:quality(80)/p7i.vogel.de/wcms/25/4c/254c93f7769ee82b8be8d24b8a971a1b/bild1-pgn-plus-anwendungsbild-07-04-2018-5760x3238v1.jpeg "Dank einer digitalen Lösung für die Werkstoffauswahl konnte Schunk neue emissionsreduzierende Ansätze ermitteln und den CO2-Ausstoß von Produkten reduzieren. (Bild: Schunk)")
:quality(80)/p7i.vogel.de/wcms/ed/b9/edb95e3cf7d170ef13d917b24d14064d/newsimage423895-4000x2249v1.jpeg "Empa-Forschende wollen beschädigte Brücken und andere Stahlkonstruktionen mithilfe des 3D-Metalldrucks reparieren. (Bild: Empa)")
:quality(80)/p7i.vogel.de/wcms/0a/a5/0aa5cb46da72af59018c855bc750cc54/e7748318ea51436399aeab5985ffc9d6de9318ddv1.jpeg "Der neue Prozess verkürzt die Durchlaufzeiten und senkt die Kosten erheblich und erweitert den Zugang zu Hochleistungsverbundwerkstoffen in neuen Märkten, darunter Advanced Air Mobility (AAM) und die Verteidigungsindustrie. (Bild:Greene Tweed)")
:quality(80)/p7i.vogel.de/wcms/03/e3/03e358c7d85b64d95c4c2c972c7491f8/94048294.jpeg "Bei neuen Produktideen spielen die Kosten eine maßgebliche Rolle. Mit Design-to-Cost-Methoden lässt sich genau planen, wie Kosten am besten eingespart werden. (Bild: gemeinfrei)")
:quality(80)/p7i.vogel.de/wcms/89/c9/89c911ebddb1646a110a82e7e9900eae/manufacturing-20-26-20industrial-2-1450x816v1.png "Eine digitale Konstruktion schafft noch keinen digitalen Prozess. Manuelle Übergaben zwischen Konstruktion, Vertrieb und ERP verhindern dies und werden zunehmend zu Wachstumsproblemen. (Bild: Emporix)")
:quality(80)/p7i.vogel.de/wcms/6e/35/6e3563e715be749a19ceacd881c438b9/fachbeitrag-tda-inventor-pdm-2730x1536v1.png "Drei Tage für eine Variante, die sich hätte automatisieren lassen: Warum manuelle Konstruktionsprozesse heute keine Option mehr sind. (Bild: Lino GmbH)")
:quality(80)/p7i.vogel.de/wcms/39/6a/396a08d40f5dd0af53a3acbbf726064c/mikroverkapselte-klebstoffe-kleben-pressefoto-1890x1329-1440x810v1.jpeg "Am Demonstrator lässt sich die Haftwirkung der Klebstoffkapseln direkt testen. (Bild: Fraunhofer IAP)")
:quality(80)/p7i.vogel.de/wcms/e3/0c/e30c5f8d7a48a57173d1b7f5b8ff1217/robot-20floaty-1024x576v1.jpeg "Der Flugroboter Floaty nutzt verstellbare Klappen, um Luftströmungen gezielt zu steuern und stabil in der Luft zu bleiben. (Bild: Max-Planck-Institut)")
:quality(80)/p7i.vogel.de/wcms/1e/fc/1efcbcfd82d344c6e52a9671dc6ad199/verity-20flugdrohne-2000x1125v1.jpeg "Die Flugroboter von Verity unterstützen im Logistik- und Einzelhandelssektor, indem sie Lagerbestände kontinuierlich überwachen – ohne GPS und menschliches Eingreifen. (Bild: Verity)")
:quality(80)/p7i.vogel.de/wcms/83/93/83935dca5289556988d7d2e9f2183d82/-sb-3254-3000x1687v1.jpeg "Würzburg im Oktober heißt: zwei Tage rund um die Frage, wie sich Produktentwicklung heute effizient und zukunftsfähig gestalten lässt. (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/e9/03/e90306f116f570daebed16b9684b9445/item-20fa-20schutzz-c3-a4une-20planen-20-bild2-1469x827v1.png "Digitale Konfiguratoren wie die von Item vereinfachen die Planung kompletter Schutzzäune über eine intuitive Benutzeroberfläche. (Bild: Item)")
:quality(80)/p7i.vogel.de/wcms/c9/47/c947857cac38244999f2b6f4e96a01de/thedigitalartist-ai-generated-8070000-3120x1754v1.jpeg "Die NIS-2-Richtlinie ist in Deutschland bereits am 6. Dezember 2025 in Kraft getreten – doch nur wenige Unternehmen haben die Vorgaben bislang umgesetzt. (Bild: TheDigitalArtist)")
