:quality(80)/p7i.vogel.de/wcms/25/4c/254c93f7769ee82b8be8d24b8a971a1b/bild1-pgn-plus-anwendungsbild-07-04-2018-5760x3238v1.jpeg "Dank einer digitalen Lösung für die Werkstoffauswahl konnte Schunk neue emissionsreduzierende Ansätze ermitteln und den CO2-Ausstoß von Produkten reduzieren. (Bild: Schunk)")
:quality(80)/p7i.vogel.de/wcms/ed/b9/edb95e3cf7d170ef13d917b24d14064d/newsimage423895-4000x2249v1.jpeg "Empa-Forschende wollen beschädigte Brücken und andere Stahlkonstruktionen mithilfe des 3D-Metalldrucks reparieren. (Bild: Empa)")
:quality(80)/p7i.vogel.de/wcms/0a/a5/0aa5cb46da72af59018c855bc750cc54/e7748318ea51436399aeab5985ffc9d6de9318ddv1.jpeg "Der neue Prozess verkürzt die Durchlaufzeiten und senkt die Kosten erheblich und erweitert den Zugang zu Hochleistungsverbundwerkstoffen in neuen Märkten, darunter Advanced Air Mobility (AAM) und die Verteidigungsindustrie. (Bild:Greene Tweed)")
:quality(80)/p7i.vogel.de/wcms/03/e3/03e358c7d85b64d95c4c2c972c7491f8/94048294.jpeg "Bei neuen Produktideen spielen die Kosten eine maßgebliche Rolle. Mit Design-to-Cost-Methoden lässt sich genau planen, wie Kosten am besten eingespart werden. (Bild: gemeinfrei)")
:quality(80)/p7i.vogel.de/wcms/89/c9/89c911ebddb1646a110a82e7e9900eae/manufacturing-20-26-20industrial-2-1450x816v1.png "Eine digitale Konstruktion schafft noch keinen digitalen Prozess. Manuelle Übergaben zwischen Konstruktion, Vertrieb und ERP verhindern dies und werden zunehmend zu Wachstumsproblemen. (Bild: Emporix)")
:quality(80)/p7i.vogel.de/wcms/6e/35/6e3563e715be749a19ceacd881c438b9/fachbeitrag-tda-inventor-pdm-2730x1536v1.png "Drei Tage für eine Variante, die sich hätte automatisieren lassen: Warum manuelle Konstruktionsprozesse heute keine Option mehr sind. (Bild: Lino GmbH)")
:quality(80)/p7i.vogel.de/wcms/39/6a/396a08d40f5dd0af53a3acbbf726064c/mikroverkapselte-klebstoffe-kleben-pressefoto-1890x1329-1440x810v1.jpeg "Am Demonstrator lässt sich die Haftwirkung der Klebstoffkapseln direkt testen. (Bild: Fraunhofer IAP)")
:quality(80)/p7i.vogel.de/wcms/e3/0c/e30c5f8d7a48a57173d1b7f5b8ff1217/robot-20floaty-1024x576v1.jpeg "Der Flugroboter Floaty nutzt verstellbare Klappen, um Luftströmungen gezielt zu steuern und stabil in der Luft zu bleiben. (Bild: Max-Planck-Institut)")
:quality(80)/p7i.vogel.de/wcms/1e/fc/1efcbcfd82d344c6e52a9671dc6ad199/verity-20flugdrohne-2000x1125v1.jpeg "Die Flugroboter von Verity unterstützen im Logistik- und Einzelhandelssektor, indem sie Lagerbestände kontinuierlich überwachen – ohne GPS und menschliches Eingreifen. (Bild: Verity)")
:quality(80)/p7i.vogel.de/wcms/83/93/83935dca5289556988d7d2e9f2183d82/-sb-3254-3000x1687v1.jpeg "Würzburg im Oktober heißt: zwei Tage rund um die Frage, wie sich Produktentwicklung heute effizient und zukunftsfähig gestalten lässt. (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/e9/03/e90306f116f570daebed16b9684b9445/item-20fa-20schutzz-c3-a4une-20planen-20-bild2-1469x827v1.png "Digitale Konfiguratoren wie die von Item vereinfachen die Planung kompletter Schutzzäune über eine intuitive Benutzeroberfläche. (Bild: Item)")
