:quality(80)/p7i.vogel.de/wcms/99/3f/993f3507a25b1b01acdc1dfa064df03b/1-20--20spritzguss-c-uni-a-20grunwald-edit-4671x2627v1.jpeg "Nils Meyer (rechts) und Projekt-Mitarbeiter Julian Greif entwickeln ein KI-Tool, um die Bauteilentwicklung im Spritzguss zu optimieren. (Bild: Universität Augsburg)")
:quality(80)/p7i.vogel.de/wcms/88/ab/88abd74aa01976f83251a0832c67961f/adobestock-565810962--c2-a9-20tippapatt-20-e2-80-93-20stock-adobe-com-7143x4016v1.jpeg "Werden KI und Simulation clever kombiniert, enstehen Vorteile für den Produktentwickungsprozess. (Bild: © tippapatt – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/54/fc/54fcded5eb21e74ea8b52a4bd6652786/dassault-20syst-c3-a8mes-fu-c3-9fball-20solidworks-20technologie-2002-1068x600v1.png "Hinter jedem präzisen Schuss steckt auch Ingenieurskunst: Simulation macht die Physik des Fußballs sichtbar. (Bild: Dassault Systèmes)")
:quality(80)/p7i.vogel.de/wcms/87/c2/87c2b4e3161b9d7ff5816852a1f05a64/0132403102v1v1.jpeg "(Bild: Vogel Professional Education)")
:quality(80)/p7i.vogel.de/wcms/16/00/1600883e04215e4e3863e4a941e364c0/newsimage424941-2000x1124v1.jpeg "Mit Kassandra tauchen Teams in eine Thriller‑Story ein, lösen unter Zeitdruck KI‑Challenges. (Bild: Fraunhofer FIT)")
:quality(80)/p7i.vogel.de/wcms/32/2b/322b6013f8aa3530a012f3df0fef5c1b/onshape-20labs-20imagev1.png "Von der Texteingabe zum CAD-Modell: PTC erprobt mit Onshape Labs neue Wege für die KI-gestützte Konstruktion. (Bild: PTC)")
:quality(80)/p7i.vogel.de/wcms/09/69/09695c87c8d85c087117e1f8e784562a/pm3626-1-2551x1435v1.jpeg "Damit Bootsrümpfe sauber bleiben: Der Unterwasserroboter KeelCrab nutzt schmierfreie Polymerlager von igus für einen wartungsarmen und korrosionsfreien Einsatz im Salzwasser. (Bild: Igus SE & Co. KG / KI-unterstützt)")
:quality(80)/p7i.vogel.de/wcms/87/0c/870ca78978ff2a03f4fd558dc978dbeb/newsimage425258-3000x1687v1.jpeg "Studenten vom Campus Gütersloh haben einen Pancake-Roboter gebaut, der selbstgezeichnete Formen zu individuellen, farbigen Pancakes drucken kann. (Bild: P. Pollmeier/HSBI)")
:quality(80)/p7i.vogel.de/wcms/76/f7/76f7e4acc954bc63c7ba3ff7f58668e6/1426220-2126x1196v1.jpeg "Die Preisträger, der Stiftungs-Geschäftsführer Peter Schuster, Schaeffler-Vorstände Uwe Wagner und Sascha Zaps sowie die Vorständin der Schaeffler-FAG-Stiftung und Leiterin HR der Sparte Bearings & Industrial Solutions Esther Rahner (v. l.). (Bild: Schaeffler)")
:quality(80)/p7i.vogel.de/wcms/d8/d4/d8d4786533658531dd7f5d383c020f54/-sb-3254-3000x1687v1.jpeg "Auch 2026 heißt es in Würzburg wieder „Herzlich willkommen\" für Konstruktions- und Entwicklungsleiter aus ganz Deutschland. (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/83/93/83935dca5289556988d7d2e9f2183d82/-sb-3254-3000x1687v1.jpeg "Würzburg im Oktober heißt: zwei Tage rund um die Frage, wie sich Produktentwicklung heute effizient und zukunftsfähig gestalten lässt. (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/e9/03/e90306f116f570daebed16b9684b9445/item-20fa-20schutzz-c3-a4une-20planen-20-bild2-1469x827v1.png "Digitale Konfiguratoren wie die von Item vereinfachen die Planung kompletter Schutzzäune über eine intuitive Benutzeroberfläche. (Bild: Item)")
