:quality(80)/p7i.vogel.de/wcms/01/73/01734ee9eeae180ee72223cda1f00a9d/26-04-pi-fraunhofer-iws-21160-bioslide-pic-01-4128x2321v1.jpeg "Mit dem Forschungsprojekt BioSlide untersucht das Fraunhofer IWS, wie sich Gleitsysteme nachhaltiger und energieeffizienter auslegen lassen. An diesem Gleitlager-Teststand lassen sich neue Werkstoffe besonders anwendungsnah prüfen. (Bild: Jürgen Jeibmann/Fraunhofer IWS)")
:quality(80)/p7i.vogel.de/wcms/61/91/6191620faca7de37c97fa7e376fd7509/fraunhofer-20demonstrator-1440x810v1.jpeg "Schwarze Kunststoffe effizient sortiert: Forscher am Fraunhofer IZFP haben einen KI-gestützten Thermographie-Sortierdemonstrator entwickelt. (Bild: Fraunhofer IZFP / Uwe Bellhäuser)")
:quality(80)/p7i.vogel.de/wcms/42/ca/42caff97ef692a1629890e57fa681d8d/bild-01-co-improve-agile-produktentwicklung-systemkomplexit-c3-a4t-governance-compliance-final-1600x900v1.png "Das agile Framework – erweitert für Produktentwicklung im regulatorischen Umfeld. (Bild: CO-Improve)")
:quality(80)/p7i.vogel.de/wcms/ac/5e/ac5ecc3e9c6f79f460c5eb4ca6d21104/mohamed-hassan-fatigue-10145819-1920-1920x1080v1.png "Wie Beschäftigte den Arbeitsalltag im Frühling besser bewältigen. (Bild: Pixabay)")
:quality(80)/p7i.vogel.de/wcms/3f/ca/3fca55d9f69fb95ea19478149cd94400/adobestock-1887953534--c2-a9-20wladimir1804-20-e2-80-93-20stock-adobe-com-6000x3373v1.jpeg "Technisches Verständnis entsteht durch Ausprobieren, Anpassen und erneutes Testen. Wird der Takt von externen Prozessen bestimmt, verlangsamen sich diese Lernzyklen. (Bild: © wladimir1804 – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/e7/18/e718d5fae22848138aaf94aa2c79fe67/seagrass-project-23-5776x3248v1.jpeg "Seegraswiesen zählen zu den produktivsten Lebensräumen des Meeres. Sie filtern Nährstoffe, Krankheitserreger und Sedimente aus dem Wasser und speichern Kohlenstoff. Doch sie schrumpfen. (Bild: Tandem Ventures)")
![Dank weiterentwickelter 3D-Druck-Technologie soll ein effizienterer Ressourceneinsatz zu einer emissionsärmeren Luftfahrt beitragen – so das Ziel von ['skai]-lab. (Bild: © Oleksandr Pashchenko – stock.adobe.com / KI-generiert)](https://cdn1.vogel.de/ne5rAjcwaarAYVuCLIY6cmJrlUQ=/288x162/smart/filters:format(jpg):quality(80)/p7i.vogel.de/wcms/ef/97/ef975fe4496fe039f3586d3845a9b2c4/adobestock-1927043193--c2-a9-20oleksandr-20pashchenko-20-e2-80-93-20stock-adobe-com-ki-generiertv1.jpeg "Dank weiterentwickelter 3D-Druck-Technologie soll ein effizienterer Ressourceneinsatz zu einer emissionsärmeren Luftfahrt beitragen – so das Ziel von ['skai]-lab. (Bild: © Oleksandr Pashchenko – stock.adobe.com / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/77/9f/779f8ef57b625fe019d5fc26c0542d26/fhg-iosb-ast-europe-pressefoto-1500x844v1.jpeg "Fährt durch dick und dünn: Ein Modulares autonomes Transportsystem (MATS) im Einsatz. (Bild: Indigo/Fraunhofer IOSB-AST )")
:quality(80)/p7i.vogel.de/wcms/d6/c1/d6c1a928ee83e288964830a196e1fd0b/item-20fa-20maschinenrichtlinie-20bild1-3000x1687v1.jpeg "Die neue Maschinenverordnung bringt wesentliche Änderungen in Bezug auf Sicherheitsanforderungen für Maschinenhersteller mit sich. Im Fokus stehen unter anderem kollaborative Roboter, die bestimmungsgemäß verwendet werden müssen. (Bild: Item Industrietechnik GmbH)")