:quality(80)/p7i.vogel.de/wcms/c9/47/c947857cac38244999f2b6f4e96a01de/thedigitalartist-ai-generated-8070000-3120x1754v1.jpeg "Die NIS-2-Richtlinie ist in Deutschland bereits am 6. Dezember 2025 in Kraft getreten – doch nur wenige Unternehmen haben die Vorgaben bislang umgesetzt. (Bild: TheDigitalArtist)")
:quality(80)/p7i.vogel.de/wcms/a0/03/a003d1d5ee83399f232303f7c50bd93b/geralt-statistics-4623842-4752x2672v1.jpeg "Erholung mit Risiken: Deutschlands Wirtschaft zwischen geopolitischer Unsicherheit und technologischem Aufschwung. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/aa/e1/aae1d4890329b20e40f4ebbc782705c7/aussenhandel-saisonbereinigt-2048x1151v1.png "Im April 2026 sind die deutschen Exporte gegenüber März 2026 kalender- und saisonbereinigt um 0,9 Prozent und die Importe um 1,2 Prozent gestiegen. (Bild: Destatis)")
:quality(80)/p7i.vogel.de/wcms/0c/a8/0ca87f2101343b426f8a2efa3f7ed80b/adobestock-1979349822--c2-a9-20deni-20-e2-80-93-20stock-adobe-com-ki-generiert-4093x2304v1.jpeg "Ingenieure sind das entscheidende Bindeglied für KI im Praxiseinsatz. Sie bringen das essenzielle Wissen mit, KI-Modelle zu trainieren, einzuschätzen und richtig anzuwenden. (Bild: © deni – stock.adobe.com | KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/76/32/763233e84c4054d0c8634dad6c6141fc/adobestock-2035398302-2730x1536v1.jpeg "Wir zeigen, wie aus mechanischen Fächern und maritimen Lüftungssystemen der moderne Hochleistungsventilator wurde. (Bild: © Olga Ко – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/09/2a/092ad24dd4b603abc12e017024d5be85/digitalerzwillingjoseph-von-fraunhofer-20-282-29-6200x3489v1.jpeg "Auf der Hannover Messe 2026 konnten sich Besucher mit dem digitalen Zwilling von Joseph von Fraunhofer unterhalten – das Metaverse und KI machen es möglich. (Bild: Fraunhofer-Gesellschaft)")
:quality(80)/p7i.vogel.de/wcms/2f/2b/2f2b46d8cd0987790d053a0ecc434833/aumovio-pp-dtco-1-1772x997v1.jpeg "20 Jahre digitaler Tachograph: Wie sich das Gerät vom Kontrollgerät zum Datenhub im Güterverkehr entwickelt hat. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/bf/45/bf4523ff21e3add62ccd8390c5bfea7a/adobestock-726557427--c2-a9-20vladan-20-e2-80-93-20stock-adobe-com-ki-generiert-3580x2016v1.jpeg "Astronomie erforscht die Welt der Galaxien und versucht, Entstehung, Aufbau und Entwicklung des Universums zu erklären. (Bild: © Vladan – stock.adobe.com_KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/50/8c/508ccaa2f4a61a0fecf84fde16ba45aa/schrittmotor-nema-24-erklaerung-und-anwendungen-die-sie-kennen-solltenv1.jpeg "Die Parametrierung und Inbetriebnahme des Integrierten Motors ST NEMA24 von item Industrietechnik erfolgen komfortabel mit der Software item MotionSoftStepper (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/a1/64/a16493ce8f1e75a27e82aba33532b391/lineartechnik-einfach-erklaert-definition-vorteile-anwendungv1.jpeg "Lineartechnik kommt überall dort zum Einsatz, wo geführte Bewegungen entlang einer Achse erforderlich sind. Das item Linearsystem bietet die Basis für Einzelachsen, Synchronachsen sowie Mehrachsportale. