:quality(80)/p7i.vogel.de/wcms/18/f6/18f66d31f5e85f6b65785d9975c7c206/2026-060-schaedigung-20metall-bild-202-1442x811v1.png "Unter Schubbelastung können Verunreinigungen in Form von steifen Partikeln dazu führen, dass das Volumen von Poren unter Verformung bis auf das Sechsfache steigt. (Bild: KIT)")
:quality(80)/p7i.vogel.de/wcms/25/4c/254c93f7769ee82b8be8d24b8a971a1b/bild1-pgn-plus-anwendungsbild-07-04-2018-5760x3238v1.jpeg "Dank einer digitalen Lösung für die Werkstoffauswahl konnte Schunk neue emissionsreduzierende Ansätze ermitteln und den CO2-Ausstoß von Produkten reduzieren. (Bild: Schunk)")
:quality(80)/p7i.vogel.de/wcms/ed/b9/edb95e3cf7d170ef13d917b24d14064d/newsimage423895-4000x2249v1.jpeg "Empa-Forschende wollen beschädigte Brücken und andere Stahlkonstruktionen mithilfe des 3D-Metalldrucks reparieren. (Bild: Empa)")
:quality(80)/p7i.vogel.de/wcms/03/e3/03e358c7d85b64d95c4c2c972c7491f8/94048294.jpeg "Bei neuen Produktideen spielen die Kosten eine maßgebliche Rolle. Mit Design-to-Cost-Methoden lässt sich genau planen, wie Kosten am besten eingespart werden. (Bild: gemeinfrei)")
:quality(80)/p7i.vogel.de/wcms/89/c9/89c911ebddb1646a110a82e7e9900eae/manufacturing-20-26-20industrial-2-1450x816v1.png "Eine digitale Konstruktion schafft noch keinen digitalen Prozess. Manuelle Übergaben zwischen Konstruktion, Vertrieb und ERP verhindern dies und werden zunehmend zu Wachstumsproblemen. (Bild: Emporix)")
:quality(80)/p7i.vogel.de/wcms/6e/35/6e3563e715be749a19ceacd881c438b9/fachbeitrag-tda-inventor-pdm-2730x1536v1.png "Drei Tage für eine Variante, die sich hätte automatisieren lassen: Warum manuelle Konstruktionsprozesse heute keine Option mehr sind. (Bild: Lino GmbH)")
:quality(80)/p7i.vogel.de/wcms/7b/43/7b43e3b58abe3493f197df0e4b57661c/bild-201-20ace-20jeshoots-com-city-1940691-b-2097x2097px-20300-20dpi-2097x1180v1.jpeg "Bei den Kleinstoßdämpfern für seine Schiebetüren setzt das ungarische Unternehmen Metall 99 auf Produkte von ACE Stoßdämpfer. (Bild: Jan Vasek, www.jeshoots.com)")
:quality(80)/p7i.vogel.de/wcms/ba/dd/badd93a91d45c64afaec904e6dbd0ee8/0132051842v2.jpeg "Der Grundlagentag Wärmemanagement ist ein wesentlicher Bestandteil der Fachkonferenz „Power of Electronics” und hat sich ursprünglich aus den „Cooling Days” entwickelt. (Bild: Stefan Bausewein)")
:quality(80)/p7i.vogel.de/wcms/10/76/10766ddc9c12e547d5fc8ebd4cc4cd7c/isi-6927-kopie-8256x4642v1.jpeg "Lang fit und selbstständig: Industrie und Wissenschaft entwickeln Gesundheitsassistenten der Zukunft. (Bild: Iris Maurer)")
:quality(80)/p7i.vogel.de/wcms/83/93/83935dca5289556988d7d2e9f2183d82/-sb-3254-3000x1687v1.jpeg "Würzburg im Oktober heißt: zwei Tage rund um die Frage, wie sich Produktentwicklung heute effizient und zukunftsfähig gestalten lässt. (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/e9/03/e90306f116f570daebed16b9684b9445/item-20fa-20schutzz-c3-a4une-20planen-20-bild2-1469x827v1.png "Digitale Konfiguratoren wie die von Item vereinfachen die Planung kompletter Schutzzäune über eine intuitive Benutzeroberfläche. (Bild: Item)")
:quality(80)/p7i.vogel.de/wcms/c9/47/c947857cac38244999f2b6f4e96a01de/thedigitalartist-ai-generated-8070000-3120x1754v1.jpeg "Die NIS-2-Richtlinie ist in Deutschland bereits am 6. Dezember 2025 in Kraft getreten – doch nur wenige Unternehmen haben die Vorgaben bislang umgesetzt. (Bild: TheDigitalArtist)")
