:quality(80)/p7i.vogel.de/wcms/17/91/17914750ffc7ba7a25184e575a16b673/adobestock-58742161--c2-a9-20doc-20rabe-20media-20-e2-80-93-20stock-adobe-com-6000x3377v1.jpeg "Wir haben Tipps & Tricks aus dem Bereich Digital Engineering gesammelt, um Konstrukteuren und Entwicklern die Arbeit zu erleichtern. (Bild: © DOC RABE Media – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/d1/aa/d1aa90fe57c7e869fad955f6fa5869a9/yamu-jay-green-energy-9062790-5376x3022v1.jpeg "Die neue Toolbox richtet sich an kleine und mittlere Unternehmen (KMU), Start-ups sowie an Entwicklungs- und Konstruktionsabteilungen, die zirkuläre Anforderungen systematisch in ihre Produkte integrieren möchten. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/99/3f/993f3507a25b1b01acdc1dfa064df03b/1-20--20spritzguss-c-uni-a-20grunwald-edit-4671x2627v1.jpeg "Nils Meyer (rechts) und Projekt-Mitarbeiter Julian Greif entwickeln ein KI-Tool, um die Bauteilentwicklung im Spritzguss zu optimieren. (Bild: Universität Augsburg)")
:quality(80)/p7i.vogel.de/wcms/65/44/65449128817fa1f9a15a6dcadb9d2a3e/adobestock-690807704--c2-a9-20krungchingpixs-20-e2-80-93-20stock-adobe-com-6718x3780v1.jpeg "Chatten reicht nicht: Industrielle KI muss Physik verstehen, um im Engineering-Alltag zu bestehen. (Bild: © krungchingpixs – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/ca/52/ca52419eb80bccebeaf6fd29dd30717d/geralt-time-2676366-3226x1813v1.jpeg "Was ein Bauteil wirklich kostet, wissen viele Konstrukteure erst Wochen nach der Fertigung der Bauteile. Wie sich diese Lücke schließen lässt, erfahren Teilnehmer auf dem Konstruktionsleiter-Forum 2026. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/87/c2/87c2b4e3161b9d7ff5816852a1f05a64/0132403102v1v1.jpeg "(Bild: Vogel Professional Education)")
:quality(80)/p7i.vogel.de/wcms/c3/0d/c30daafe0cdf3fcc3d50509e60be8989/bild-1-925x520v1.jpeg "Für eine Förderstrecke für Mozzarella-Verpackungen verwendet Zott das Kettenfördersystem Varioflow Plus von Bosch Rexroth mit Komponenten aus Edelstahl. (Bild: Heldele Automation )")
:quality(80)/p7i.vogel.de/wcms/11/96/11960b1d2f221b89b8fe9bf1de6e367e/franke-drehverbindung-materialmix-frei-1920x1080v1.png "Mögliche Werkstoffe für die Lagergehäuse von Drahtwälzlagern (von links im Uhrzeigersinn): 3D-gedruckte Struktur, Karbon, Stahl, Kunststoff, Messing, Aluminium, Bronze, Edelstahl (Bild: Franke)")
:quality(80)/p7i.vogel.de/wcms/27/9b/279bdbe29d08f90d38d3f330a8544de0/rollon-hvc-mg-rgb-1616x908v1.jpeg "Die neue MG-Version der HVC-Kugelschienenführung mit Vollauszug hat eine höhere Tragzahl als die bisher verfügbaren Varianten der Baureihe. (Bild: Rollon)")
:quality(80)/p7i.vogel.de/wcms/d8/d4/d8d4786533658531dd7f5d383c020f54/-sb-3254-3000x1687v1.jpeg "Auch 2026 heißt es in Würzburg wieder „Herzlich willkommen\" für Konstruktions- und Entwicklungsleiter aus ganz Deutschland. (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/83/93/83935dca5289556988d7d2e9f2183d82/-sb-3254-3000x1687v1.jpeg "Würzburg im Oktober heißt: zwei Tage rund um die Frage, wie sich Produktentwicklung heute effizient und zukunftsfähig gestalten lässt. (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/e9/03/e90306f116f570daebed16b9684b9445/item-20fa-20schutzz-c3-a4une-20planen-20-bild2-1469x827v1.png "Digitale Konfiguratoren wie die von Item vereinfachen die Planung kompletter Schutzzäune über eine intuitive Benutzeroberfläche. (Bild: Item)")