:quality(80)/p7i.vogel.de/wcms/1a/d9/1ad9efc8a86adc6031d22f7473e0d390/0132121730v1.jpeg "Nachdem es in den ersten vier Monaten 2026 für die deutsche Industrie in Sachen Auftragslage eher mau aussah, hat der Mai als Wonnemonat seinem Namen wohl Ehre gemacht. Analysten glauben nun zwar an mehr Sonne, doch die Wolken sind noch nicht verschwunden ... (Bild: Solarfans)")
:quality(80)/p7i.vogel.de/wcms/a0/03/a003d1d5ee83399f232303f7c50bd93b/geralt-statistics-4623842-4752x2672v1.jpeg "Erholung mit Risiken: Deutschlands Wirtschaft zwischen geopolitischer Unsicherheit und technologischem Aufschwung. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/aa/e1/aae1d4890329b20e40f4ebbc782705c7/aussenhandel-saisonbereinigt-2048x1151v1.png "Im April 2026 sind die deutschen Exporte gegenüber März 2026 kalender- und saisonbereinigt um 0,9 Prozent und die Importe um 1,2 Prozent gestiegen. (Bild: Destatis)")
:quality(80)/p7i.vogel.de/wcms/76/32/763233e84c4054d0c8634dad6c6141fc/adobestock-2035398302-2730x1536v1.jpeg "Wir zeigen, wie aus mechanischen Fächern und maritimen Lüftungssystemen der moderne Hochleistungsventilator wurde. (Bild: © Olga Ко – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/09/2a/092ad24dd4b603abc12e017024d5be85/digitalerzwillingjoseph-von-fraunhofer-20-282-29-6200x3489v1.jpeg "Auf der Hannover Messe 2026 konnten sich Besucher mit dem digitalen Zwilling von Joseph von Fraunhofer unterhalten – das Metaverse und KI machen es möglich. (Bild: Fraunhofer-Gesellschaft)")
:quality(80)/p7i.vogel.de/wcms/2f/2b/2f2b46d8cd0987790d053a0ecc434833/aumovio-pp-dtco-1-1772x997v1.jpeg "20 Jahre digitaler Tachograph: Wie sich das Gerät vom Kontrollgerät zum Datenhub im Güterverkehr entwickelt hat. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/bf/45/bf4523ff21e3add62ccd8390c5bfea7a/adobestock-726557427--c2-a9-20vladan-20-e2-80-93-20stock-adobe-com-ki-generiert-3580x2016v1.jpeg "Astronomie erforscht die Welt der Galaxien und versucht, Entstehung, Aufbau und Entwicklung des Universums zu erklären. (Bild: © Vladan – stock.adobe.com_KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/a5/85/a585fd3e9719eb236ee815591f370261/ergonomischer-montagearbeitsplatz-gesuender-und-effizienter-arbeitenv1.jpeg "Ein ergonomisch eingerichteter Montagearbeitsplatz unterstützt effiziente Arbeitsabläufe und reduziert körperliche Belastungen. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/57/77/5777fa6040a24e6a62e9b06a5ba3196b/itemde-vogel-advertorial-mobile-roboter-in-der-industrie-headerbildv1.jpeg "Mit standardisierten Base Carts und individuell konfigurierbaren Top Modulen bietet item passgenaue Lösungen für unterschiedliche Transportaufgaben (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/50/8c/508ccaa2f4a61a0fecf84fde16ba45aa/schrittmotor-nema-24-erklaerung-und-anwendungen-die-sie-kennen-solltenv1.jpeg "Die Parametrierung und Inbetriebnahme des Integrierten Motors ST NEMA24 von item Industrietechnik erfolgen komfortabel mit der Software item MotionSoftStepper (Bild: item)")
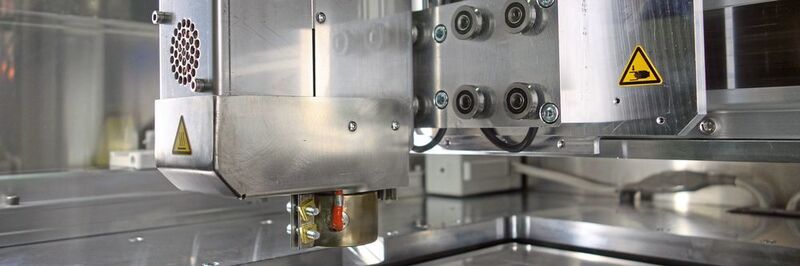
Lineartechnik Präzise Linearführung für revolutionären 3D-Drucker
Ein 3D-Drucker, der verschiedene Spritzgussgranulate statt teurer Kunststofffilamente verarbeiten kann, soll den 3D-Druck revolutionieren. Die Positionierung der Druckköpfe übernimmt die GV3-Linearführung von Hepco Motion.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/130700/130777/65.jpg "Neues Logo_550 pxl_maxon_logo_standard_rgb_50mm.jpg ()")
