687v1.jpeg "Auch 2026 heißt es in Würzburg wieder „Herzlich willkommen\" für Konstruktions- und Entwicklungsleiter aus ganz Deutschland. (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/6a/a2/6aa2fd64ba0c25f801e56e55010fb1ef/eia-202026-morris-20and-20stoesser-nonepo-4-1920x1079v1.jpeg "Die Technik eignet sich auch für flache Kanäle. (Bild: Emrgy)")
:quality(80)/p7i.vogel.de/wcms/b9/00/b900518354ac558a14bc60599284bff0/gemini-generated-image-physical-20ai-2728x1536v1.png "Wahrnehmen, entscheiden, handeln: Bei Physical AI verschmelzen Aktorik, 3D-Sensorik und Edge-Computing zu einem geschlossenen System. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/2b/74/2b742c03a01b74f11307d3e05ed3120a/image-1-aktiv-pfc-954x537v1.jpeg "Die Aktiv PFC (Power Factor Correction), zu Deutsch „Leistungsfaktorkorrektur“, verfolgt den Ansatz, Stromoberwellen gar nicht erst entstehen zu lassen, anstatt sie hinterher aufwendig mit zusätzlichen Komponenten herauszufiltern. (Bild: EBM-Papst)")
:quality(80)/p7i.vogel.de/wcms/83/93/83935dca5289556988d7d2e9f2183d82/-sb-3254-3000x1687v1.jpeg "Würzburg im Oktober heißt: zwei Tage rund um die Frage, wie sich Produktentwicklung heute effizient und zukunftsfähig gestalten lässt. (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/e9/03/e90306f116f570daebed16b9684b9445/item-20fa-20schutzz-c3-a4une-20planen-20-bild2-1469x827v1.png "Digitale Konfiguratoren wie die von Item vereinfachen die Planung kompletter Schutzzäune über eine intuitive Benutzeroberfläche. (Bild: Item)")
:quality(80)/p7i.vogel.de/wcms/1a/d9/1ad9efc8a86adc6031d22f7473e0d390/0132121730v1.jpeg "Nachdem es in den ersten vier Monaten 2026 für die deutsche Industrie in Sachen Auftragslage eher mau aussah, hat der Mai als Wonnemonat seinem Namen wohl Ehre gemacht. Analysten glauben nun zwar an mehr Sonne, doch die Wolken sind noch nicht verschwunden ... (Bild: Solarfans)")
:quality(80)/p7i.vogel.de/wcms/a0/03/a003d1d5ee83399f232303f7c50bd93b/geralt-statistics-4623842-4752x2672v1.jpeg "Erholung mit Risiken: Deutschlands Wirtschaft zwischen geopolitischer Unsicherheit und technologischem Aufschwung. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/aa/e1/aae1d4890329b20e40f4ebbc782705c7/aussenhandel-saisonbereinigt-2048x1151v1.png "Im April 2026 sind die deutschen Exporte gegenüber März 2026 kalender- und saisonbereinigt um 0,9 Prozent und die Importe um 1,2 Prozent gestiegen. (Bild: Destatis)")
:quality(80)/p7i.vogel.de/wcms/76/32/763233e84c4054d0c8634dad6c6141fc/adobestock-2035398302-2730x1536v1.jpeg "Wir zeigen, wie aus mechanischen Fächern und maritimen Lüftungssystemen der moderne Hochleistungsventilator wurde. (Bild: © Olga Ко – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/09/2a/092ad24dd4b603abc12e017024d5be85/digitalerzwillingjoseph-von-fraunhofer-20-282-29-6200x3489v1.jpeg "Auf der Hannover Messe 2026 konnten sich Besucher mit dem digitalen Zwilling von Joseph von Fraunhofer unterhalten – das Metaverse und KI machen es möglich. (Bild: Fraunhofer-Gesellschaft)")
:quality(80)/p7i.vogel.de/wcms/2f/2b/2f2b46d8cd0987790d053a0ecc434833/aumovio-pp-dtco-1-1772x997v1.jpeg "20 Jahre digitaler Tachograph: Wie sich das Gerät vom Kontrollgerät zum Datenhub im Güterverkehr entwickelt hat. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/bf/45/bf4523ff21e3add62ccd8390c5bfea7a/adobestock-726557427--c2-a9-20vladan-20-e2-80-93-20stock-adobe-com-ki-generiert-3580x2016v1.jpeg "Astronomie erforscht die Welt der Galaxien und versucht, Entstehung, Aufbau und Entwicklung des Universums zu erklären. (Bild: © Vladan – stock.adobe.com_KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/a5/85/a585fd3e9719eb236ee815591f370261/ergonomischer-montagearbeitsplatz-gesuender-und-effizienter-arbeitenv1.jpeg "Ein ergonomisch eingerichteter Montagearbeitsplatz unterstützt effiziente Arbeitsabläufe und reduziert körperliche Belastungen. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/57/77/5777fa6040a24e6a62e9b06a5ba3196b/itemde-vogel-advertorial-mobile-roboter-in-der-industrie-headerbildv1.jpeg "Mit standardisierten Base Carts und individuell konfigurierbaren Top Modulen bietet item passgenaue Lösungen für unterschiedliche Transportaufgaben (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/50/8c/508ccaa2f4a61a0fecf84fde16ba45aa/schrittmotor-nema-24-erklaerung-und-anwendungen-die-sie-kennen-solltenv1.jpeg "Die Parametrierung und Inbetriebnahme des Integrierten Motors ST NEMA24 von item Industrietechnik erfolgen komfortabel mit der Software item MotionSoftStepper (Bild: item)")
FE-Simulation Umformprozess virtuell analysiert
In der Metallumformung ist die langjährige Praxiserfahrung der Produktentwickler und Werkzeugmacher oft ein entscheidender Erfolgsfaktor. Können virtuelle Methoden wie FE-Simulation sie dabei effektiv und zuverlässig unterstützen?
