:quality(80)/p7i.vogel.de/wcms/ed/36/ed364d487554f456228987076508fccd/contact-software-launcht-fourier-20aiv1.png "Fourier AI kombiniert KI-Modelle mit KI-Anwendungen, die für anspruchsvolle Engineering-Aufgaben entwickelt wurden. (Bild: Contact Software)")
:quality(80)/p7i.vogel.de/wcms/09/b0/09b0326b075ec363d8f786eeb57885d2/26-02-pi-fraunhofer-iws-41300-ultragrain-project-closing-pic-02-1562x878v1.png "In Hochgeschwindigkeit zeigt sich der Prozess des Laser-Draht-Auftragschweißens (DED-LB) mit pulslaser-induziertem Plasma, der zum Projekterfolg von Ultra Grain beitrug. (Bild: Fraunhofer IWS)")
:quality(80)/p7i.vogel.de/wcms/ee/1c/ee1cb90cd415a6588eda6968d1c0f232/laeufer-adobestock-1830251820-jianjian-mit-ki-5800x3265v1.jpeg "Das Fraunhofer IAO ruft im Rahmen der XR Expo 2026 in Stuttgart zur ersten Europäischen Avatar Challenge auf.
(Bild: 830251820_jianjian / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/f8/75/f87533a0a7520a6762f43fdd3be9ad50/0130030998v1.jpeg "Stephan Finkel von 3DSE Management Consultants spricht auf dem European Defence Supply über die Lieferkette im Rüstungssektor. (Bild: 3DSE)")
:quality(80)/p7i.vogel.de/wcms/88/04/880449ed982410d6b5ac58266082ddf1/elchinator-security-5042249-1280-1280x720v1.jpeg "Der HP Wolf Security Report zeigt: Angreifer nutzen KI für Geschwindigkeit, Modularität und Automatisierung, Qualität der Kampagnen ist dabei gering. (Bild: Pixabay)")
:quality(80)/p7i.vogel.de/wcms/16/2c/162c5c67720129cb55a53caaaceb9015/adobestock-1266426589--c2-a9-20anak-20-e2-80-93-20stock-adobe-com-ki-generiert-5760x3238v1.jpeg "Manufacturing-X ist ein Konzept für einen gemeinsamen, föderierten „Datenraum Produktion“, in dem Unternehmen der Fertigungsindustrie standardisiert Produktions‑ und Maschinendaten austauschen können. (Bild: anak – stock.adobe.com_KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/4f/aa/4faad7c14657ac9dc2982110dc4f1805/hm26-533x300v1.jpeg "Eine unabhängige Jury hat unter der Leitung von Prof. Dr.-Ing. Holger Hanselka, Präsident der Fraunhofer-Gesellschaft, unter den zahlreichen Einreichungen drei Unternehmen für den Hermes Award nominiert: Festo, Schaeffler und Ziehl-Abegg (Auflistung in alphabetischer Reihenfolge). (Bild: Deutsche Messe)")
:quality(80)/p7i.vogel.de/wcms/36/d4/36d4ccf25ec5149ac24710536a941692/laurentschmidt-drone-3419851-5760x3238v1.jpeg "Vielseitig einsetzbar: Drohnen kommen heute in zahlreichen Applikationen zum Einsatz, von der Inspektion etwa von Windrädern bis hin zur Überwachung von Einrichtungen. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/6e/5a/6e5a09bb37923f3c1a4b0860ccc367d5/newsimage418174-1536x864v1.jpeg "Der kleinste QR-Code der Welt ist nur im Elektronenmikroskop sichtbar, das aber sehr stabil. (Bild: TU Wien)")
:quality(80)/p7i.vogel.de/wcms/ce/43/ce43f56a7f4153787a5342a1137138f8/euchner-vb-logimat-01-6000x3373v1.jpeg "Das modulare Schutztürsystem MGB2 Modular kombiniert mit dem Schlüsselsystem CKS erfüllt alle Anforderungen an Flexibilität, Kosteneffizienz und Betriebssicherheit. (Bild: Euchner)")
:quality(80)/p7i.vogel.de/wcms/39/72/3972da2193f610a42556bfea713d7f8c/scalable-security-6000x3375v1.jpeg "Profinet bietet eine skalierbare Security Lösung und kann damit bedarfsgerecht angewandt werden. (Bild: iuriimotov / stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/24/ff/24ffb30cc73586141c712ef61e6f9454/bild-202-slo-anwendungsbild-2950x1661v1.jpeg "Trotz seiner kompakten Bauform von nur 30 × 30 × 135 mm bietet der SLO eine Zuhaltekraft von 3.000 N und Schutzart IP69. (Bild: Bernstein)")
