:quality(80)/p7i.vogel.de/wcms/17/91/17914750ffc7ba7a25184e575a16b673/adobestock-58742161--c2-a9-20doc-20rabe-20media-20-e2-80-93-20stock-adobe-com-6000x3377v1.jpeg "Wir haben Tipps & Tricks aus dem Bereich Digital Engineering gesammelt, um Konstrukteuren und Entwicklern die Arbeit zu erleichtern. (Bild: © DOC RABE Media – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/d1/aa/d1aa90fe57c7e869fad955f6fa5869a9/yamu-jay-green-energy-9062790-5376x3022v1.jpeg "Die neue Toolbox richtet sich an kleine und mittlere Unternehmen (KMU), Start-ups sowie an Entwicklungs- und Konstruktionsabteilungen, die zirkuläre Anforderungen systematisch in ihre Produkte integrieren möchten. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/99/3f/993f3507a25b1b01acdc1dfa064df03b/1-20--20spritzguss-c-uni-a-20grunwald-edit-4671x2627v1.jpeg "Nils Meyer (rechts) und Projekt-Mitarbeiter Julian Greif entwickeln ein KI-Tool, um die Bauteilentwicklung im Spritzguss zu optimieren. (Bild: Universität Augsburg)")
:quality(80)/p7i.vogel.de/wcms/87/c2/87c2b4e3161b9d7ff5816852a1f05a64/0132403102v1v1.jpeg "(Bild: Vogel Professional Education)")
:quality(80)/p7i.vogel.de/wcms/16/00/1600883e04215e4e3863e4a941e364c0/newsimage424941-2000x1124v1.jpeg "Mit Kassandra tauchen Teams in eine Thriller‑Story ein, lösen unter Zeitdruck KI‑Challenges. (Bild: Fraunhofer FIT)")
:quality(80)/p7i.vogel.de/wcms/d8/d4/d8d4786533658531dd7f5d383c020f54/-sb-3254-3000x1687v1.jpeg "Auch 2026 heißt es in Würzburg wieder „Herzlich willkommen\" für Konstruktions- und Entwicklungsleiter aus ganz Deutschland. (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/6a/a2/6aa2fd64ba0c25f801e56e55010fb1ef/eia-202026-morris-20and-20stoesser-nonepo-4-1920x1079v1.jpeg "Die Technik eignet sich auch für flache Kanäle. (Bild: Emrgy)")
:quality(80)/p7i.vogel.de/wcms/b9/00/b900518354ac558a14bc60599284bff0/gemini-generated-image-physical-20ai-2728x1536v1.png "Wahrnehmen, entscheiden, handeln: Bei Physical AI verschmelzen Aktorik, 3D-Sensorik und Edge-Computing zu einem geschlossenen System. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/2b/74/2b742c03a01b74f11307d3e05ed3120a/image-1-aktiv-pfc-954x537v1.jpeg "Die Aktiv PFC (Power Factor Correction), zu Deutsch „Leistungsfaktorkorrektur“, verfolgt den Ansatz, Stromoberwellen gar nicht erst entstehen zu lassen, anstatt sie hinterher aufwendig mit zusätzlichen Komponenten herauszufiltern. (Bild: EBM-Papst)")
:quality(80)/p7i.vogel.de/wcms/83/93/83935dca5289556988d7d2e9f2183d82/-sb-3254-3000x1687v1.jpeg "Würzburg im Oktober heißt: zwei Tage rund um die Frage, wie sich Produktentwicklung heute effizient und zukunftsfähig gestalten lässt. (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/e9/03/e90306f116f570daebed16b9684b9445/item-20fa-20schutzz-c3-a4une-20planen-20-bild2-1469x827v1.png "Digitale Konfiguratoren wie die von Item vereinfachen die Planung kompletter Schutzzäune über eine intuitive Benutzeroberfläche. (Bild: Item)")