:quality(80)/p7i.vogel.de/wcms/a0/03/a003d1d5ee83399f232303f7c50bd93b/geralt-statistics-4623842-4752x2672v1.jpeg "Erholung mit Risiken: Deutschlands Wirtschaft zwischen geopolitischer Unsicherheit und technologischem Aufschwung. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/aa/e1/aae1d4890329b20e40f4ebbc782705c7/aussenhandel-saisonbereinigt-2048x1151v1.png "Im April 2026 sind die deutschen Exporte gegenüber März 2026 kalender- und saisonbereinigt um 0,9 Prozent und die Importe um 1,2 Prozent gestiegen. (Bild: Destatis)")
:quality(80)/p7i.vogel.de/wcms/0c/a8/0ca87f2101343b426f8a2efa3f7ed80b/adobestock-1979349822--c2-a9-20deni-20-e2-80-93-20stock-adobe-com-ki-generiert-4093x2304v1.jpeg "Ingenieure sind das entscheidende Bindeglied für KI im Praxiseinsatz. Sie bringen das essenzielle Wissen mit, KI-Modelle zu trainieren, einzuschätzen und richtig anzuwenden. (Bild: © deni – stock.adobe.com | KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/76/32/763233e84c4054d0c8634dad6c6141fc/adobestock-2035398302-2730x1536v1.jpeg "Wir zeigen, wie aus mechanischen Fächern und maritimen Lüftungssystemen der moderne Hochleistungsventilator wurde. (Bild: © Olga Ко – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/09/2a/092ad24dd4b603abc12e017024d5be85/digitalerzwillingjoseph-von-fraunhofer-20-282-29-6200x3489v1.jpeg "Auf der Hannover Messe 2026 konnten sich Besucher mit dem digitalen Zwilling von Joseph von Fraunhofer unterhalten – das Metaverse und KI machen es möglich. (Bild: Fraunhofer-Gesellschaft)")
:quality(80)/p7i.vogel.de/wcms/2f/2b/2f2b46d8cd0987790d053a0ecc434833/aumovio-pp-dtco-1-1772x997v1.jpeg "20 Jahre digitaler Tachograph: Wie sich das Gerät vom Kontrollgerät zum Datenhub im Güterverkehr entwickelt hat. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/bf/45/bf4523ff21e3add62ccd8390c5bfea7a/adobestock-726557427--c2-a9-20vladan-20-e2-80-93-20stock-adobe-com-ki-generiert-3580x2016v1.jpeg "Astronomie erforscht die Welt der Galaxien und versucht, Entstehung, Aufbau und Entwicklung des Universums zu erklären. (Bild: © Vladan – stock.adobe.com_KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/50/8c/508ccaa2f4a61a0fecf84fde16ba45aa/schrittmotor-nema-24-erklaerung-und-anwendungen-die-sie-kennen-solltenv1.jpeg "Die Parametrierung und Inbetriebnahme des Integrierten Motors ST NEMA24 von item Industrietechnik erfolgen komfortabel mit der Software item MotionSoftStepper (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/a1/64/a16493ce8f1e75a27e82aba33532b391/lineartechnik-einfach-erklaert-definition-vorteile-anwendungv1.jpeg "Lineartechnik kommt überall dort zum Einsatz, wo geführte Bewegungen entlang einer Achse erforderlich sind. Das item Linearsystem bietet die Basis für Einzelachsen, Synchronachsen sowie Mehrachsportale. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/45/8a/458add2ba48d38497829522cac80bbae/reinraum-fuer-pharma-medizintechnik-7-herausforderungen-und-wie-sie-sie-loesenv1.jpeg "Arbeiten unter Reinraumbedingungen: In der Pharma- und Medizintechnik sind kontrollierte Umgebungen eine zentrale Voraussetzung für sichere Produktionsprozesse. (Bild: item)")
Laserschmelzen Metall-3D-Druck für Mini-Werkzeughalter in der Zerspanung
Viele Branchen rufen nach immer kleineren Bearbeitungssystemen. In der Zerspanungswelt werden immer kleinere Werkzeuge gebraucht. Mapal geht das Problem auf intelligente Art und Weise an.