:quality(80)/p7i.vogel.de/wcms/ce/43/ce43f56a7f4153787a5342a1137138f8/euchner-vb-logimat-01-6000x3373v1.jpeg "Das modulare Schutztürsystem MGB2 Modular kombiniert mit dem Schlüsselsystem CKS erfüllt alle Anforderungen an Flexibilität, Kosteneffizienz und Betriebssicherheit. (Bild: Euchner)")
:quality(80)/p7i.vogel.de/wcms/39/72/3972da2193f610a42556bfea713d7f8c/scalable-security-6000x3375v1.jpeg "Profinet bietet eine skalierbare Security Lösung und kann damit bedarfsgerecht angewandt werden. (Bild: iuriimotov / stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/cf/68/cf68a065f389ef22266950d7e4c394fc/newsimage418893-1920x1079v1.jpeg "Bürokratieindex 2026: Prozentuale Änderung der Bundesgesetze. (Bild: ESMT Berlin)")
:quality(80)/p7i.vogel.de/wcms/1e/23/1e2304de29986b6706547c6c997e6ace/business-9804075-1280-20-281-29-1280x720v1.jpeg "Im vierten Quartal 2025 gab es bundesweit 1,26 Millionen offene Stellen – 224.100 oder rund 22 Prozent mehr als im Vorquartal. (Bild: Pixabay)")
:quality(80)/p7i.vogel.de/wcms/bc/49/bc4957f73a884d8ee1356914659cf2f4/adobestock-325234002--c2-a9-20karyna-20-e2-80-93-20stock-adobe-com-5490x3087v1.jpeg "Riesenräder sind mehr als eine Attraktion, sie sind ein Symbol für technologischen Fortschritt. (Bild: © Karyna – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/7a/22/7a22898e1ee01157399158bd2d7f26c6/0128676654v2.jpeg "Fahrradbeleuchtung gibt es seit dem 19. Jahrhundert. Was als Ölfunzel begann, ist heute ein präzise geregeltes System, das Licht effizient formt. (Bild: www.vaude.com | pd-f)")
:quality(80)/p7i.vogel.de/wcms/46/c9/46c97200605642d8b8f9bc9ac014316a/0128359318v2.jpeg "Kein Weihnachtswunder, aber dennoch faszinierend: Die wunderschönen, auch heute noch oft handgefertigten Weihnachtspyramiden drehen sich dank Luftauftrieb. (Bild: © Animaflora PicsStock - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/79/16/7916e9b7731fb39679d596d16f918a8f/0127591377v1.jpeg "Wo heute in Köln die Hohenzollernbrücke über den Rhein führt, demonstrierte Christian Hülsmeyer 1904 zum ersten Mal sein Telemobiloskop zur Messung der Entfernung von Schiffen. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/0b/c3/0bc3f807a69dbb07898026e24c11ea06/mini-environments-optikfertigung-neuv1.jpeg "Mini-Environments auf Basis modularer item Komponenten: Dadurch verfügen Unternehmen in der Optikfertigung über präzise, flexible und reinraumtaugliche Arbeitsbereiche. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/e1/93/e193cd7df3b15859208fa33b610588ad/0127840781v1.jpeg "Markus Röß, Leitung Marketing und Vertrieb (Bild: Andreas Karl)")
:quality(80)/p7i.vogel.de/wcms/61/4f/614f0d08c8ea93498a6c6883d7701f25/0126917376v1.jpeg "Ergebnisse der Bitkom-Befragung. (Bild: Bitkom)")
Produktdesign „Technisch saubere Bauteile“ konstruieren
Das Verklemmen von Ventilen, der Schaden einen Lagers oder der Kurzschluss von Leiterbahnen in Steuergeräten - dies können Ursache von Fehlfunktionen sein, die durch Kleinstpartikel hervorgerufen werden. Das Fraunhofer IPA zeigt, auf was Konstrukteure zur technische Sauberkeit wissen müssen.