:quality(80)/p7i.vogel.de/wcms/1a/d9/1ad9efc8a86adc6031d22f7473e0d390/0132121730v1.jpeg "Nachdem es in den ersten vier Monaten 2026 für die deutsche Industrie in Sachen Auftragslage eher mau aussah, hat der Mai als Wonnemonat seinem Namen wohl Ehre gemacht. Analysten glauben nun zwar an mehr Sonne, doch die Wolken sind noch nicht verschwunden ... (Bild: Solarfans)")
:quality(80)/p7i.vogel.de/wcms/a0/03/a003d1d5ee83399f232303f7c50bd93b/geralt-statistics-4623842-4752x2672v1.jpeg "Erholung mit Risiken: Deutschlands Wirtschaft zwischen geopolitischer Unsicherheit und technologischem Aufschwung. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/aa/e1/aae1d4890329b20e40f4ebbc782705c7/aussenhandel-saisonbereinigt-2048x1151v1.png "Im April 2026 sind die deutschen Exporte gegenüber März 2026 kalender- und saisonbereinigt um 0,9 Prozent und die Importe um 1,2 Prozent gestiegen. (Bild: Destatis)")
:quality(80)/p7i.vogel.de/wcms/76/32/763233e84c4054d0c8634dad6c6141fc/adobestock-2035398302-2730x1536v1.jpeg "Wir zeigen, wie aus mechanischen Fächern und maritimen Lüftungssystemen der moderne Hochleistungsventilator wurde. (Bild: © Olga Ко – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/09/2a/092ad24dd4b603abc12e017024d5be85/digitalerzwillingjoseph-von-fraunhofer-20-282-29-6200x3489v1.jpeg "Auf der Hannover Messe 2026 konnten sich Besucher mit dem digitalen Zwilling von Joseph von Fraunhofer unterhalten – das Metaverse und KI machen es möglich. (Bild: Fraunhofer-Gesellschaft)")
:quality(80)/p7i.vogel.de/wcms/2f/2b/2f2b46d8cd0987790d053a0ecc434833/aumovio-pp-dtco-1-1772x997v1.jpeg "20 Jahre digitaler Tachograph: Wie sich das Gerät vom Kontrollgerät zum Datenhub im Güterverkehr entwickelt hat. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/bf/45/bf4523ff21e3add62ccd8390c5bfea7a/adobestock-726557427--c2-a9-20vladan-20-e2-80-93-20stock-adobe-com-ki-generiert-3580x2016v1.jpeg "Astronomie erforscht die Welt der Galaxien und versucht, Entstehung, Aufbau und Entwicklung des Universums zu erklären. (Bild: © Vladan – stock.adobe.com_KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/a5/85/a585fd3e9719eb236ee815591f370261/ergonomischer-montagearbeitsplatz-gesuender-und-effizienter-arbeitenv1.jpeg "Ein ergonomisch eingerichteter Montagearbeitsplatz unterstützt effiziente Arbeitsabläufe und reduziert körperliche Belastungen. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/57/77/5777fa6040a24e6a62e9b06a5ba3196b/itemde-vogel-advertorial-mobile-roboter-in-der-industrie-headerbildv1.jpeg "Mit standardisierten Base Carts und individuell konfigurierbaren Top Modulen bietet item passgenaue Lösungen für unterschiedliche Transportaufgaben (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/50/8c/508ccaa2f4a61a0fecf84fde16ba45aa/schrittmotor-nema-24-erklaerung-und-anwendungen-die-sie-kennen-solltenv1.jpeg "Die Parametrierung und Inbetriebnahme des Integrierten Motors ST NEMA24 von item Industrietechnik erfolgen komfortabel mit der Software item MotionSoftStepper (Bild: item)")
Dichtungen Noch billiger und doch besser: Geht das bei O-Ringen?