:quality(80)/p7i.vogel.de/wcms/a0/03/a003d1d5ee83399f232303f7c50bd93b/geralt-statistics-4623842-4752x2672v1.jpeg "Erholung mit Risiken: Deutschlands Wirtschaft zwischen geopolitischer Unsicherheit und technologischem Aufschwung. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/aa/e1/aae1d4890329b20e40f4ebbc782705c7/aussenhandel-saisonbereinigt-2048x1151v1.png "Im April 2026 sind die deutschen Exporte gegenüber März 2026 kalender- und saisonbereinigt um 0,9 Prozent und die Importe um 1,2 Prozent gestiegen. (Bild: Destatis)")
:quality(80)/p7i.vogel.de/wcms/0c/a8/0ca87f2101343b426f8a2efa3f7ed80b/adobestock-1979349822--c2-a9-20deni-20-e2-80-93-20stock-adobe-com-ki-generiert-4093x2304v1.jpeg "Ingenieure sind das entscheidende Bindeglied für KI im Praxiseinsatz. Sie bringen das essenzielle Wissen mit, KI-Modelle zu trainieren, einzuschätzen und richtig anzuwenden. (Bild: © deni – stock.adobe.com | KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/76/32/763233e84c4054d0c8634dad6c6141fc/adobestock-2035398302-2730x1536v1.jpeg "Wir zeigen, wie aus mechanischen Fächern und maritimen Lüftungssystemen der moderne Hochleistungsventilator wurde. (Bild: © Olga Ко – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/09/2a/092ad24dd4b603abc12e017024d5be85/digitalerzwillingjoseph-von-fraunhofer-20-282-29-6200x3489v1.jpeg "Auf der Hannover Messe 2026 konnten sich Besucher mit dem digitalen Zwilling von Joseph von Fraunhofer unterhalten – das Metaverse und KI machen es möglich. (Bild: Fraunhofer-Gesellschaft)")
:quality(80)/p7i.vogel.de/wcms/2f/2b/2f2b46d8cd0987790d053a0ecc434833/aumovio-pp-dtco-1-1772x997v1.jpeg "20 Jahre digitaler Tachograph: Wie sich das Gerät vom Kontrollgerät zum Datenhub im Güterverkehr entwickelt hat. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/bf/45/bf4523ff21e3add62ccd8390c5bfea7a/adobestock-726557427--c2-a9-20vladan-20-e2-80-93-20stock-adobe-com-ki-generiert-3580x2016v1.jpeg "Astronomie erforscht die Welt der Galaxien und versucht, Entstehung, Aufbau und Entwicklung des Universums zu erklären. (Bild: © Vladan – stock.adobe.com_KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/50/8c/508ccaa2f4a61a0fecf84fde16ba45aa/schrittmotor-nema-24-erklaerung-und-anwendungen-die-sie-kennen-solltenv1.jpeg "Die Parametrierung und Inbetriebnahme des Integrierten Motors ST NEMA24 von item Industrietechnik erfolgen komfortabel mit der Software item MotionSoftStepper (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/a1/64/a16493ce8f1e75a27e82aba33532b391/lineartechnik-einfach-erklaert-definition-vorteile-anwendungv1.jpeg "Lineartechnik kommt überall dort zum Einsatz, wo geführte Bewegungen entlang einer Achse erforderlich sind. Das item Linearsystem bietet die Basis für Einzelachsen, Synchronachsen sowie Mehrachsportale. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/45/8a/458add2ba48d38497829522cac80bbae/reinraum-fuer-pharma-medizintechnik-7-herausforderungen-und-wie-sie-sie-loesenv1.jpeg "Arbeiten unter Reinraumbedingungen: In der Pharma- und Medizintechnik sind kontrollierte Umgebungen eine zentrale Voraussetzung für sichere Produktionsprozesse. (Bild: item)")
Metall-3D-Druck SLM-Verfahren ermöglicht konturnahe Werkzeugtemperierung
Nonnemann hat mit dem Metall-3D-Druck ein neues Geschäftsfeld eröffnet. Mit dem Pulverbettverfahren SLM werden konturnahe Werkzeugtemperierungen möglich. Bauteilqualität und Zykluszeit in der Spritzgussproduktion werden optimiert.