Anbieter zum Thema
Die technischen Entwicklungen der letzten Jahre sind speziell in der Automobil- und Hydraulikindustrie die Ursache, dass das Thema „Technische Sauberkeit“ einen hohen Stellenwert bei der Produktion funktionsrelevanter Teile bekommen hat. Der Trend zu stetig steigenden Leistungsdichten und die gleichzeitige Einhaltung immer strengerer Umweltauflagen, sowie das wachsende Bedürfnis der Kunden nach Sicherheit und Fahrkomfort sind nach wie vor ungebrochen.
Immer sensibler hinsichtlich Partikelverunreinigungen
Dies hat dazu geführt, dass die im Fahrzeug verbauten Aggregate immer höher belastet und enger toleriert werden, was in zunehmenden Maße mit einer Sensibilität hinsichtlich Partikelverunreinigungen einhergeht. Hier reicht unter Umständen ein einzelner Partikel von wenigen 100 Mikrometern Länge aus, um ein komplexes hydraulisches System in seiner Funktion zu schädigen oder zum Totalausfall zu führen.
Ein Dieseleinspritzsystem mit 2000 bar Einspritzdruck, ein ESP-System mit Ventildurchmessern von wenigen Millimetern, ein Turbolader mit Drehzahlen jenseits der 100 000 Umdrehungen pro Minute oder ein hydraulisch gesteuerter Nockenwellenversteller, der im Motorölkreislauf sitzt, all dies sind Systeme, die aufgrund eines so genannten Killerpartikels versagen können. Das Verstopfen von Düsen, das Verklemmen von Ventilen, der Schaden einen Lagers oder in anderen Fällen der Kurzschluss von Leiterbahnen in Steuergeräten etwa können die Ursache dieser Fehlfunktionen sein. In diesem Zuge hat sich die Bauteilsauberkeit zu einer Qualitätsgröße entwickelt, die im Kunden- Lieferantenverhältnis spezifiziert wird und messtechnisch erfasst werden muss.
Grenzwerte und Grenzen der Sauberkeit
Auf vielen Zeichnungen oder in Qualitätsvereinbarungen finden sich inzwischen Sauberkeitsgrenzwerte, die nach VDA 19 oder ISO 16232 spezifiziert sind und messtechnisch nachgewiesen werden müssen. Für das Erstellen dieser Grenzwerte ist oft der Konstrukteur verantwortlich, der nach besten Wissen und Gewissen anhand bestimmter Bauteilmerkmale Vorgaben hinsichtlich zulässiger Restschmutzmengen trifft. Dies erfolgt leider allzu oft ohne das Bewusstsein, was dies für den späteren Produktionsprozess im eigenen Hause oder bei Zulieferer für Konsequenzen nach sich zieht.
In vielen Fällen muss dann die Produktion die „Kohlen aus dem Feuer holen“ und steht vor oft unlösbaren Problemen. Reinigen, Entgraten oder die Logistik erfordern plötzlich Mehraufwendungen in bisher nicht Branchen üblichen Größenordnungen.
Materialien oder Fertigungsverfahren auf geforderte Sauberkeit abstimmen
Oft zeigt sich, dass Materialien oder Fertigungsverfahren eingesetzt werden, mit denen die geforderte Sauberkeit in einer Großserienfertigung zu vertretbaren Kosten niemals prozesssicher erreicht werden kann. Luftfilter aus gefalteten, faserigen Werkstoffen sollen beispielsweise keine Partikel größer 30 Mikrometer abgeben oder Aluminiumdruckgussgehäuse keine größer 100 Mikrometer; beides Forderungen, die nach Stand der Technik nicht produzierbar sind ohne die Bauteile konstruktiv zu verändern.