:fill(fff,0)/p7i.vogel.de/companies/64/1b/641b1b39912ca/heraeus-wm-amloy-untereinander-rgb.png "heraeus-wm-amloy-untereinander-rgb (Heraeus AMLOY Technologies GmbH)")
Der 3D-Drucker als Werkzeugmaschine des 21. Jahrhunderts – das ist die Vision der jungen Ingenieure des Rostocker Start-ups AIM3D. Ihrer Erfahrung nach scheitert eine weitverbreitete Nutzung der additiven Fertigung bis dato an den hohen Material- und Maschinenkosten, da viele 3D-Drucker nur mit einem Werkstoff arbeiten und oft auf recht teure Materialien für den Druck angewiesen sind. „Der 3D-Drucker sollte künftig wie eine Drehbank oder ein Fräsbearbeitungszentrum in jedem Betrieb seinen Platz haben“, sagt Robert Radon, Leiter Entwicklung Mechatronik bei AIM3D.
:quality(80)/images.vogel.de/vogelonline/bdb/1423200/1423200/original.jpg "Viele Unternehmen setzen inzwischen auf 3D-Druck. Welche Kosten dabei anfallen und was sie beachten sollten, stellen wir vor. (©blackday/stock.adobe.com)")
Kosten
Wann sich der Einsatz von 3D-Druck lohnt
Wie bei jedem 3D-Drucker, ist Präzision besonders wichtig. Dafür bedarf es einer sehr genauen Positionierung der beiden Druckköpfe auch bei schnellen Taktfrequenzen.
Solide, präzise Linearführung gesucht

Am Anfang glaubte man bei AIM3D, dass es einfach sein würde, ein passendes Linearführungssystem für diese Ansprüche zu finden, da sie nicht außergewöhnlich kompliziert erschienen. Aber der Teufel steckte im Detail: „Wir waren auf der Suche nach einer soliden und präzisen Führung zum Heben und Senken der Druckköpfe und da es sich dabei auch um einen direkten Eingriffspunkt vom Benutzer zu Maschine handelt, war uns außerdem eine stimmige Haptik und wertige Optik der Linearführung wichtig“, erklärt René Zielke, Leiter der Anlagenentwicklung bei AIM3D. Diese Kombination zu einem akzeptablen Preis zu finden, erwies sich als Herausforderung. „Wir hatten einige Vertreter hier, aber gepasst hat es erst bei Hepco Motion“, fügt er hinzu.
Mark Völkers, Vertriebsmitarbeiter von Hepco Motion, beriet das Team von AIM3D. Er sagt: „Im Drucker gab es nicht viel Bauraum, zudem sind die Führungen durch die Beschleunigung von 2,5 m/s2 einer hohen Belastung ausgesetzt. Ideal eignete sich daher unser GV3-Linearführungssystem“.
Lager einfach nachjustieren
Zur Verwendung kamen im ExAM 255 doppelseitig verstärkt Wälzlagerstahlschienen und, um mit der extremen Raumknappheit zurechtzukommen, hochqualitative aber dennoch kostengünstigen Kompaktlager mit kurzen Zapfen. Ein wichtiger Pluspunkt des Systems war zudem, dass die Lager anders als bei Kugelumlauflagern beispielsweise, dank des V-Führungsprinzips einfach nachjustiert werden können, um so eventuell entstehendes Spiel zu beseitigen. „Die Möglichkeit zum Nachjustieren ist tatsächlich extrem wichtig, denn bereits 10 bis 20 Mikrometer bei der ersten Schicht sind entscheidend“ ergänzt Zielke.
Ein weiteres Merkmal, das für die Nutzung von Hepcos Führungen sprach, ist die selbstreinigende Funktion. Schmutz- partikel werden dank des V-Führungsprinzips durch die Bewegung automatisch heraustransportiert. So bilden sich keine Ablagerungen, die die Lebensdauer beeinträchtigen.
