:quality(80)/p7i.vogel.de/wcms/18/c0/18c07c769db4df3a950fb887719265dc/general-fusion-lm26-7008x3940v1.jpeg "General Fusion nutzt multiphysikalische Simulationen, um das Verhalten seiner Fusionsdemonstrationsanlage zu analysieren und zu optimieren. (Bild: General Fusion)")
:quality(80)/p7i.vogel.de/wcms/d9/e0/d9e0a52ace6a70cb7f40b6647ea634a7/p90642837-highres-bmw-group-and-mistra-2573x1447v1.jpeg "BMW kann auf einen historischen Datensatz aus virtuellen Crashsimulationen von mehr als einem Petabyte zugeifen und damit sein industrielles KI-Modell trainieren. (Bild: BMW)")
:quality(80)/p7i.vogel.de/wcms/eb/0e/eb0ebbc439b9156460b875564800346b/pexels-markusspiske-9858904-1613x908v1.jpeg "Der Jahresbericht des Deutschen Patent- und Markenamts (DPMA) zeigt eine deutlich steigende Dynamik bei Patentanmeldungen, insbesondere in der Batterietechnik. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/89/c9/89c911ebddb1646a110a82e7e9900eae/manufacturing-20-26-20industrial-2-1450x816v1.png "Eine digitale Konstruktion schafft noch keinen digitalen Prozess. Manuelle Übergaben zwischen Konstruktion, Vertrieb und ERP verhindern dies und werden zunehmend zu Wachstumsproblemen. (Bild: Emporix)")
:quality(80)/p7i.vogel.de/wcms/6e/35/6e3563e715be749a19ceacd881c438b9/fachbeitrag-tda-inventor-pdm-2730x1536v1.png "Drei Tage für eine Variante, die sich hätte automatisieren lassen: Warum manuelle Konstruktionsprozesse heute keine Option mehr sind. (Bild: Lino GmbH)")
:quality(80)/p7i.vogel.de/wcms/13/b3/13b3ddeb15a89dd2312ebfcf5a137edd/0131474896v2.jpeg "Frustrierend: Rund 40 Prozent der Zeit von Elektrokonstrukteuren entfällt auf die Suche nach Komponenten, die Erstellung und Pflege von Dokumentation sowie die Korrektur wiederkehrender Fehler. Hier kann künstliche Intelligenz Entlastung schaffen. (Bild: WSCAD GmbH)")
:quality(80)/p7i.vogel.de/wcms/35/21/35215b04eac3455313ca51b72792c041/max-6-1080x608v1.png "IPF Electronic hat für das Unternehmen und alle Mitarbeiter eigene verbindliche Richtlinien für die Nutzung Künstlicher Intelligenz erarbeitet. (Bild: IPF Electronic)")
:quality(80)/p7i.vogel.de/wcms/bb/3a/bb3a3e3e2325113eb1ed97c5002a202f/-28c-29designbyfreepik2-5376x3022v1.jpeg "Humanoide Roboter könnten bereits in den kommenden zehn Jahren zu einem der wichtigsten Werkzeuge der modernen Industrie- und Dienstleistungsgesellschaft werden. (Bild: FreePik2)")
:quality(80)/p7i.vogel.de/wcms/3e/1e/3e1e17bf8bae7e5208cc9d3d6966d2b4/nick-the-photographer-water-5967218-1920-1920x1080v1.jpeg "Die IP-Schutzart macht unter anderem deutlich, wie stark ein Produkt vor Berührung mit Spritzwasser geschützt ist. (Bild: Nick_the_Photographer)")
:quality(80)/p7i.vogel.de/wcms/e9/03/e90306f116f570daebed16b9684b9445/item-20fa-20schutzz-c3-a4une-20planen-20-bild2-1469x827v1.png "Digitale Konfiguratoren wie die von Item vereinfachen die Planung kompletter Schutzzäune über eine intuitive Benutzeroberfläche. (Bild: Item)")
:quality(80)/p7i.vogel.de/wcms/c9/47/c947857cac38244999f2b6f4e96a01de/thedigitalartist-ai-generated-8070000-3120x1754v1.jpeg "Die NIS-2-Richtlinie ist in Deutschland bereits am 6. Dezember 2025 in Kraft getreten – doch nur wenige Unternehmen haben die Vorgaben bislang umgesetzt. (Bild: TheDigitalArtist)")
:quality(80)/p7i.vogel.de/wcms/5f/3d/5f3ddce3220ba9afb5c44823eec66211/mac0010563-rgb-3344x1882v1.jpeg "Das Sensorsystem USi-Safety umfasst zwei Ultraschallwandler zum Anschluss an zwei unabhängige Kanäle, die jeweils EN ISO 13849 Kategprie 3 PL d erfüllen. (Bild: Pepperl+Fuchs)")