Wie bessere Schadensanalyse, Prüftechnik und Simulation zu nachhaltigen Kosteneinsparungen führen können.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/130700/130777/65.jpg "Neues Logo_550 pxl_maxon_logo_standard_rgb_50mm.jpg ()")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/20800/20842/65.jpg "Logo_42mm.JPG ()")
Es ist sicherlich kein Zufall, dass Milliarden von O-Ringen, die jedes Jahr verbaut werden, problemlos funktionieren und das bei kontinuierlich sinkenden Beschaffungspreisen. Allerdings darf nicht übersehen werden, dass der Schaden durch ausgefallene O-Ringe vermutlich die gesamten Beschaffungskosten bei weitem übertrifft.
Das heißt, dass viele Anwender noch lange nicht den für sie wirtschaftlichsten Umgang mit O-Ringen gefunden haben. Dabei haben sich die Randbedingungen für die Anwender erheblich verbessert. Eine globale Beschaffungswelt und der Fortschritt der Technik in der Prüf- und Fertigungstechnologie haben für erheblich günstigere Herstellungskosten bei O-Ringen gesorgt, bei mehr Sicherheit. Darüber hinaus stehen leistungsfähigere Werkstoffe zur Verfügung. Jetzt gilt es noch für den Anwender, sich dies auch zu Nutze zu machen und sich nicht allein dem Diktat der niedrigsten Beschaffungskosten unterzuordnen.
Häufig wird ein neuer O-Ring noch auf dem „klassischen“ Weg beschafft: Der Anwender er-stellt ein konservatives Lastenheft, oft mit hausinternen Spezifikationen, die jahrzehntealte Prüfmethoden und Sollwerte verwenden, man verlässt sich auf altbekannte Materialfamilien und schließlich hofft man, dass dieser Weg eine problemfreie Dichtungslösung ergibt.
In vielen Fällen mag dieser Weg erfolgversprechend sein, nachhaltig – sowohl in qualitativer und wirtschaftlicher Hinsicht – ist er oft nicht. Bei komplexen Dichtungsanwendungen hingegen, ist es ratsam öfter einmal das Pferd auch von hinten aufzuzäumen.
Lernen aus der Schadensanalyse
Noch vor 20 bis 30 Jahren war die Schadensanalyse von Dichtungen hauptsächlich ein Bereich für Dichtungen aus der Hydraulik. Inzwischen ist sie auch in allen anderen Gebieten der Dichtungstechnik ein wichtiges Werkzeug zum besseren Verstehen von Dichtungssystemen und zum nachhaltigen Abstellen von möglichen Schadensursachen geworden. Sehr hilfreich ist ein praxisorientierter Ansatz auf wissenschaftlicher Grundlage.

Mit Hilfe moderner Digitalmikroskope und wo nötig weiterer Analysemethoden (REM-EDX, GC-MS, IR-Spektroskopie, DSC und TGA) lassen sich in den meisten Fällen schnelle und treffsichere Lösungen finden. Fließen Informationen aus Schadensfällen aus dem eigenen Haus, aber auch aus Schulungen und Fachliteratur in Neuprojekte ein, lassen sich kostengünstige – weil nachhaltige – Lösungen finden. Seit seiner Gründung sind im O-Ring Prüflabor bisher ca. 1500 Schadensanalysen allein an O-Ringen durchgeführt worden. Diese Erfahrung geht direkt in die angebotenen Seminare mit ein.
Mehr Sicherheit durch besondere Prüftechniken
Prüfmethoden wie Härte, Dichte, Zugversuch und Alterungen werden noch in den nächsten Jahrzehnten das Kerngeschäft der Gummiprüfung darstellen, können aber durch entsprechendes Fachwissen heutzutage besser genutzt und gedeutet werden. Deswegen ist es von Nutzen bei komplexeren Anwendungen mit erfahrenen Werkstoffprüfern, sei es von einem Hersteller oder einem unabhängigen akkreditierten Prüflabor, in Kontakt zu treten. Gerade die Akkreditierung ist ein unabhängiges Prüfsiegel für die Kompetenz eines Labors. Ergebnisse von solchen Laboren sind nicht nur belastbarer, sondern werden auch als unabhängiger und kompetenter Nachweis der Sorgfaltspflicht von Versicherungen und Gerichten anerkannt und können damit Doppelprüfungen vermeiden.