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/45/8a/458add2ba48d38497829522cac80bbae/reinraum-fuer-pharma-medizintechnik-7-herausforderungen-und-wie-sie-sie-loesenv1.jpeg "Arbeiten unter Reinraumbedingungen: In der Pharma- und Medizintechnik sind kontrollierte Umgebungen eine zentrale Voraussetzung für sichere Produktionsprozesse. (Bild: item)")
Schweißen Hochmanganhaltige Stähle in Mischverbindung besser schweißen
Wissenschaftler der Forschungsvereinigung Stahlanwendung haben eine Umschmelzmethodik zur experimentellen Schweißgutsimulation für das Schweißen hochmanganhaltiger Stähle in Mischverbindung entwickelt.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/112700/112754/65.jpg "mbo-logo_480x222Px_ohne-Claim.jpg ()")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/124400/124462/65.jpg "Logo-DIRAK.jpg ()")
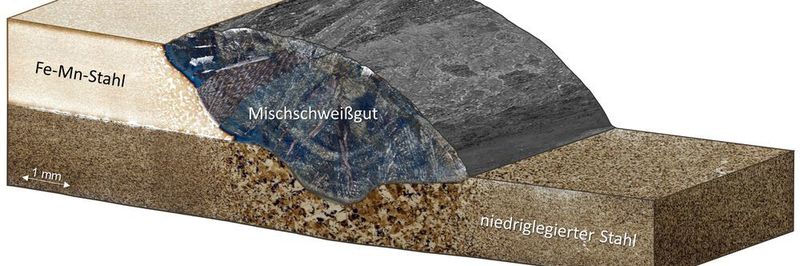
Das Ziel des Forschungsvorhabens war es, die schweißtechnischen Verarbeitung von hochmanganhaltigen Stählen in Mischverbindung zu verbessern. Dabei sagt ein neu entwickeltes Konstitutionsschaubild die Gefüge- und Eigenschaften der Mischschweißgüter vorher. Als Versuchswerkstoffe wurden drei wirtschaftlich relevante Fe-Mn-Stähle unterschiedlicher Legierungen herangezogen. Als Fügepartner dienten die im Karosseriebau weit verbreiteten Stähle HC340LA (1.0548) und 22MnB5 (1.5528). Es standen außerdem verschiedene hochmanganhaltige Metallpulver-Fülldrahtelektroden zur Verfügung.
Acht Gefügegruppen ermittelt
Die Forscher nutzten einen WIG-Lichtbogenschmelzofen und entwickelten so eine Umschmelzmethodik zur experimentellen Schweißgutsimulation. Damit ist es möglich, Mischschweißgüter beliebiger Werkstoffkombinationen in definierten Aufmischungsverhältnissen unter MSG-adäquaten Abkühlbedingungen herzustellen.
Mit dieser Methodik stellten die Wissenschaftler mehrere Umschmelzproben (Mischschweißgüter) her, die unterschiedlich chemisch zusammengesetzt sind und nach Gefügeart, Gefügeanteilen, Härte und Ferritnummer charakterisiert wurden.
Ermittelt wurden so insgesamt acht Gefügegruppen, die je nach Werkstoffkombination und Aufmischung im Mischschweißgut auftreten können. Dabei können die verschiedenen Martensitarten ε und α‘ metallographisch nicht immer eindeutig abgegrenzt werden, unterscheiden sich jedoch in den Eigenschaften.
Die Ergebnisse der Foschungsarbeit zeigen, dass der paramagnetische ε-Martensit vor allem in Mischschweißgütern auftritt, die einen relativ hohen Mn-Gehalt aufweisen. Der α‘-Martensit hingegen ist in Mischschweißgütern mit geringeren Mn-Gehalten, also bei höheren Aufmischungen an niedriglegiertem ferritischen bzw. martensitischen Fügepartner oder bei Verwendung niedriglegierter Schweißzusatzwerkstoffe, vorzufinden.