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/20800/20842/65.jpg "Logo_42mm.JPG ()")
Seit dem späten 19. Jahrhundert ist die Blechumformung ein Forschungsthema für Industrie und Wissenschaft. Etwa 100 Jahre später wurden numerische Methoden zum ersten Mal auf diesem Gebiet erfolgreich angewendet. Die Finite-Elemente-Lösungen, die seit dieser Zeit entwickelt und kommerzialisiert wurden, lassen sich grundsätzlich in explizite und implizite Verfahren unterteilen.
In der Blechumformung werden die expliziten Verfahren bevorzugt. Obwohl der Code in erster Linie für die Simulationen in der Kurzzeitdynamik (Crash) verwendet wird, ist eine quasi-statische, für längere Zeiten geeignete Anwendung möglich, indem man die Materialdichte des betrachteten Systems um mehrere Größenordnungen künstlich erhöht (Massenskalierung). Daraus resultiert ein rechenzeiteffektives Verfahren mit stabilem Kontaktverhalten, vor allem bei großen Kontaktflächen, die in der Umformtechnik häufig vorkommen und in den impliziten Methoden zu einer schlechten Konvergenz führen.
:quality(80)/images.vogel.de/vogelonline/bdb/1356100/1356105/original.jpg "(Erdrich)")
:quality(80)/images.vogel.de/vogelonline/bdb/1356100/1356108/original.jpg "(Erdrich)")
:quality(80)/images.vogel.de/vogelonline/bdb/1356100/1356109/original.jpg "(Erdrich)")
Doch sobald ein mehrstufiger Prozess vorliegt, können die expliziten Methoden an Robustheit verlieren. Mehrstufige Simulationen bedürfen nach jedem einzelnen Umformvorgang einer Rückfederungsanalyse, die nur mit impliziten Verfahren durchführbar ist. Diese Schwierigkeiten bewältigt man mit der sogenannten Import-Analyse. Eine größere Herausforderung stellt die Kontrolle der Werkzeuggeschwindigkeit dar, um die Trägheitseffekte zu minimieren, die bei mehreren Kontaktinitialisierungen pro Vorgang der Fall sind.
Der Tiefzieh-Bremskolben aus Stahl gehört zu den Bauteilen, deren Herstellung sich nicht auf das reine Tiefziehen beschränkt. Aus einer runden Platine mit konstanter Blechdicke wird ein zylinderförmiges Bauteil, in dem das Verhältnis der Boden- zur Wandstärke nahezu Faktor 2 erreichen kann.
Exemplarisch wird ein Kolben betrachtet, der in einem zehnstufigen Prozess hergestellt wird. Implizite Berechnungen wurden mit zwei Programmen für verschiedene Zielgruppen durchgeführt: Simufact.Forming mit einem angepassten Marc-Solver als exklusive Anwendung für Umformsimulationen und Abaqus/Standard als ein universell einsetzbares FEM-Programm. Für die explizite Simulation wurde Abaqus/Explicit verwendet. Um einen direkten Vergleich zwischen den Programmen und Methoden zu ermöglichen, sind die Randbedingungen nahezu identisch.
Implizite Analysen fast identisch
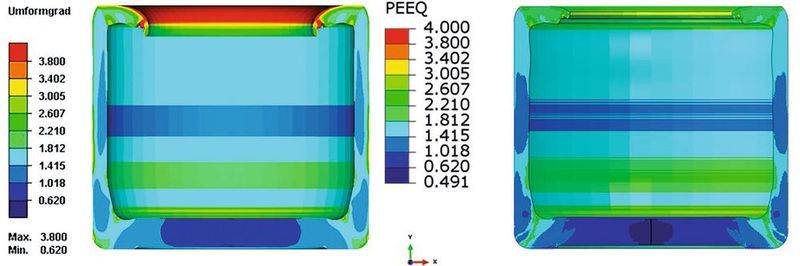
Zwischen den impliziten Analysen mit Simufact und Abaqus/Standard wurden nur minimale Unterschiede festgestellt. Die Verteilung der plastischen Vergleichsdehnung (der Metallindustrie auch als Umformgrad bekannt) unterscheidet sich an relevanten Stellen geringfügig. Die sichtbare Differenz am eingerollten Rand ist auf die Neuvernetzungsalgorithmen zurückzuführen, die in beiden Programmen unterschiedlich funktionieren. Da der Rand im Anschluss spanend nachbearbeitet wird, ist diese Abweichung für die weitere Betrachtung von untergeordneter Bedeutung.