Es kann sehr hilfreich sein entweder klassische Prüfmethode innovativ zu deuten oder neuere Methoden innovativ einzusetzen. So gibt bspw. der Vergleich unterschiedlicher Druckverformungsrest-Prüfverfahren (ISO 815-1 Verfahren A und B) wertvolle Aussage über das Kristallisationsverhalten mancher Werkstoffe. Oder die Ermittlung des Kälteverhaltens mittels DSC oder der unbekannteren TR10-Methode gibt mehr Aussagen als eine klassische Biegeprüfung in der Kälte.

Hinzu kommt, dass in den letzten Jahren ehemals teure Laborprüfverfahren immer häufiger und günstiger zur Verfügung stehen (z.B. TGA, DSC, DMA, GC-MS, FTIR-Spektroskopie, Druckspannungsrelaxation nach ISO 3384-1). Für die zunehmende Anzahl an Mikro-Bauteilen erschließen sich zum Beispiel mit dem LNP-Messgerät neue Welten an Prüfmöglichkeiten auch für kleinste O-Ringe. Der stärkere Einsatz dieser gerätetechnisch eher auf-wendigen Prüfungen gibt damit Anwendern belastbare Kennwerte zur Hand, um wichtige Entscheidungen bei der Qualifikation von neuen Rezepturen bzw. beim Ersatz bewährter Rezepturen treffen zu können. Außerdem bekommt der Anwender durch diese Verfahren auch mehr Transparenz in der komplexen Welt der Gummirezepturen. Damit kann das Risiko für Fehlentscheidungen reduziert und die Entstehung von Kosten für unnötige Versuche reduziert werden.
Weniger Trial und Error durch Simulation
Stehen nun aussagekräftige und belastbare Materialkennwerte zur Verfügung, lassen sich heute immer treffgenauere FEA-Simulationen von O-Ring Anwendungen durchführen. Ins-besondere können Materialdaten, welche durch eine Multi-Frequenz-Analyse mittels DMA-Analyse gewonnen werden, die Viskoelastizität von Elastomeren über den kompletten Temperatureinsatzbereich abbilden. Damit lassen sich anwendungsabhängig Funktionsgrenzen bei tiefen Temperaturen simulieren, ebenso wie kritische dynamische Spaltänderungen.
Aber nicht nur der Dichtungseinsatz, sondern auch die Herstellung einer Dichtung und in Sonderfällen sogar schon die Alterung eines Werkstoffes oder mögliche Schadensmechanismen können simuliert werden. Es muss aber zugegeben werden, dass das „Füttern“ eines Berechnungsprogrammes mit Materialdaten (noch) einen relativ großen Prüfaufwand dar-stellt, der bei kleineren Dichtungsanwendungen oft nicht gerechtfertigt ist.
Bessere Qualifizierung
Anwender, die sich mit diesen drei oben genannten Bereichen befassen und über ein fundiertes Werkstoff- und Dichtungs-Know-how – sei es durch Literatur oder Seminarbesuche – verfügen, können sich nun viel gezielter mit folgenden Punkten auseinandersetzen:
Wenn man bei O-Ringen von besseren Werkstoffen redet, kann sich das auf unterschiedliche Eigenschaften beziehen, welche helfen, den Marktanforderungen nach höherer Temperaturbeständigkeit bzw. nach längerer Lebensdauer, nach besserer Kälteflexibilität oder chemischer Beständigkeit zu entsprechen. In den letzten Jahren haben sich einige Innovationen durchgesetzt, wie z.B. der Ersatz vieler NBR durch HNBR-O-Ringe oder der vermehrte Einsatz peroxidisch vernetzten FKMs mit verbesserter Tieftemperaturflexibilität im Vergleich zu bisphenolisch vernetzten.