:quality(80)/p7i.vogel.de/wcms/a0/03/a003d1d5ee83399f232303f7c50bd93b/geralt-statistics-4623842-4752x2672v1.jpeg "Erholung mit Risiken: Deutschlands Wirtschaft zwischen geopolitischer Unsicherheit und technologischem Aufschwung. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/aa/e1/aae1d4890329b20e40f4ebbc782705c7/aussenhandel-saisonbereinigt-2048x1151v1.png "Im April 2026 sind die deutschen Exporte gegenüber März 2026 kalender- und saisonbereinigt um 0,9 Prozent und die Importe um 1,2 Prozent gestiegen. (Bild: Destatis)")
:quality(80)/p7i.vogel.de/wcms/0c/a8/0ca87f2101343b426f8a2efa3f7ed80b/adobestock-1979349822--c2-a9-20deni-20-e2-80-93-20stock-adobe-com-ki-generiert-4093x2304v1.jpeg "Ingenieure sind das entscheidende Bindeglied für KI im Praxiseinsatz. Sie bringen das essenzielle Wissen mit, KI-Modelle zu trainieren, einzuschätzen und richtig anzuwenden. (Bild: © deni – stock.adobe.com | KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/09/2a/092ad24dd4b603abc12e017024d5be85/digitalerzwillingjoseph-von-fraunhofer-20-282-29-6200x3489v1.jpeg "Auf der Hannover Messe 2026 konnten sich Besucher mit dem digitalen Zwilling von Joseph von Fraunhofer unterhalten – das Metaverse und KI machen es möglich. (Bild: Fraunhofer-Gesellschaft)")
:quality(80)/p7i.vogel.de/wcms/2f/2b/2f2b46d8cd0987790d053a0ecc434833/aumovio-pp-dtco-1-1772x997v1.jpeg "20 Jahre digitaler Tachograph: Wie sich das Gerät vom Kontrollgerät zum Datenhub im Güterverkehr entwickelt hat. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/bf/45/bf4523ff21e3add62ccd8390c5bfea7a/adobestock-726557427--c2-a9-20vladan-20-e2-80-93-20stock-adobe-com-ki-generiert-3580x2016v1.jpeg "Astronomie erforscht die Welt der Galaxien und versucht, Entstehung, Aufbau und Entwicklung des Universums zu erklären. (Bild: © Vladan – stock.adobe.com_KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/bc/49/bc4957f73a884d8ee1356914659cf2f4/adobestock-325234002--c2-a9-20karyna-20-e2-80-93-20stock-adobe-com-5490x3087v1.jpeg "Riesenräder sind mehr als eine Attraktion, sie sind ein Symbol für technologischen Fortschritt. (Bild: © Karyna – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/50/8c/508ccaa2f4a61a0fecf84fde16ba45aa/schrittmotor-nema-24-erklaerung-und-anwendungen-die-sie-kennen-solltenv1.jpeg "Die Parametrierung und Inbetriebnahme des Integrierten Motors ST NEMA24 von item Industrietechnik erfolgen komfortabel mit der Software item MotionSoftStepper (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/a1/64/a16493ce8f1e75a27e82aba33532b391/lineartechnik-einfach-erklaert-definition-vorteile-anwendungv1.jpeg "Lineartechnik kommt überall dort zum Einsatz, wo geführte Bewegungen entlang einer Achse erforderlich sind. Das item Linearsystem bietet die Basis für Einzelachsen, Synchronachsen sowie Mehrachsportale. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/45/8a/458add2ba48d38497829522cac80bbae/reinraum-fuer-pharma-medizintechnik-7-herausforderungen-und-wie-sie-sie-loesenv1.jpeg "Arbeiten unter Reinraumbedingungen: In der Pharma- und Medizintechnik sind kontrollierte Umgebungen eine zentrale Voraussetzung für sichere Produktionsprozesse. (Bild: item)")
EMO 2017 Sensorik in Spindellager integriert
Mit in Spindellagern integrierter Sensorik will Schaeffler Überlasten vermeiden und so Spindelschäden reduzieren. Analyse-Tools sollen die Auslastung zudem optimieren.