Zudem hat die Bildung des α‘-Martensits direkt etwas mit der hohen Härte in den untersuchten Mischschweißgütern zu tun. Daher sollten die Martensitarten nach Aussagen der Wissenschaftler diferenziert betrachtet werden.
Welchen Einfluss hat die Abkühlgeschwindigkeit auf Gefüge und Härte?
Innerhalb der Forschungsarbeit wurde der Einfluss der Abkühlgeschwindigkeit untersucht. Demnach hat eine signifikante Erhöhung der Abkühlgeschwindigkeit nur bei wenigen Aufmischungsverhältnissen einen wesentlichen Einfluss auf das Gefüge und die Härte. Dies betrifft insbesondere Mischschweißgüter mit sehr hoher Aufmischung an niedriglegiertem ferritischen bzw. martensitischen Fügepartner oder niedriglegiertem Schweißzusatzwerkstoff. Es ist demnach anzunehmen, dass bei Schweißverfahren mit höheren Abkühlraten als beim MSG-Schweißen sehr ähnliche Gefügezustände und Härtewerte in den Mischschweißgütern zu erwarten sind (eine homogene Durchmischung vorausgesetzt).
Schweißguthärte grob abschätzen können
Auf Basis der experimentell simulierten Mischschweißgüter und der daran ermittelten Schweißguteigenschaften wurde ein umfangreicher Datensatz erfasst, mithilfe dessen unter Verwendung statistischer Auswertemethoden Äquivalente abgleitet wurden, die die Achsen des neu entwickelten Konstitutionsschaubildes, das sogenannte COHMS-Diagramm, aufspannen. Neben der Gefügevorhersage in MSG-Schweißgütern ermöglicht das COHMS-Diagramm anhand von HV-ISO-Linien eine grobe Abschätzung der resultierenden Schweißguthärte.
Schweißgutgefüge aus Austenit + α‘-Martensit äußerst kritisch
Mit dem COHMS-Diagramms konnten die Forscher 89 % der MSG-Schweißgüter korrekt vorhersagen. Die restlichen 11 % lagen im nahen Bereich der Grenzlinien. Die Untersuchungen zum Einfluss der Gefügeart – insbesondere des Martensitanteils – im Mischschweißgut auf die mechanisch-technologischen Eigenschaften der Schweißverbindungen zeigten, dass vor allem ein Schweißgutgefüge aus Austenit + α‘-Martensit als äußerst kritisch anzusehen ist. Die geprüften Verbindungen mit diesem Schweißgutgefüge wiesen im Vergleich zu den anderen Schweißungen signifikant schlechtere Festigkeitswerte sowohl unter statischer als auch unter dynamisch schlagartiger Belastung auf und versagten überwiegend im Schweißgut.
Die wissenschaftlichen Arbeiten wurden am Institut für Werkstoff- und Fügetechnik der Otto-von-Guericke-Universität Magdeburg durchgeführt.
(ID:46231392)
:quality(80)/p7i.vogel.de/wcms/2a/22/2a22e2893f49606d0f509836eaf5cf5d/0128339770v2.jpeg "Frank Mücklich, Professor für Funktionswerkstoffe der Universität des Saarlandes und Leiter des Steinbeis-Forschungszentrums für Werkstofftechnik (MECS) (Bild: Universität des Saarlandes)")
![Laserstrahlschweißen von langen Adaptern für die Anwendung im Schiffbau. ([Bild: , Bild: ]LZH)](https://cdn1.vogel.de/NtHEUQOkx5x3QOPnutsaSKmsA6k=/392x392/smart/filters:format(jpg):quality(80)/p7i.vogel.de/wcms/dd/7f/dd7f422e751732f41ef838af80a225a7/0125929312v2.jpeg "Laserstrahlschweißen von langen Adaptern für die Anwendung im Schiffbau. ([Bild: , Bild: ]LZH)")