:quality(80)/p7i.vogel.de/wcms/16/00/1600883e04215e4e3863e4a941e364c0/newsimage424941-2000x1124v1.jpeg "Mit Kassandra tauchen Teams in eine Thriller‑Story ein, lösen unter Zeitdruck KI‑Challenges. (Bild: Fraunhofer FIT)")
:quality(80)/p7i.vogel.de/wcms/1a/d9/1ad9efc8a86adc6031d22f7473e0d390/0132121730v1.jpeg "Nachdem es in den ersten vier Monaten 2026 für die deutsche Industrie in Sachen Auftragslage eher mau aussah, hat der Mai als Wonnemonat seinem Namen wohl Ehre gemacht. Analysten glauben nun zwar an mehr Sonne, doch die Wolken sind noch nicht verschwunden ... (Bild: Solarfans)")
:quality(80)/p7i.vogel.de/wcms/a0/03/a003d1d5ee83399f232303f7c50bd93b/geralt-statistics-4623842-4752x2672v1.jpeg "Erholung mit Risiken: Deutschlands Wirtschaft zwischen geopolitischer Unsicherheit und technologischem Aufschwung. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/aa/e1/aae1d4890329b20e40f4ebbc782705c7/aussenhandel-saisonbereinigt-2048x1151v1.png "Im April 2026 sind die deutschen Exporte gegenüber März 2026 kalender- und saisonbereinigt um 0,9 Prozent und die Importe um 1,2 Prozent gestiegen. (Bild: Destatis)")
:quality(80)/p7i.vogel.de/wcms/76/32/763233e84c4054d0c8634dad6c6141fc/adobestock-2035398302-2730x1536v1.jpeg "Wir zeigen, wie aus mechanischen Fächern und maritimen Lüftungssystemen der moderne Hochleistungsventilator wurde. (Bild: © Olga Ко – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/09/2a/092ad24dd4b603abc12e017024d5be85/digitalerzwillingjoseph-von-fraunhofer-20-282-29-6200x3489v1.jpeg "Auf der Hannover Messe 2026 konnten sich Besucher mit dem digitalen Zwilling von Joseph von Fraunhofer unterhalten – das Metaverse und KI machen es möglich. (Bild: Fraunhofer-Gesellschaft)")
:quality(80)/p7i.vogel.de/wcms/2f/2b/2f2b46d8cd0987790d053a0ecc434833/aumovio-pp-dtco-1-1772x997v1.jpeg "20 Jahre digitaler Tachograph: Wie sich das Gerät vom Kontrollgerät zum Datenhub im Güterverkehr entwickelt hat. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/bf/45/bf4523ff21e3add62ccd8390c5bfea7a/adobestock-726557427--c2-a9-20vladan-20-e2-80-93-20stock-adobe-com-ki-generiert-3580x2016v1.jpeg "Astronomie erforscht die Welt der Galaxien und versucht, Entstehung, Aufbau und Entwicklung des Universums zu erklären. (Bild: © Vladan – stock.adobe.com_KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/a5/85/a585fd3e9719eb236ee815591f370261/ergonomischer-montagearbeitsplatz-gesuender-und-effizienter-arbeitenv1.jpeg "Ein ergonomisch eingerichteter Montagearbeitsplatz unterstützt effiziente Arbeitsabläufe und reduziert körperliche Belastungen. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/57/77/5777fa6040a24e6a62e9b06a5ba3196b/itemde-vogel-advertorial-mobile-roboter-in-der-industrie-headerbildv1.jpeg "Mit standardisierten Base Carts und individuell konfigurierbaren Top Modulen bietet item passgenaue Lösungen für unterschiedliche Transportaufgaben (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/50/8c/508ccaa2f4a61a0fecf84fde16ba45aa/schrittmotor-nema-24-erklaerung-und-anwendungen-die-sie-kennen-solltenv1.jpeg "Die Parametrierung und Inbetriebnahme des Integrierten Motors ST NEMA24 von item Industrietechnik erfolgen komfortabel mit der Software item MotionSoftStepper (Bild: item)")
Klebstoffe Elektromotoren klebt man heute
Kleben bietet für die Produktion und den Betrieb von E-Motoren viele Vorteile. Motorenhersteller können aus einer Fülle unterschiedlicher Klebstofffamilien wählen.
