:quality(80)/p7i.vogel.de/wcms/18/c0/18c07c769db4df3a950fb887719265dc/general-fusion-lm26-7008x3940v1.jpeg "General Fusion nutzt multiphysikalische Simulationen, um das Verhalten seiner Fusionsdemonstrationsanlage zu analysieren und zu optimieren. (Bild: General Fusion)")
:quality(80)/p7i.vogel.de/wcms/d9/e0/d9e0a52ace6a70cb7f40b6647ea634a7/p90642837-highres-bmw-group-and-mistra-2573x1447v1.jpeg "BMW kann auf einen historischen Datensatz aus virtuellen Crashsimulationen von mehr als einem Petabyte zugeifen und damit sein industrielles KI-Modell trainieren. (Bild: BMW)")
:quality(80)/p7i.vogel.de/wcms/eb/0e/eb0ebbc439b9156460b875564800346b/pexels-markusspiske-9858904-1613x908v1.jpeg "Der Jahresbericht des Deutschen Patent- und Markenamts (DPMA) zeigt eine deutlich steigende Dynamik bei Patentanmeldungen, insbesondere in der Batterietechnik. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/89/c9/89c911ebddb1646a110a82e7e9900eae/manufacturing-20-26-20industrial-2-1450x816v1.png "Eine digitale Konstruktion schafft noch keinen digitalen Prozess. Manuelle Übergaben zwischen Konstruktion, Vertrieb und ERP verhindern dies und werden zunehmend zu Wachstumsproblemen. (Bild: Emporix)")
:quality(80)/p7i.vogel.de/wcms/6e/35/6e3563e715be749a19ceacd881c438b9/fachbeitrag-tda-inventor-pdm-2730x1536v1.png "Drei Tage für eine Variante, die sich hätte automatisieren lassen: Warum manuelle Konstruktionsprozesse heute keine Option mehr sind. (Bild: Lino GmbH)")
:quality(80)/p7i.vogel.de/wcms/13/b3/13b3ddeb15a89dd2312ebfcf5a137edd/0131474896v2.jpeg "Frustrierend: Rund 40 Prozent der Zeit von Elektrokonstrukteuren entfällt auf die Suche nach Komponenten, die Erstellung und Pflege von Dokumentation sowie die Korrektur wiederkehrender Fehler. Hier kann künstliche Intelligenz Entlastung schaffen. (Bild: WSCAD GmbH)")
:quality(80)/p7i.vogel.de/wcms/35/21/35215b04eac3455313ca51b72792c041/max-6-1080x608v1.png "IPF Electronic hat für das Unternehmen und alle Mitarbeiter eigene verbindliche Richtlinien für die Nutzung Künstlicher Intelligenz erarbeitet. (Bild: IPF Electronic)")
:quality(80)/p7i.vogel.de/wcms/bb/3a/bb3a3e3e2325113eb1ed97c5002a202f/-28c-29designbyfreepik2-5376x3022v1.jpeg "Humanoide Roboter könnten bereits in den kommenden zehn Jahren zu einem der wichtigsten Werkzeuge der modernen Industrie- und Dienstleistungsgesellschaft werden. (Bild: FreePik2)")
:quality(80)/p7i.vogel.de/wcms/3e/1e/3e1e17bf8bae7e5208cc9d3d6966d2b4/nick-the-photographer-water-5967218-1920-1920x1080v1.jpeg "Die IP-Schutzart macht unter anderem deutlich, wie stark ein Produkt vor Berührung mit Spritzwasser geschützt ist. (Bild: Nick_the_Photographer)")
:quality(80)/p7i.vogel.de/wcms/e9/03/e90306f116f570daebed16b9684b9445/item-20fa-20schutzz-c3-a4une-20planen-20-bild2-1469x827v1.png "Digitale Konfiguratoren wie die von Item vereinfachen die Planung kompletter Schutzzäune über eine intuitive Benutzeroberfläche. (Bild: Item)")
:quality(80)/p7i.vogel.de/wcms/c9/47/c947857cac38244999f2b6f4e96a01de/thedigitalartist-ai-generated-8070000-3120x1754v1.jpeg "Die NIS-2-Richtlinie ist in Deutschland bereits am 6. Dezember 2025 in Kraft getreten – doch nur wenige Unternehmen haben die Vorgaben bislang umgesetzt. (Bild: TheDigitalArtist)")
:quality(80)/p7i.vogel.de/wcms/5f/3d/5f3ddce3220ba9afb5c44823eec66211/mac0010563-rgb-3344x1882v1.jpeg "Das Sensorsystem USi-Safety umfasst zwei Ultraschallwandler zum Anschluss an zwei unabhängige Kanäle, die jeweils EN ISO 13849 Kategprie 3 PL d erfüllen. (Bild: Pepperl+Fuchs)")
:quality(80)/p7i.vogel.de/wcms/a0/03/a003d1d5ee83399f232303f7c50bd93b/geralt-statistics-4623842-4752x2672v1.jpeg "Erholung mit Risiken: Deutschlands Wirtschaft zwischen geopolitischer Unsicherheit und technologischem Aufschwung. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/aa/e1/aae1d4890329b20e40f4ebbc782705c7/aussenhandel-saisonbereinigt-2048x1151v1.png "Im April 2026 sind die deutschen Exporte gegenüber März 2026 kalender- und saisonbereinigt um 0,9 Prozent und die Importe um 1,2 Prozent gestiegen. (Bild: Destatis)")