Anbieter zum Thema
:fill(fff,0)/p7i.vogel.de/companies/5d/92/5d92eae683273/lenord-bauer.jpg "Lenord_Bauer.jpg (Lenord, Bauer & Co. GmbH)")
Ausfallursache Nr. 1 bei Werkzeugmaschinen sind defekte Spindeln, insbesondere Schäden an den Spindellagern, die durch Crash (Kollision) und andauernde, aber unentdeckte Überlastung entstehen. Beispielsweise kann ein Auffahren des Werkzeugs auf das Werkstück zur Beschädigung der Spindellager und weiterer Komponenten in der Spindel führen. Im Fräsbetrieb erzeugt die Kombination von hohen Radiallasten, lang auskragenden Werkzeugen und hohen Drehzahlen speziell am Werkzeugmaschinen-Spindellager große Belastungen und ungünstige kinematische Verhältnisse. In Extremfällen sind dann kurzfristige Lagerausfälle möglich.
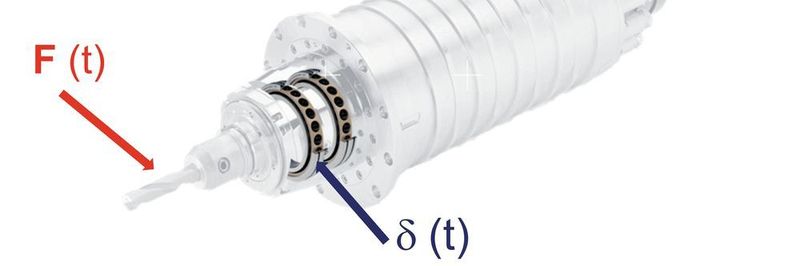
System misst Verlagerung der Spindel
Aus diesem Zusammenhang entwickelten die Schaeffler-Ingenieure ein System mit dem Ziel, Spindel-Ausfälle zu reduzieren, indem eine sehr schnelle Abschaltung der Spindel bei Crash-Situationen möglich wird. Darüber hinaus versetzt das System den Maschinenbetreiber in die Lage, die oben beschriebenen ungünstigen Betriebsbedingungen zu erkennen und seinen Bearbeitungsprozess gezielt zu verändern.
:quality(80)/images.vogel.de/vogelonline/bdb/1283100/1283111/original.jpg "(Schaeffler)")
:quality(80)/images.vogel.de/vogelonline/bdb/1283100/1283110/original.jpg "(Schaeffler)")
:quality(80)/images.vogel.de/vogelonline/bdb/1283100/1283113/original.jpg "(Schaeffler)")
Das komplett neu und spezifisch für diesen Einsatz entwickelte Sensorsystem misst mit einer hohen Auflösung die Verlagerung der Spindelwelle unter Last in fünf Raumrichtungen – drei translatorisch und zwei rotatorisch. Daraus sind mit dem entsprechenden Wälzlager-Know-how die kinematischen Bedingungen im Lager und daraus die betriebsrelevanten Größen wie Pressung, Bohr-Roll-Verhältnis und Käfigtaschenspiel eindeutig berechenbar. Übersteigen die gemessenen Einfederungen an den Wälzkörpern eine spezifische Schwelle, wird vom Sensorring ein elektrisches Warnsignal an die Maschinensteuerung ausgegeben. Die Schwelle wird von Schaeffler für jeden Spindel- und Maschinentyp individuell festgelegt. Der Schwellenwert lässt sich auch für andere Antriebskomponenten individuell festlegen, die eine niedrigere Belastungsgrenze als die Spindel haben und deren Belastung mit der der Spindel korreliert. „Für das System haben wir eigene Sensoren entwickelt, die entsprechend kompakt und wirtschaftlich sind. Herkömmliche Industriesensoren sind für diese Anwendung zu groß und auch zu teuer“, erklärt Dietmar Rudy, Entwicklungsleiter bei Schaeffler. Der Sensor befindet sich direkt an der Spindel. So sollen sich möglichst wenige Störgrößen wie elektromagnetische Wellen in der Nähe befinden.
:quality(80)/images.vogel.de/vogelonline/bdb/1247600/1247690/original.jpg "Die X-life M-Baureihe ist in drei Varianten mit unterschiedlicher Performance verfügbar: M, HCM und VCM. Sie bringt vor allem Werkzeugmaschinenherstellern Vorteile bei der Produktivität und Wettbewerbsfähigkeit. (Schaeffler)")
Spindellager
Neue Freiheit in der Motorspindelkonstruktion
:quality(80)/images.vogel.de/vogelonline/bdb/1272400/1272485/original.jpg "(Deutsche Messe)")
EMO 2017
Trends für die Produktionstechnik
Software und Algorithmen integriert
Die gesamte Software und alle erforderlichen Algorithmen sind in die Sensorik integriert. Das bedeutet, es sind keine weiteren Komponenten für das System notwendig. Es ist lokal funktionsfähig und gibt ein individualisiertes Warnsignal an die Maschinensteuerung aus, das folgende Einsatzzwecke ermöglicht:
- Detektion eines Crashs (Kollision): Die Sensorik ist in der Lage, innerhalb von 2 ms eine Überlastung an einem digitalen Ausgang anzuzeigen. Durch eine schnelle Abschaltung des Antriebes können so schwere Folgeschäden minimiert oder gar verhindert werden.