Bei EPDM-Werkstoffen für Kühlwasseranwendungen wurde die Hochtemperaturbeständigkeit verbessert, bei FFKM-Werkstoffen wurde ein Durchbruch bei der Verbesserung der Kälteflexibilität erreicht, auch ist man bei dieser Werkstoffgruppe bei der Optimierung der Hochtemperatur- und Heißwasserbeständigkeit weitergekommen. Verfügbare FKM-Rezepturen wurden von der Dichtungsindustrie bezüglich Kompatibilität mit neuen synthetischen Kraftstoffen überprüft.
Bessere Spezifikationen
Grundvoraussetzung für eine gute O-Ring Spezifikation ist, dass nicht nur wichtige Rezeptureigenschaften vorgegeben werden, sondern dass auch der Vulkanisationsgrad der O-Ringe spezifiziert wird, d.h., dass der Lieferant auch bestimmte Eigenschaften an O-Ringen zusichern muss und nicht nur an Normprobekörpern. Seit April 2015 steht dem Anwender erstmals eine O-Ring Norm zur Verfügung, die für alle wesentlichen Werkstoff-Familien wichtige Rezeptureigenschaften sowie O-Ring-Eigenschaften (u.a. Härte und Druckverformungsrest) definiert. Der Anwender kann damit herstellerunabhängig einen guten Stand der Technik absichern.
Mit Hilfe der ISO 3601-5 und eigenen Erfahrungswerten durch gute Schadensanalysen und innovative Werkstoffprüfung können nun Benutzer von Dichtungen treffsicherer für ihre Anwendungen Hausspezifikationen erstellen, ohne von Herstellern Unmögliches zu verlangen.
Bessere Qualitätskontrolle
Neben der Kontrolle der werkstofflichen Eigenschaften an frisch produzierten Dichtungen, müssen auch mögliche Oberflächenabweichungen überprüft werden. Daher ist eine Sortier- bzw. Kontrollabteilung fester Bestandteil einer O-Ring Produktion, wenn diese Tätigkeit nicht ausgelagert wird. Was letztlich als eine unzulässige Oberflächenabweichung darstellt, ist in der ISO 3601 Teil 3 geregelt.
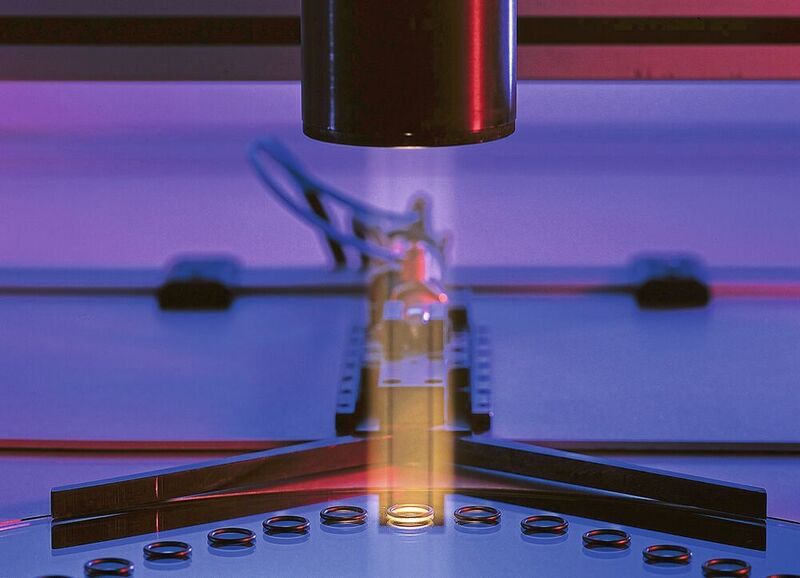
Seit ca. 20 Jahren werden zur Aussortierung von schlechten O-Ringen zunehmend Kontrollautomaten eingesetzt. Diese gibt es von unterschiedlichen Herstellern, von der einfachen einseitigen Sichtprüfung über die umseitige Sichtprüfung, jeweils im spannungsfreien Zustand, bis zu einer umseitigen Prüfung im verformten Zustand, wodurch auch Anrisse erkannt werden können.