Anbieter zum Thema
:fill(fff,0)/p7i.vogel.de/companies/5d/92/5d92eae683273/lenord-bauer.jpg "Lenord_Bauer.jpg (Lenord, Bauer & Co. GmbH)")
:fill(fff,0)/p7i.vogel.de/companies/69/bb/69bb1ada0093e/design-ohne-titel-5-.png "design-ohne-titel-5- (https://www.ruderer.de/)")
Was haben alle Hersteller von Elektromotoren gemeinsam? Sie wollen ihre Motoren kleiner und leistungsfähiger machen und darüber hinaus deren Wirkungsgrad verbessern. Dies wird unter anderem mit der Gestaltung des Blechpakets realisiert und mit der optimalen Einbindung der Magnete in das Blechpaket; zudem wird der Luftspalt zwischen Magnet und Wicklung möglichst eng gehalten.
:quality(80)/images.vogel.de/vogelonline/bdb/1162600/1162663/original.jpg "Im oberen Bildbereich ist eine Rotorwelle komplett dargestellt. Die losen Rotorpakete stehen in Bildmitte und unten eine Welle. Deutlich ist der aufgeraute Bereich von der glatten Oberfläche zu unterscheiden. (Thiel/Trumpf)")
Klebetechnik in der Kritik
Verklebung: ungenügend
Besser verbinden mit Klebstoffen
Etablierte Verbindungsmethoden wie mechanisches Klemmen oder das Bandagieren von Magneten kommen dabei zunehmend an Grenzen, sowohl hinsichtlich der Funktion des Motors als auch des Produktionsprozesses: So müssen mit zunehmend kleineren Motoren auch die erforderlichen Fertigungstoleranzen weiter sinken, was die Kosten in die Höhe treibt. Insbesondere für leistungsfähige Motoren finden zunehmend Seltenerdmagnete Verwendung. Da sie korrosionsanfällig sind, erhalten sie eine Passivierungs-, Nickel- oder Epoxidharzbeschichtung, die beim Montieren verletzt werden kann und wodurch die Magnete direkten Umwelteinflüssen ausgesetzt wären.
")
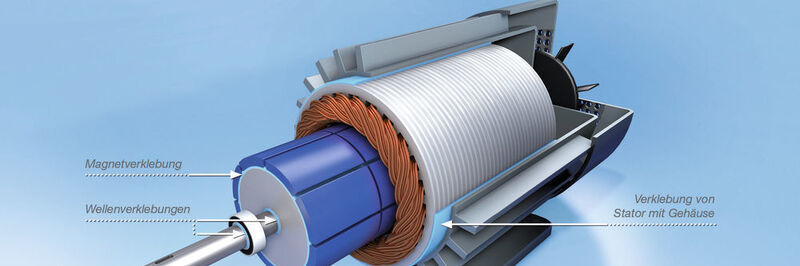
Im Vergleich zu diesen herkömmlichen Methoden bietet das Kleben eine Reihe von Vorteilen und kommt insbesondere für drei Anwendungen im E-Motor in Frage: Für die Verbindung von Magneten und Blechpaket, für Welle und Rotor sowie für Stator und Gehäuse. Klebstoffe vermeiden Reib- oder Kontaktkorrosion und sind zudem schlagfest, was essentiell für die hohen dynamischen Kräfte bei E-Motoren ist. Ihre dämpfende Wirkung reduziert Vibrationsgeräusche und führt damit zu einer akustischen Verbesserung. Dank ihrer homogenen Spannungsverteilung gleichen sie thermischen Stress aus, der zum Beispiel bei unterschiedlichen Wärmeausdehnungskoeffizienten zwischen Stator und Gehäuse entstehen kann. Im Fall der Welle verhindern sie aufgrund ihrer spaltüberbrückenden Eigenschaften Spiel und Schlupf. Schließlich führt Kleben in vielen Fällen auch zu geringeren Fertigungskosten, da Bauteiltoleranzen wie erwähnt größer ausfallen können, eine hohe und einfache Automatisierung möglich ist und Wärme nicht zwingend benötigt wird.