Anbieter zum Thema
:fill(fff,0)/p7i.vogel.de/companies/69/bb/69bb1ada0093e/design-ohne-titel-5-.png "design-ohne-titel-5- (https://www.ruderer.de/)")
:fill(fff,0)/p7i.vogel.de/companies/64/1b/641b1b39912ca/heraeus-wm-amloy-untereinander-rgb.png "heraeus-wm-amloy-untereinander-rgb (Heraeus AMLOY Technologies GmbH)")
Die Nonnenmann GmbH aus Winterbach hat mit dem Metall-3D-Druck ein neues Geschäftsfeld eröffnet. Ziel dabei ist es, die Möglichkeiten der additiven Fertigung von Werkzeugstahl im Pulverbettverfahren SLM (selektives Laserschmelzen) für die Anforderungen im Werkzeug- und Formenbau anzubieten.
Konturnahe Werkzeugtemperierungen umsetzen
Im SLM-Verfahren werden die Bauteile durch das schichtweise Aufschmelzen von metallischem Pulver generiert. Diese Fertigungstechnologie ermöglicht es, konturnahe Werkzeugtemperierungen umzusetzen und optimiert dadurch die Bauteilqualität und Zykluszeit in der Spritzgussproduktion.
Hierbei bietet Nonnemann ein Komplettpaket an, wobei der Kunde das finale einbaufertige Bauteil erhält. Das heißt, die additive Fertigung und die erforderliche nachträgliche Fertigbearbeitung werden komplett als verlängerte Werkbank übernommen.
Der Einfluss der Werkzeugtemperierung auf die Qualität
In der Kunststoffverarbeitung hat die Werkzeugtemperierung einen großen Einfluss auf die Bauteilqualität des Spritzgussteils sowie den gesamten Fertigungsprozess und bestimmt dabei die effiziente und wirtschaftliche Fertigung. Aus der Perspektive der Wirtschaftlichkeit sollte die Kühlzeit möglichst kurz sein. Aus technischer Sicht ist die Kühlzeit so lange erforderlich, bis das Bauteil die erforderliche Entformungstemperatur erreicht hat und somit ohne Beschädigungen entformt werden kann. Dafür muss das Werkzeug ausgewogen temperiert sein, da dann eine gleichmäßige Temperaturabführung möglich ist. Inhomogene Temperaturen im Werkzeug führen zu unterschiedlichen Abkühlbedingungen und somit zu lokalen Schwindungsunterschieden am Bauteil.
:quality(80)/images.vogel.de/vogelonline/bdb/1744100/1744199/original.jpg "(Nonnemann)")
:quality(80)/images.vogel.de/vogelonline/bdb/1744200/1744201/original.jpg "(Nonnemann)")
:quality(80)/images.vogel.de/vogelonline/bdb/1744200/1744202/original.jpg "(Nonnemann)")
:quality(80)/images.vogel.de/vogelonline/bdb/1744200/1744203/original.jpg "(Nonnemann)")
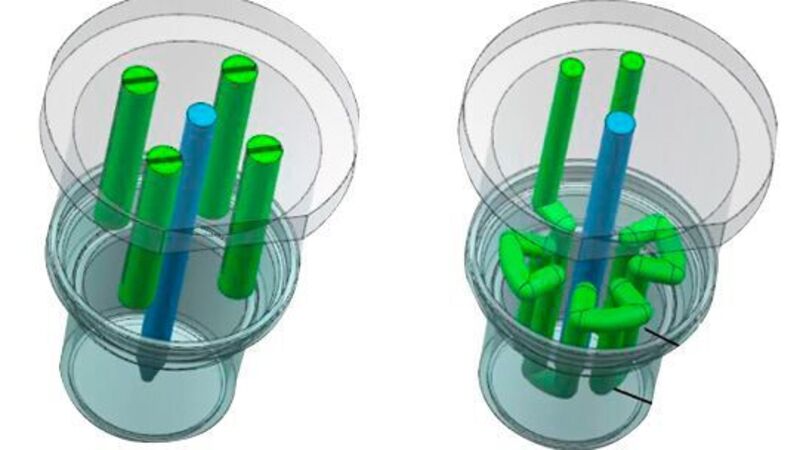
Konventionelle vs. konturnahe Temperierung
Eine konventionelle Temperierung, gefertigt durch klassische spanende Bearbeitungsverfahren, besteht aus geradlinigen Rohrkühlbohrungen. Dabei schränkt die Fertigungstechnik die geometrische Freiheit der Temperierkanalanordnung ein. Somit ist die Positionierung nicht (immer) optimal möglich. Außerdem besteht Kollisionsgefahr mit anderen Bauteilen wie zum Beispiel den Auswerfern. Die Folge sind lokale Temperaturerhöhungen im Werkzeug.