:quality(80)/p7i.vogel.de/wcms/0c/a8/0ca87f2101343b426f8a2efa3f7ed80b/adobestock-1979349822--c2-a9-20deni-20-e2-80-93-20stock-adobe-com-ki-generiert-4093x2304v1.jpeg "Ingenieure sind das entscheidende Bindeglied für KI im Praxiseinsatz. Sie bringen das essenzielle Wissen mit, KI-Modelle zu trainieren, einzuschätzen und richtig anzuwenden. (Bild: © deni – stock.adobe.com | KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/09/2a/092ad24dd4b603abc12e017024d5be85/digitalerzwillingjoseph-von-fraunhofer-20-282-29-6200x3489v1.jpeg "Auf der Hannover Messe 2026 konnten sich Besucher mit dem digitalen Zwilling von Joseph von Fraunhofer unterhalten – das Metaverse und KI machen es möglich. (Bild: Fraunhofer-Gesellschaft)")
:quality(80)/p7i.vogel.de/wcms/2f/2b/2f2b46d8cd0987790d053a0ecc434833/aumovio-pp-dtco-1-1772x997v1.jpeg "20 Jahre digitaler Tachograph: Wie sich das Gerät vom Kontrollgerät zum Datenhub im Güterverkehr entwickelt hat. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/bf/45/bf4523ff21e3add62ccd8390c5bfea7a/adobestock-726557427--c2-a9-20vladan-20-e2-80-93-20stock-adobe-com-ki-generiert-3580x2016v1.jpeg "Astronomie erforscht die Welt der Galaxien und versucht, Entstehung, Aufbau und Entwicklung des Universums zu erklären. (Bild: © Vladan – stock.adobe.com_KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/bc/49/bc4957f73a884d8ee1356914659cf2f4/adobestock-325234002--c2-a9-20karyna-20-e2-80-93-20stock-adobe-com-5490x3087v1.jpeg "Riesenräder sind mehr als eine Attraktion, sie sind ein Symbol für technologischen Fortschritt. (Bild: © Karyna – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/50/8c/508ccaa2f4a61a0fecf84fde16ba45aa/schrittmotor-nema-24-erklaerung-und-anwendungen-die-sie-kennen-solltenv1.jpeg "Die Parametrierung und Inbetriebnahme des Integrierten Motors ST NEMA24 von item Industrietechnik erfolgen komfortabel mit der Software item MotionSoftStepper (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/a1/64/a16493ce8f1e75a27e82aba33532b391/lineartechnik-einfach-erklaert-definition-vorteile-anwendungv1.jpeg "Lineartechnik kommt überall dort zum Einsatz, wo geführte Bewegungen entlang einer Achse erforderlich sind. Das item Linearsystem bietet die Basis für Einzelachsen, Synchronachsen sowie Mehrachsportale. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/45/8a/458add2ba48d38497829522cac80bbae/reinraum-fuer-pharma-medizintechnik-7-herausforderungen-und-wie-sie-sie-loesenv1.jpeg "Arbeiten unter Reinraumbedingungen: In der Pharma- und Medizintechnik sind kontrollierte Umgebungen eine zentrale Voraussetzung für sichere Produktionsprozesse. (Bild: item)")
Schweißen Hochpräzise Schweißnähte im Mikrometerbereich erzeugen
Konventionelle Fügetechnik ist bisher im Mikrometerbereich an ihre Grenzen gekommen. Das Fraunhofer ILT hat nun ein Fügeverfahren entwickelt, mit dem kleinste Schweißnähte in transparenten Kunststoffbauteilen erzeugt werden können.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/76800/76895/65.jpg "FAULHABER_120mm.jpg ()")
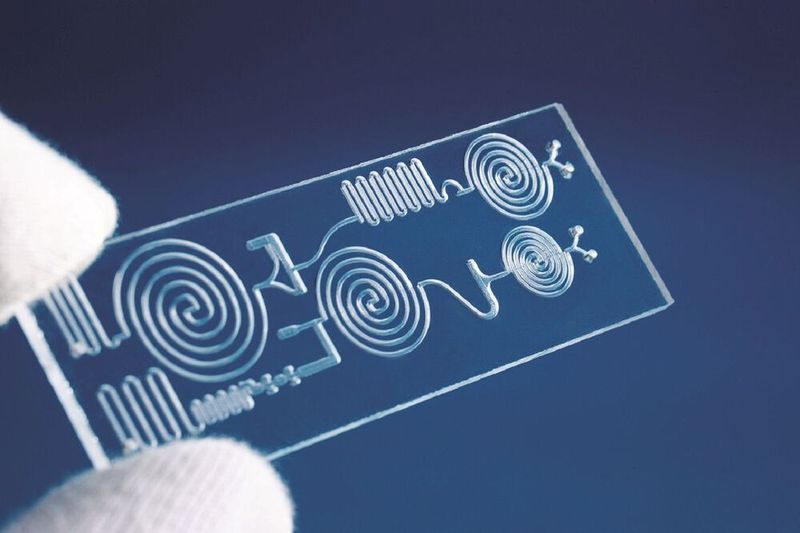
Im Life-Science-Bereich haben sich mikrofluidische Chips beim Transport, der Mischung und Filterung von kleinsten Flüssigkeitsmengen bewährt. Eine große Herausforderung ist die mediendichte Verkapselung der in den Chips integrierten Mikrokanäle: Konventionelle Fügtechnik kommt im Mikrometerbereich an ihre Grenzen. Stattdessen bietet sich hier das absorberfreie Laserdurchstrahlschweißen (LDS) mit Strahlquellen im nahen Infrarot (NIR)-Bereich an, das eine hohe Präzision und Flexibilität erlaubt.