Neuer 2K-Klebstoff für E-Motoren
Speziell für die flexible und effiziente Produktion von E-Motoren hat Delo Industrie Klebstoffe nun ein zweikomponentiges Epoxidharz entwickelt. Delo-Duopox SJ8665 ist mittelviskos und eignet sich für Motoren mit mittleren bis hohen Temperaturanforderungen. So besitzt der zähharte Klebstoff in diesem Einsatzbereich eine erhöhte Festigkeit und kommt daher selbst für Motoren der Isolierstoffklasse H in Frage. Der Klebstoff bietet bei 80 °C mit 16 MPa auf Aluminium doppelt so hohe Zugscherfestigkeiten wie Standard-2K-Epoxidharze. Das temperaturbeständige Produkt sorgt somit für eine geringe Alterung der Verbindung. Selbst nach 1000 Stunden Lagerung bei 85 °C und 85 % Luftfeuchtigkeit erreicht sie dieselben Festigkeiten wie zuvor.
Zweikomponentige Produkte überzeugen mit ihrer guten Spaltüberbrückung sowie mit ihrer Schälfestigkeit und ihrem Spannungsausgleich. Sie finden vor allem mehr Verwendung, desto größer und massiver die Bauteile sind. Sie kommen aber zunehmend für Motoren aller Größen zum Einsatz, da sie gegenüber einkomponentigen Produkten flexibler bei der Gestaltung des Produktionsprozesses sind.
Klebetechnik in der Kritik
Verklebung: ungenügend
Schnelle und flexible Produktion
Mit dem Mischen beider Komponenten härten 2K-Epoxidharze bei Raumtemperatur vollständig aus. Dieser Vorgang lässt sich unter Einsatz von Wärme beschleunigen. Im Falle des neuen Epoxidharzes geht das besonders schnell und ist unter Variation von Zeit und Temperatur flexibel steuerbar: Bei 80 °C reichen 5 Min. bis zur Handfestigkeit und 10 Min. für vollständiges Aushärten. Bei einer Induktionserwärmung von 100 °C können die Bauteile innerhalb von 1 Min. mit einer Festigkeit von 10 MPa fixiert werden – so lassen sich die Bauteile direkt weiterverarbeiten. Gegenüber einer Aushärtung bei höheren Temperaturen, wie sie etwa bei einkomponentigen Produkten erforderlich ist, ermöglichen diese moderaten Bedingungen eine kürzere Aufheizzeit der Bauteile und geringeren Energiebedarf in der Produktion. Zudem lässt sich der Klebstoff für temperatursensible Materialien wie Kunststoffe oder magnetisierte Magnete verwenden. (br)
(ID:44247196)
:quality(80)/p7i.vogel.de/wcms/bf/4d/bf4d849e7ef74eea062cd255f3f2d029/0126197636v2.jpeg "Mit einem am Fraunhofer IWU entwickelten Demontage-Demonstrator zeigen die Wissenschaftler, wie die Demontage automatisiert und effizient gelingen kann. (Bild: Fraunhofer IWU)")
:quality(80)/p7i.vogel.de/wcms/84/c1/84c1470235cf049147919ddc73aaa920/0128028413v2.jpeg "Die neue Delo-Activis 330 eignet sich besonders für kleine Dosiermengen und lässt sich dank kompakter Baugröße einfach in bestehende Produktionslinien integrieren. (Bild: Delo)")