„Was wir außerdem positiv fanden, ist, dass wir ein Muster zur Verfügung gestellt bekommen haben, mit dem wir experimentieren konnten“, begründet Zielke die Entscheidung für Hepco Motions GV3-System.
Universell einsetzbarer 3D-Drucker
Das Ergebnis der zweijährigen Entwicklungsarbeit bei AIM3D ist der zum Patent angemeldete AIM3D CEM E-1 Extruder, der nahezu jedes Spritzgussgranulat bis zu einem Durchmesser von 3 mm verarbeiten kann. Er ist im 3D-Drucker Ex AM 255 verbaut. „Das wirklich Besondere an ihm ist, dass der Kunde mit diesem Extruder kein teures Kunststofffilament oder Metallpulver zukaufen muss,“ erklärt Radon. Die Möglichkeit, normales Spritzgussgranulat zu verwenden, macht den Prozess kostengünstiger.

Außerdem kann sowohl für den Prototyp als auch für das finale Produkt derselbe Werkstoff verwendet werden. Dadurch wird für den Endkunden der Übergang vom Versuch zur Serie wirtschaftlicher und schneller. „Meines Erachtens sind wir bisher die einzige Firma, die einen derart universal einsetzbaren 3D-Drucker entwickelt hat. Es gibt zwar einige wenige, bei denen das Arbeiten mit Granulat möglich ist, nicht jedoch die Materialwahl beim Granulat selber“, erklärt Zielke.
Formgebung und Verschmelzung beim Druckprozess getrennt
Eine weitere Besonderheit des 3D-Druckers ist die Trennung der Formgebung und der Verschmelzung beim Druckprozess. Im Druckprozess selber wird nur das thermoplastische Trägermaterial miteinander verschmolzen, um dem Bauteil seine Form zu geben. Anschließend kann das Bauteil, der sogenannte Grünling, noch vor dem eigentlichen Sinterprozess nachgearbeitet werden, was zu einer weiteren Senkung der Werkzeug- und Maschinenkosten während der Nachbearbeitung führen kann. Erst dann wird das Grünteil in einem zweistufigen Prozess zunächst vom thermoplastischen Trägermaterial befreit und anschließend in einem Ofen gesintert.
Das Feedback, welches AIM3D bisher auf ihre Prototypen bekommen hat, ist vielversprechend. Gerade von Seiten der Autoindustrie gibt es großes Interesse. Aufgrund der guten Erfahrungen mit dem Linearführungssystem von Hepco Motion, das seit einem Jahr wartungsfrei läuft, wird man auch beim Serientyp beim Hersteller dieser Bauteile bleiben.
:quality(80)/images.vogel.de/vogelonline/bdb/1533400/1533401/original.jpg "Das komplette Angebot der Schaeffler Durasense für Profilschienenführungen für bedarfsgerechte, automatisierte Nachschmierung: vierreihige Kugelumlaufführung Kuve, Rollenumlaufführung Rue, sechsreihige Kugelumlaufführung Kuse. (Schaeffler)")
Lineartechnik
Profilschienenführungen automatisiert schmieren
:quality(80)/images.vogel.de/vogelonline/bdb/1505700/1505714/original.jpg "(Igus)")
Austauschlager
Boxenstopp für Lineargleitlager
:quality(80)/images.vogel.de/vogelonline/bdb/1445900/1445971/original.jpg "Der Kliklok Integrated Topload Cartoner (ITC) integriert drei Funktionen: Kartonbildung, Beladung und Verpackung. (Hepco Motion)")
Linearführung
Eine Verpackungsmaschine, drei Funktionen: Aufrichten, Beladen, Verschließen
(ID:45876511)
:quality(80)/p7i.vogel.de/wcms/1c/05/1c05d328c54b711cc9a69bbc65574728/0126213187v2.jpeg "Ein Antriebs der bereits die notwendige Intelligenz mitbringt wie der Romotion von Rotek vereinfacht übergeordnete Steuerungen oder macht sie sogar überflüssig. (Bild: Rotek)")
:quality(80)/p7i.vogel.de/wcms/ea/6b/ea6b631f5be739c8b6ffd50be67535e9/0128260687v2.jpeg "Die neuen Igus-Lager sind werkstoffbedingt leichter als Metalllager und sorgen dadurch bei hohen Drehzahlen für bessere Energieeffizienz. (Bild: Igus)")