In der expliziten Simulation konnten nur die ersten zwei Ziehstufen erfolgreich durchgeführt werden. Bis dahin waren die Ergebnisse fast identisch mit dem Output von Abaqus/Standard. In der dritten Stufe – dem Stauchen – kommt es zu mehreren Stoßvorgängen innerhalb eines Werkzeugweges, die bei jeder Kontaktinitialisierung eine unrealistisch hohe kinetische Energie ins System hereinbringen, die später kaum zu entfernen ist. Um diesen Effekt zu minimieren, muss die Werkzeuggeschwindigkeit vor jedem Stoß auf null zurückgefahren werden. Obwohl es technische Möglichkeiten dazu gibt, ist der Aufwand mit herkömmlichen Methoden für die Industrie relativ groß, weil User-Subroutinen verwendet werden müssten.
Voller Kontakt nicht nötig
Die Ergebnisse der oben genannten 3 Stufe haben auf ein für die Werkzeugmacher interessantes Phänomen hingewiesen. Ursprünglich wurde ein voller Kontakt zwischen dem Stempelkopf und dem Werkstück angestrebt. Die virtuelle Analyse ergab, dass selbst bei der Presskraft von 8.000 kN der volle Kontakt noch nicht vorhanden ist. Dazu wird die Presskraft innerhalb eines Werkzeugwegs von 0,2 mm von 4 000 auf 8 000 kN verdoppelt. Es konnte virtuell ermittelt werden, dass das Zusammenfahren der Werkzeuge bis zum vollen Kontakt eine Materialaufdickung in der Mitte der Kuppel auf ca. 6,1 mm verursachen würde, die für das Bauteil an der Stelle unnötig wäre. Im Serienwerkzeug wird bis zu einer Materialaufdickung von ca. 5,5 mm verfahren und es kann makroskopisch ermittelt werden, welcher Teil des Werkstücks am Ende des Vorgangs mit dem Stempelkopf keinen Kontakt hatte.
In der fünften Stufe – dem Kalibrieren – wird der kugelförmige Boden in zwei Bereiche getrennt: einen flachen Boden und eine zylindrische Wand. Die Simulation hat ergeben, dass der Boden am Ende eine leicht konkave Form hat – der Mittelpunkt der Außenfläche des Bodens liegt ca. 0,2 mm über ihrer äußeren Kontur. Dies weist auf ein Beulproblem im Boden des Bauteils hin. In der Realität wurde eine Konkavität von ca. 0,3 mm an der gleichen Stelle gemessen.
Nach zehn Stufen wurden die Maße der in der Simulation erzeugten Geometrie mit dem realen Teil verglichen. Die höchsten Abweichungen lagen bei ca. 2,4%, auch an den Stellen, die mit dem Werkzeug keinen direkten Kontakt hatten.
Die virtuelle Umformanalyse hat es ermöglicht, den Herstellungsprozess der Bremskolben besser zu verstehen und die Bereiche anzusehen, die im realen Maschinenpark für das menschliche Auge nicht zugänglich sind (z.B. die Materialverteilung beim geschlossenen Werkzeug). Möglich waren auch Was-Wäre-Wenn-Analysen, die z.B. aufgrund der begrenzten Presskraft der Maschine in der Realität nicht mehr durchführbar wären. Das im Rahmen der Analyse erzeugte Simulationsmodell wurde im Anschluss für weitere Versuche verwendet, in denen u.a. andere Werkstoffe getestet wurden. (ud)
* Kamil Zawalich, Entwicklungsingenieur Simulation, Erdrich Umformtechnik GmbH, Prof. Dr.-Ing. habil. Lutz Nasdala, Professur für Technische Mechanik und Mathematik, Hochschule Offenburg, Dr.-Ing. Matthias Müller, Leiter Geschäftsfeld Bremskolben, Erdrich Umformtechnik GmbH
(ID:45083717)
:quality(80)/p7i.vogel.de/wcms/b3/b8/b3b8e028ce676c6bd1847006b1a24d1c/0125082068v2.jpeg "Gemeinsam mit dem Simulationsexperten Cadfem optimierte Jung das Schaltwerk des Modells 506U. Das Ergebnis: Der Schalter ist langlebiger und nachhaltiger. (Bild: Jung)")
:quality(80)/p7i.vogel.de/wcms/a2/d3/a2d39017ac309ced9e951fffb81b6262/0127044619v2.jpeg "Auf der Blechexpo 2025 stellen auch Software-Anbieter ihre optimierten Lösungen vor. (Bild: Autoform Engineering)")