Es lassen sich zahlreiche Beispiele finden, in denen die Prozesskette aufgrund von Sauberkeitsforderungen durch zusätzliche, mehrfache Reinigungsschritte, Ver- und Entpackprozesse und eine aufwändigere Handhabung so komplex und kostenintensiv geworden ist, dass die Herstellung der Teile aus einem hochwertigeren und besser zu reinigenden Material wesentlich günstiger gewesen wäre.
Verbindlichen Sauberkeitsgrenzwerte interdisziplinär festlegen
Ein Beispiel aus einem anderen sauberkeitskritischen Bereich soll dies verdeutlichen: Das Operationsbesteck eines Chirurgen aus poliertem Edelstahl wird gereinigt und einzeln steril verpackt in den Operationssaal angeliefert und erst unmittelbar vor Gebrauch im sauberkeitskritischen Bereich geöffnet. Man stelle sich das Alternativszenario vor: Das Operationsbesteck aus korrosionsanfälligen Stahl mit zahlreichen Stanzgraten wird ölig als Schüttgut in Holzkisten an den Operationssaal angeliefert. Vor der Operation wird nun versucht, dieses Operationsbesteck mit all seinen Rückständen aus dem Fertigungsprozess auf einer schlecht befilterten Reinigungsanlage auf das Sauberkeitsniveau zu reinigen, dass im Operationssaal benötigt wird. Danach lagert das Besteck ungeschützt bis es schließlich zum Einsatz kommt.
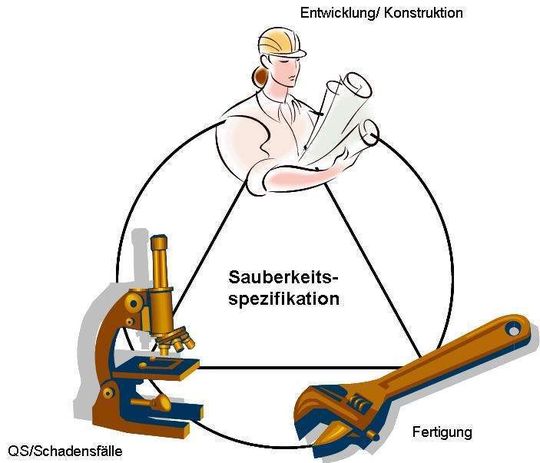
Dieses Beispiel soll nun keineswegs den Eindruck vermitteln, dass in der Automobil- und Zulieferindustrie Sauberkeitsvorgaben wie in der Medizintechnik von Nöten wären. Ganz im Gegenteil, es soll zeigen, dass die technisch notwendige Sauberkeitsforderung, die Bauteilkonstruktion und -auslegung sowie der Fertigungs- und Logistikprozess im Einklang zueinander stehen müssen. Deshalb sollten die verbindlichen Sauberkeitsgrenzwerte stets im interdisziplinären Dialog aus Konstruktion, Produktion uns Qualitätssicherung festgelegt werden.
(ID:268583)
:quality(80)/p7i.vogel.de/wcms/aa/17/aa173e4ac9b6247e5c058ab28dd4b3a9/0126396446v2.jpeg "Die additive Fertigung erschließt neue Gestaltungsfreiheiten – auch bei technischer Keramik. Komplexe, innenliegende Strukturen, integrierte Funktionen und materialeffiziente Designs sind realisierbar. (Bild: Bosch Advanced Ceramics)")
:quality(80)/p7i.vogel.de/wcms/5a/85/5a858f2227df9f9c970f4ce70d37cd55/0125867170v2.jpeg "Wir zeigen Lösungen und Tipps, die für mehr Effizienz in der Konstruktion sorgen. (Bild: Kisters)")