Anbieter zum Thema
:fill(fff,0)/p7i.vogel.de/companies/64/1b/641b1b39912ca/heraeus-wm-amloy-untereinander-rgb.png "heraeus-wm-amloy-untereinander-rgb (Heraeus AMLOY Technologies GmbH)")
Sei es in der Elektrotechnik, der Medizintechnik, im Luft- und Raumfahrtbereich, der Uhrenindustrie oder in der Robotik und im Maschinenbau – viele Produkte werden immer kleiner, dabei aber smarter, bedienerfreundlicher und leistungsstärker gestaltet. Das Thema Platz ist damit entscheidend. Denn nicht nur am Handgelenk, in der Hosentasche, an Bord eines Flugzeugs oder im menschlichen Körper ist der Platz begrenzt, sondern auch in den Produktionshallen der Unternehmen. 3D-Druck kann Abhilfe bei Problemen mit der Miniaturisierung schaffen.
Aus diesem Anspruch heraus entsteht die Forderung nach Produktivität auf engstem Raum, der den Kreislauf der Miniaturisierung auf die gesamte Wertschöpfungsebene überträgt. Die Maschinen- und Werkzeugtechnologie in diesem Kleinstsektor erfordert, dass auch im Bereich der Spanntechnik immer mehr Funktionen auf kleinstem Raum erfüllt werden müssen.
Kühlschmierführung aus dem 3D-Drucker
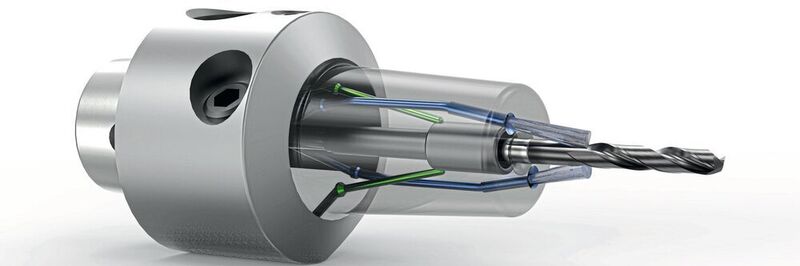
Die Rundlaufgenauigkeit der Spannfutter für Spanungsdicken, die im Bereich von wenigen Tausendstel Millimetern liegen, muss nahezu bei null liegen. Denn nur so können gute Oberflächen bei höchsten Drehzahlen und langer Standzeit der Werkzeuge erreicht werden. Zudem muss prozesssicher dafür gesorgt werden, dass jegliche Verschmutzung durch Mikropartikel ausgeschlossen ist. Ein weiteres Thema bei der Zerspanung im Kleinstsektor ist die Versorgung mit Kühlschmierstoff. Zu viel Medium bedeutet aufwendiges nachgelagertes Bauteilreinigen, zu wenig oder keine Kühlung wiederum führen zu Qualitäts- und Produktivitätseinbußen.

Einfache Handhabung trotz geringer Größe
Wenn dann auch noch das Handling einfach gestaltet sein muss, stoße die konventionelle Fertigung an ihre Grenzen. „Je kleiner Werkzeug und Spannfutter sind, desto einfacher muss die Handhabung sein. Denn mit jeder Verkleinerung wird der Umgang mit externen Peripheriegeräten umständlicher und schwieriger“, erklärt Jochen Schmidt, Produktmanager Spanntechnik bei Mapal. Mit der Schrumpf- oder der Spannzangentechnik dauert es länger, bis die Werkzeuge einsatzbereit sind. Auch summieren sich bei mehrteiligen Aufbauten die einzelnen Abweichungen der Komponenten zu einer nicht unerheblichen Fehlerkette.