:quality(80)/p7i.vogel.de/wcms/cf/68/cf68a065f389ef22266950d7e4c394fc/newsimage418893-1920x1079v1.jpeg "Bürokratieindex 2026: Prozentuale Änderung der Bundesgesetze. (Bild: ESMT Berlin)")
:quality(80)/p7i.vogel.de/wcms/1e/23/1e2304de29986b6706547c6c997e6ace/business-9804075-1280-20-281-29-1280x720v1.jpeg "Im vierten Quartal 2025 gab es bundesweit 1,26 Millionen offene Stellen – 224.100 oder rund 22 Prozent mehr als im Vorquartal. (Bild: Pixabay)")
:quality(80)/p7i.vogel.de/wcms/2f/e2/2fe2b07d9a68db267ebe385f10f275b8/newsimage418860-1814x1021v1.jpeg "Differenz aus dem Anteil der KMU, deren Umsatz, Gewinn und Investitionen in den vergangenen 3 Monaten gestiegen oder gesunken ist. (Bild: IfM Bonn)")
:quality(80)/p7i.vogel.de/wcms/7a/b7/7ab71ff0f46ee6f0cca611ea898e403a/0129560848v1.jpeg "(Bild: Vogel Professional Education)")
:quality(80)/p7i.vogel.de/wcms/bc/49/bc4957f73a884d8ee1356914659cf2f4/adobestock-325234002--c2-a9-20karyna-20-e2-80-93-20stock-adobe-com-5490x3087v1.jpeg "Riesenräder sind mehr als eine Attraktion, sie sind ein Symbol für technologischen Fortschritt. (Bild: © Karyna – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/7a/22/7a22898e1ee01157399158bd2d7f26c6/0128676654v2.jpeg "Fahrradbeleuchtung gibt es seit dem 19. Jahrhundert. Was als Ölfunzel begann, ist heute ein präzise geregeltes System, das Licht effizient formt. (Bild: www.vaude.com | pd-f)")
:quality(80)/p7i.vogel.de/wcms/46/c9/46c97200605642d8b8f9bc9ac014316a/0128359318v2.jpeg "Kein Weihnachtswunder, aber dennoch faszinierend: Die wunderschönen, auch heute noch oft handgefertigten Weihnachtspyramiden drehen sich dank Luftauftrieb. (Bild: © Animaflora PicsStock - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/79/16/7916e9b7731fb39679d596d16f918a8f/0127591377v1.jpeg "Wo heute in Köln die Hohenzollernbrücke über den Rhein führt, demonstrierte Christian Hülsmeyer 1904 zum ersten Mal sein Telemobiloskop zur Messung der Entfernung von Schiffen. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/0b/c3/0bc3f807a69dbb07898026e24c11ea06/mini-environments-optikfertigung-neuv1.jpeg "Mini-Environments auf Basis modularer item Komponenten: Dadurch verfügen Unternehmen in der Optikfertigung über präzise, flexible und reinraumtaugliche Arbeitsbereiche. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/e1/93/e193cd7df3b15859208fa33b610588ad/0127840781v1.jpeg "Markus Röß, Leitung Marketing und Vertrieb (Bild: Andreas Karl)")
:quality(80)/p7i.vogel.de/wcms/61/4f/614f0d08c8ea93498a6c6883d7701f25/0126917376v1.jpeg "Ergebnisse der Bitkom-Befragung. (Bild: Bitkom)")
Schweißen Hochpräzise Schweißnähte im Mikrometerbereich erzeugen
Konventionelle Fügetechnik ist bisher im Mikrometerbereich an ihre Grenzen gekommen. Das Fraunhofer ILT hat nun ein Fügeverfahren entwickelt, mit dem kleinste Schweißnähte in transparenten Kunststoffbauteilen erzeugt werden können.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/76800/76895/65.jpg "FAULHABER_120mm.jpg ()")
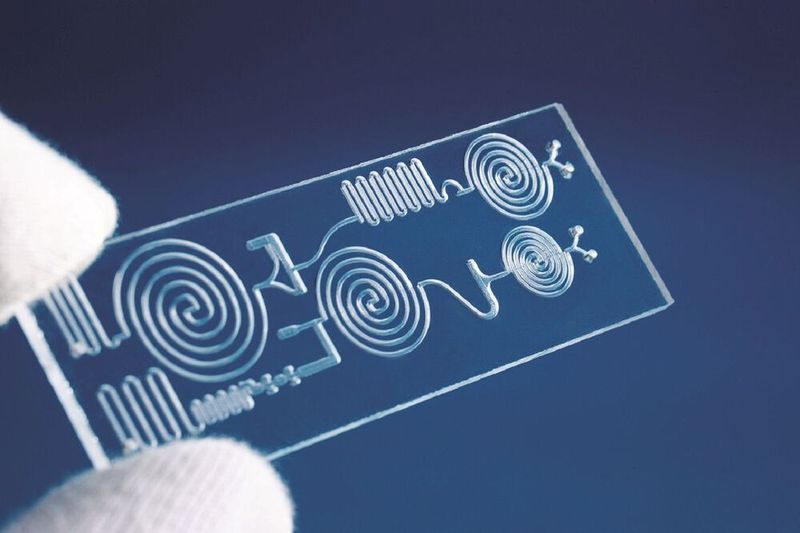
Im Life-Science-Bereich haben sich mikrofluidische Chips beim Transport, der Mischung und Filterung von kleinsten Flüssigkeitsmengen bewährt. Eine große Herausforderung ist die mediendichte Verkapselung der in den Chips integrierten Mikrokanäle: Konventionelle Fügtechnik kommt im Mikrometerbereich an ihre Grenzen. Stattdessen bietet sich hier das absorberfreie Laserdurchstrahlschweißen (LDS) mit Strahlquellen im nahen Infrarot (NIR)-Bereich an, das eine hohe Präzision und Flexibilität erlaubt.