Das grundsätzliche Ziel der Temperierung muss daher eine einheitliche Werkzeugwandtemperatur sein. Sie gilt als ein Kompromiss zwischen Produktivität und Qualität des Formteils. Um nun die Zykluszeit bei optimaler Bauteilqualität zu reduzieren, sollte die Werkzeugtemperierung optimiert werden.
Einheitliche Werkzeugwandtemperatur
Dieses Ziel ist durch den Einsatz von konturnaher Temperierung möglich. Dabei folgen die Temperierkanäle der Kavitätskontur, die Anordnung ist der Bauteilkontur angepasst. Auch kleine Kanalquerschnitte dicht unter der Oberfläche sind realisierbar. Die konturnahe Temperierung bewirkt eine einheitliche Werkzeugwandtemperatur, da lokale Temperaturerhöhungen vermieden werden. Daraus resultieren die Vorteile von höheren Kühlleistungen, besserer Bauteilqualität und kürzeren Zykluszeiten, wodurch die Ausschussquote gesenkt und die Ausbringungsmenge pro Werkzeug und Maschine erhöht wird.
Potentiale der additiven Fertigung in Konstruktionsphase bedenken
Die Freiheit dieser flexiblen Anordnung der Temperierkanäle wird durch die additive Fertigung möglich. Die Bauteilentformung wird ebenfalls optimiert, da der in der Werkzeugkonstruktionsphase bekannte Kompromiss aus Temperierung und Entformung umgangen werden kann. Auswerferpositionen können ideal gesetzt und von der Temperierung „umlaufen“ werden.
Die Potentiale der additiven Fertigung müssen bereits in der Konstruktionsphase bedacht werden. Dafür ist ein Umdenken in der Konstruktion erforderlich, ermöglicht es aber auch, neue Wege zu gehen. Hier sind die Konstrukteure gefragt, das Bauteil auch additiv-fertigungsgerecht zu konstruieren. So sind zum Beispiel bei Schrägen größer als 45° oder Bohrungen größer als 8 mm Stützstrukturen erforderlich und einzukonstruieren.
Zudem gelte es zu beachten, dass nicht alles, was bisher klassisch gefertigt und zerspant wurde, nun auch für den 3D-Druck geeignet ist. Hier muss die teure Fertigungstechnologie zielgerichtet eingesetzt werden, um im folgenden Produktionsprozess von den Vorteilen des additiv-gefertigten Bauteils zu profitieren. Dann ermöglichen additiv gefertigte Formeinsätze und Formkerne eine effizientere Produktion von Spritzgussteilen.
Metallpulver für 3D-Druck optimiert
Als weiteres Highlight und Neuheit auf dem Markt bietet Nonnemann einen neuen korrosionsbeständigen Werkstoff ähnlich 1.2083 zur additiven Fertigung an. Dabei handelt es sich um einen korrosionsbeständigen Werkzeugstahl, welcher auch in der konventionellen Fertigung immer mehr an Beliebtheit gewonnen hat.
Dieser neue Werkstoff hat sehr ähnliche Eigenschaften wie der 1.2083, jedoch ist die Zusammensetzung etwas unterschiedlich, da das Pulver für den 3D-Druck optimiert und angepasst werden musste.
Alleinstellungsmerkmal und Vorteil in der Anwendung ist hier die Korrosionsbeständigkeit, wodurch eine lange Lebensdauer der damit gefertigten Bauteile gewährleistet wird. Beide Materialien lassen sich bei Bedarf beschichten und sind polierbar. Durch Wärmebehandlung erreichen die Werkstoffe eine Arbeitshärte von 48-52 HRC.
(ID:46847797)
:quality(80)/p7i.vogel.de/wcms/b0/bf/b0bfc17f82aace63249a0e09a0fab622/0127896097v2.jpeg "Rechts: Werkzeugeinsatz additiv gefertigt mittels DMLS, Links: PolyJet-Modell zur Visualisierung innenliegenden Temperierkanäle. (Bild: Speedpart)")
:quality(80)/p7i.vogel.de/wcms/5e/b0/5eb0ec16031669bbad559afbbe4048b9/0127309270v1.jpeg "Additiv gefertigtes, topologieoptimiertes Segment eines Presshärtewerkzeugs. (Bild: Fraunhofer IWU)")