2017 startete das Fraunhofer ILT mit den drei Industriepartnern:
- Aachener Amtron GmbH
- Attendorner Ortmann Digitaltechnik GmbH
- Dortmunder Bartels Mikrotechnik GmbH
das Projekt „segmentale Quasisimultan-Laserbestrahlung“ (SeQuLas), das im Rahmen des Programms „Produktion.NRW“ der Leitmarkt Agentur NRW gefördert wurde.
Hierbei wurde als Strahlquelle ein Thulium-Faserlaser mit einer Emissionswellenlänge von 1940 nm verwendet. In diesem Wellenlängenbereich besitzen Kunststoffe eine natürliche Absorption. Es ensteht kein zusätzliches Absorbermaterial wie Ruß und Chip behält seine Transparenz. Dies macht das Verfahren insbesondere für die Medizintechnik interessant.

Undichte Stellen im Nahtgefüge
Das Problem bei diesem absorberfreien Laserdurchstrahlschweißens ist, dass durch die Volumenabsorption eine Wärmeeinflusszone entsteht. Diese erstreckt sich vertikal über den gesamten Bauteilquerschnitt. So können sich während des Aufschmelzvorgangs Hohlräume und Risse bilden, die im Nahtgefüge für undichte Stellen sorgen. Außerdem besteht insbesondere bei flachen Bauteilen die Gefahr, dass sich der Werkstoff verzieht.
Quasisimultane Bestrahlung für materialschonende Erwärmung
Um die vertikale Ausdehnung der Wärmeeinflusszone zu verringern, bietet sich die quasisimultane Bestrahlung an. Dabei wird ein Laserstrahl mit Hilfe eines Scannersystems mit hoher Geschwindigkeit mehrmals entlang der Schweißkontur geführt. Die gesamte Nahtkontur wird dabei simultan erwärmt, die das Konturschweißen sonst nur sequentiell aufschmilzt.
Bei Versuchen mit Bauteilen aus Polycarbonat konnte das Fraunhofer ILT nachweisen, dass während des Schweißprozesses die Wärme an den Außenflächen abgeführt wird, während im Materialinneren eine Wärmeakkumulation stattfindet. Die steigende Anzahl an Überfahrten und die hohe Scangeschwindigkeit verringern sogar die vertikale Ausdehnung der Wärmeeinflusszone um bis zu 30 % gegenüber dem Konturschweißen.
Thermischen Schäden während Schweißprozess erfassen
Im zweiten Schritt entwickelten die Projektpartner eine Prozessregelung für den Laserschweißprozess. Hierbei misst ein in den Strahlengang integriertes Pyrometer während des Schweißprozesses die Temperatur im Bauteil. Die Kopplung des Messsignals mit der Position der Scannerspiegel ermöglicht eine ortsaufgelöste Aufnahme der Wärmeverteilung im Bauteil. Auf diese Weise lassen sich thermische Schäden schon während des Schweißprozesses erfassen und zielgenau lokalisieren. Der neu entwickelte Schweißprozess kann daher schnell auf Temperaturabweichungen reagieren und die Laserleistung entsprechend regeln. Somit lassen sich homogene Nahteigenschaften entlang der Nahtkontur sicherstellen.
(ID:46658208)
:quality(80)/p7i.vogel.de/wcms/af/19/af197c1fa68e9fff7d553428ea524a76/0126060669v2.jpeg "Vor allem Offshore stellen Inspektion und Austausch von Rotorblättern eine herausfordernd Aufgabe dar. Seegang und Witterung sorgen oftmals für schwierige Ausgangsbedingungen. (Bild: © YOGI C - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/52/e5/52e53dca60ed63ba5e96d0f569ccf4da/0127818303v1.jpeg "Einer Studie zufolge werden Unternehmen, die jetzt ihre Engineering-Daten vernetzen und skalierbare KI-Fähigkeiten aufbauen, sich einen entscheidenden Wettbewerbsvorteil sichern. (Bild: frei lizenziert)")