2017 startete das Fraunhofer ILT mit den drei Industriepartnern:
- Aachener Amtron GmbH
- Attendorner Ortmann Digitaltechnik GmbH
- Dortmunder Bartels Mikrotechnik GmbH
das Projekt „segmentale Quasisimultan-Laserbestrahlung“ (SeQuLas), das im Rahmen des Programms „Produktion.NRW“ der Leitmarkt Agentur NRW gefördert wurde.
Hierbei wurde als Strahlquelle ein Thulium-Faserlaser mit einer Emissionswellenlänge von 1940 nm verwendet. In diesem Wellenlängenbereich besitzen Kunststoffe eine natürliche Absorption. Es ensteht kein zusätzliches Absorbermaterial wie Ruß und Chip behält seine Transparenz. Dies macht das Verfahren insbesondere für die Medizintechnik interessant.

Undichte Stellen im Nahtgefüge
Das Problem bei diesem absorberfreien Laserdurchstrahlschweißens ist, dass durch die Volumenabsorption eine Wärmeeinflusszone entsteht. Diese erstreckt sich vertikal über den gesamten Bauteilquerschnitt. So können sich während des Aufschmelzvorgangs Hohlräume und Risse bilden, die im Nahtgefüge für undichte Stellen sorgen. Außerdem besteht insbesondere bei flachen Bauteilen die Gefahr, dass sich der Werkstoff verzieht.
Quasisimultane Bestrahlung für materialschonende Erwärmung
Um die vertikale Ausdehnung der Wärmeeinflusszone zu verringern, bietet sich die quasisimultane Bestrahlung an. Dabei wird ein Laserstrahl mit Hilfe eines Scannersystems mit hoher Geschwindigkeit mehrmals entlang der Schweißkontur geführt. Die gesamte Nahtkontur wird dabei simultan erwärmt, die das Konturschweißen sonst nur sequentiell aufschmilzt.
Bei Versuchen mit Bauteilen aus Polycarbonat konnte das Fraunhofer ILT nachweisen, dass während des Schweißprozesses die Wärme an den Außenflächen abgeführt wird, während im Materialinneren eine Wärmeakkumulation stattfindet. Die steigende Anzahl an Überfahrten und die hohe Scangeschwindigkeit verringern sogar die vertikale Ausdehnung der Wärmeeinflusszone um bis zu 30 % gegenüber dem Konturschweißen.
Thermischen Schäden während Schweißprozess erfassen
Im zweiten Schritt entwickelten die Projektpartner eine Prozessregelung für den Laserschweißprozess. Hierbei misst ein in den Strahlengang integriertes Pyrometer während des Schweißprozesses die Temperatur im Bauteil. Die Kopplung des Messsignals mit der Position der Scannerspiegel ermöglicht eine ortsaufgelöste Aufnahme der Wärmeverteilung im Bauteil. Auf diese Weise lassen sich thermische Schäden schon während des Schweißprozesses erfassen und zielgenau lokalisieren. Der neu entwickelte Schweißprozess kann daher schnell auf Temperaturabweichungen reagieren und die Laserleistung entsprechend regeln. Somit lassen sich homogene Nahteigenschaften entlang der Nahtkontur sicherstellen.
(ID:46658208)
:quality(80)/p7i.vogel.de/wcms/26/91/269164a5f186421b678eb6fe6fd7f270/0124590024v2.jpeg "Versuchsaufbau zur Durchführung der Phasenkontrastvideographie an Beamline P61A bei DESY Petra III. (Bild: RWTH Aachen)")
:quality(80)/p7i.vogel.de/wcms/2d/bc/2dbcfe849699e6a9b63c5f7b383fa6b1/0125076837v2.jpeg "Demonstration der additiven Fertigung poröser Strukturen: Das metallische Logo des Fraunhofer ILT veranschaulicht die regulierbare Durchlässigkeit durch integrierte poröse Zonen, gesteuert mittels Knopfdruck. (Bild: Fraunhofer ILT)")