- Langzeitschutz für die Werkzeugmaschinenspindel: In der Praxis werden dauerhafte mechanische Überlastungen der Spindellager, z.B. beim Schruppen mit einem verschlissenen Werkzeug, nicht sofort erkannt. Löst das System bei diesem oder einem ähnlichen Szenario ein Warnsignal aus, kann der Betreiber das Bearbeitungsprogramm sehr frühzeitig schon nach Teil 1 modifizieren und die Spindelbelastung durch ein neues Werkzeug, veränderte Schnittwerte oder auch durch einen besser geeigneten Werkzeugtypen reduzieren. Er erreicht damit geringere Spitzenlasten, reduziert deren Anzahl und profitiert so von einer längeren Gebrauchsdauer der Spindel mit geringeren Ausfallzeiten der Werkzeugmaschine. Am Ende bedeutet das für den Betreiber mehr Produktionszeit und weniger Reparaturkosten.
:quality(80)/images.vogel.de/vogelonline/bdb/1163200/1163245/original.jpg "Mit seinem Smart Ecosystem 4.0 bietet Schaeffler eine ganzheitliche, cloudbasierte Soft- und Hardware-Infrastruktur, die von sensorisierten Komponenten bis zu digitalen Services alle Stufen der digitalen Wertschöpfung umfasst. (Schaeffler)")
Digitalisierung
Schaeffler: Wie aus Theorie Praxis wird
Praxistests erwünscht
Die Verlagerungsmessung mit dem Sensorring und der integrierten Belastungsüberwachung hat das Vorserien-Stadium erreicht und die erste Baugröße steht für Kunden zur praktischen Erprobung zur Verfügung.
Darüber hinaus entwickeln die Schaeffler-Ingenieure ein neues Analyse-Tool für die Optimierung der Spindelauslastung. Bei diesem System wird nicht nur ein Schwellenwert ausgegeben, sondern das beim Bearbeitungsprozess vom Sensorring gemessene Einfederungs-Kollektiv über der Zeitachse visualisiert. „So kennen wir die genaue Belastungsgrenze der Spindellager und können sowohl Über- als auch Unterlast vermeiden. Eine kontinuierlich optimale Auslastung bringt dem Maschinenbetreiber viele Vorteile“, sagt Rudy. Denn erstmals weiß dieser, mit wie viel Prozent er seine Spindel bei welcher Bearbeitung mechanisch auslastet. Er kann nun noch gezielter den Bearbeitungsprozess der Maschine hinsichtlich Auslastung und Gebrauchsdauer verändern. Durch den sichereren Betrieb im Grenzbereich erhöht er nicht nur seine Produktivität, sondern profitiert gleichzeitig von einer längeren Gebrauchsdauer der Spindel und von weniger Maschinenausfällen. (sh)
EMO 2017: Halle 7, Stand C42
:quality(80)/images.vogel.de/vogelonline/bdb/1282400/1282480/original.jpg "Standzeit innengkühlter Werkzeuge steigern und Effizienz erhöhen – die Hf-Motorspindel DC-S-DD mit Drehdurchführung macht's möglich. (Sycotec)")
Motorspindel
Wie Motorspindeln die Effizienz erhöhen
(ID:44786388)
:quality(80)/p7i.vogel.de/wcms/97/be/97be96aafc1a5a6c0f6f245520d60a2a/0126419125v2.jpeg "Komponenten in und um die Werkzeugmaschinen: Die EMO ist dafür eine Inspirationsquelle und Neuheitenmesse. (Bild: VDW)")
:quality(80)/p7i.vogel.de/wcms/a4/6c/a46c37d0f4941369fd4802e66bb95dda/0125185867v2.jpeg "Linearkugellager wie dieses von Ewellix sind eine Variante der Linearlager. Im Gegensatz zu herkömmlichen Kugellagern besitzen Linearkugellager einen axialen Kugelumlauf. (Bild: Ewellix)")