Aufnahme für 3-mm-Werkzeuge mit selektivem Laserschmelzen entwickelt
„Wir nutzen die Additive Fertigung durch selektives Laserschmelzen“, sagt Schmidt. Und zwar immer dann, wenn additiv gefertigte Produkte einen klaren Mehrwert bieten können. Mit diesem Herstellungsverfahrens hat Mapal Spannfutter im Miniaturformat mit HSK-E25-Aufnahme gefertigt, beispielsweise für die Direktspannung von Werkzeugen mit einem Durchmesser von 3 mm.
Für eine möglichst gute Rundlaufgenauigkeit wurden Spannkammersysteme in die Spannfutter integriert, die sich an den Schaft des Werkzeuges anlegen. Damit Mikroschmutz verdrängt wird, sind sie mit Schmutzrillen ausgestattet. Die geforderte Wuchtgüte wird mithilfe innenliegender Wuchtgeometrien samt Stützstrukturen, die auch für eine Optimierungen hinsichtlich Gewicht und Festigkeit sorgen, sichergestellt. „Insgesamt erreichen wir mit unseren Futtern im Kleinformat ein homogeneres und spindelschonenderes Beschleunigen und Abbremsen des Werkzeugsystems aus Spannfutter und Werkzeug“, sagt Jochen Schmidt.
Kühlschmierstoff trifft gezielt die Wirkstelle
Nur mit der Additiven Fertigung ist es Mapal gelungen, die Spannfutter für den Kleinstsektor mit dezentralen Kühlmittelaustritten auszustatten. Über Parameter wie Kühlmitteldruck, Einstellmaß und Drehzahl sind diese Austritte so ausgelegt, dass sie den Kühlschmierstoff gezielt an die Wirkstelle befördern. Im besten Fall wird eine dosierte Verlustschmierung, die eine anschließende Reinigung der Bauteile überflüssig macht, erreicht.
:quality(80)/images.vogel.de/vogelonline/bdb/1339600/1339684/original.jpg "Die neuen Vertikalschränke UNIBASE-V ermöglichen die sichere, stehende Lagerung von schweren, vormontierten Werkzeugen. (Mapal)")
Vertikalschrank
Neue Möglichkeiten im Bereich der Werkzeugausgabe
„Zur Implementierung unserer Futter sind weder Schulungen noch hohe Rüstkosten oder teure Peripheriegeräte vonnöten“, verspricht Schmidt. Denn: Die Hydrodehnspannfutter werden über eine einfache Schraube betätigt.
Hydrodehn-Außenspanntechnik für Hüftgelenke
Auch für die Werkstückspannung bieten sich wegen der MIni-Hydrodehnspannfutter neue Möglichkeiten. Beispielsweise bei der Spannung von Hüftgelenkkugeln. „Hier nutzen wird die Hydrodehn-Außenspanntechnik. Durch speziell geformte Spannkammern im Inneren des Futters sowie eine besondere Außengeometrie werden die Kugeln sehr präzise und gleichzeitig schonend gespannt“, erläutert Schmidt. Gerade in der Medizintechnik nehmen Themen wie die reproduzierbare Präzision einen hohen Stellenwert ein.
(ID:45380203)
:quality(80)/p7i.vogel.de/wcms/17/23/172382110b585f0f7c23f0f6dc42d386/0126983566v2.jpeg "Individualisierte Handschiene aus Kunststoff, hergestellt im 3D-Drucker. (Bild: © mari1408 - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/eb/9a/eb9ad7917c8f3361e75dab7c9c34c4dc/0127877625v2.jpeg "Stratasys hat mit Poly-Jet Tough-One White ein neues Material für seine Poly-Jet-Drucker eingeführt. Das Material zeichnet sich durch eine verbesserte Schlagfestigkeit und Flexibilität aus, die bohr-, fräs- und selbstschneidende Eigenschaften ermöglicht. (Bild: Stratasys)")