Der enorme Vorteil einer automatischen Sichtprüfung liegt in der geringen Durchschlupfrate von fehlerhaften O-Ringen im Vergleich zu einer manuellen Prüfung. Der Einsatz dieser Maschinen führt in der Regel zwar zu Mehrkosten, aber natürlich auch zu mehr Sicherheit und damit zu geringeren Ausfallkosten.
Kleinste O-Ringe können heute ebenso wie große vollautomatisiert auf Oberflächenfehler kontrolliert werden und reduzieren damit das Ausfallrisiko. Das sind nur ein paar Beispiele dafür, welche neuen Ansätze durch innovative Qualitätskontrolle möglich sind.
Besser Produziert
Herstellungskosten lassen sich durch die Produktionsmethode (z.B. Spritzgießen statt Pressen), die Reduktion der Zykluszeit und den Produktionsstandort beeinflussen. Der technologische Vorsprung bei der O-Ring-Herstellung in Deutschland, Italien, Frankreich oder in an-deren Industrieländern sollte auch in der Kostenbilanz nicht unterschätzt werden.
Der deutlich höhere Qualitätsstandard bei der Produktion in diesen Ländern wird auf Dauer sicher auch zu deutlich geringeren Qualitätskosten der Kunden durch Reklamationsbearbeitung und Produktionsausfällen führen.
Sicherer montiert
Weitere Fortschritte gibt es auch in der Automationstechnik bei der O-Ring Montage. In Verbindung mit speziellen Beschichtungen können damit Ausfälle durch Fehlmontage weiter reduziert werden.
Ist so viel Verbesserung tatsächlich billiger?
Diese Frage lässt sich mit einem Ja und Nein beantworten. Natürlich kostet ein so viel mehr an Technologie und Qualität auch Geld. Allerdings ist offensichtlich, dass sich die Gesamt-kosten, die O-Ringe erzeugen, nur zu einem geringen Anteil aus der Beschaffung ergeben. Wenn man also nachhaltige Kostenbetrachtungen über O-Ringe anstellen möchte, muss man ganzheitlich alle von O-Ringen erzeugte Kosten betrachten und erfassen (Qualifikationsprüfungen, Beschaffungskosten, Prüfkosten, Montagekosten, Lagerkosten, Reklamationskosten usw.).
Häufig vergessen: Nicht quantifizierbare Kosten sind nicht erfolgte Aufträge wegen unzufriedener Kunden. O-Ringe werden also in der Gesamtbilanz „billiger“, wenn das Gesamtpaket an Kosten abnimmt, welche durch sie erzeugt werden, was natürlich keineswegs eine Reduktion der Beschaffungskosten ausschließt.
Mit diesem Artikel konnte aufgezeigt werden, dass das Normteil O-Ring trotz seiner Einfachheit und seines Alters von über 150 Jahren immer noch einem ständigen Kostendruck, aber auch einer steten technischen Weiterentwicklung unterworfen ist.
(ID:46184871)
:quality(80)/p7i.vogel.de/wcms/d6/7a/d67a7e28233885a6dd825988ccf15423/0126436865v3.jpeg "Zum Voss-Wasserstoff-Portfolio aus Stahlprodukten gehören das Schneidringsystem Vossring M und die dazugehörigen Rohrverschraubungen sowie Einschraubstutzen. (Bild: Voss Fluid)")
:quality(80)/p7i.vogel.de/wcms/28/4e/284ef3c48b0c4609558254d056b60c66/0126113524v2.jpeg "Damit die Energiewende gelingen kann, müssen Maschinen und Anlagen energieeffizient arbeiten. (Bild: © OlegDoroshin - stock.adobe.com)")