:quality(80)/p7i.vogel.de/wcms/e0/ef/e0ef4a7fe986a68c6fb828ad82a65701/newsimage418231-1440x810v1.jpeg "Die Forscher wollen ein tiefgreifendes Verständnis der Struktur-Eigenschaftsbeziehungen in PLA-Compounds erlangen. Im Bild: ein Kunststoff im Brennbarkeitstest. (Bild: Fraunhofer UMSICHT)")
:quality(80)/p7i.vogel.de/wcms/5f/0b/5f0b02765df72e8959c1f4ffcf4019a3/newsimage418028-2772x1559v1.jpeg "Live dabei im Eiskanal – detaillierte Aufzeichnungen in Echzeit machen kleinste Fehler und damit Zeitverluste im Rennrodel-Lauf sichtbar. (Bild: Hochschule Mittweida)")
:quality(80)/p7i.vogel.de/wcms/52/7a/527ad5ae7d10b9e34b72570639d7870c/plagiarius-zwerg-gnome-2849x1602v1.jpeg "Die Trophäe des Schmähpreises ist ein schwarzer Zwerg mit goldener Nase. Er soll die immensen Profite, die ideenlose Nachahmer auf Kosten von Kreativwirtschaft und Industrie erzielen, symbolisieren. (Bild: Aktion Plagiarius e.V.)")
:quality(80)/p7i.vogel.de/wcms/82/df/82df058e441537e2123e8d0ee81c22be/bank-notes-941246-1280-1280x720v1.jpeg "Entgegen der Rhetorik der US-Regierung treffen die Kosten der US-Strafzölle die amerikanische Wirtschaft selbst. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/1d/ef/1defae065aa8e85d07d6ee617335c88f/0128924879v2.jpeg "KI-basierte Systeme strukturieren klassische Prozessabläufe beim Zusammenspiel von Konstruktion, Prototypenbau und Fertigung neu. (Bild: Meviy)")
:quality(80)/p7i.vogel.de/wcms/75/65/75655982e3a71a70efcf8c1de423bc13/0128784466v2.jpeg "„Wer eine Fertigungsanlage plant, ohne vorher zu simulieren, entscheidet oft mit unvollständigen Informationen“, sagt Matthias Wilhelm von Visual Components im Podcast mit Ute Drescher, Chefredakteurin der konstruktionspraxis. (Bild: Volker Siegl/VCG)")
:quality(80)/p7i.vogel.de/wcms/14/54/14548e16d0a6ba249c025bc7c322953e/0129540459v2.jpeg "Forscher aus Stuttgart haben untersuchen, ob man die „Technik“ hinter haarigen Elefantenrüssel, die als sensibles Greifsystem funktionieren, auch in der Robotik nutzen kann. (Bild: Zoo Magic)")
:quality(80)/p7i.vogel.de/wcms/39/42/3942b4485d407f41c125113ab81cfc08/grenzebach-am-fsw-gads-herfert-gfsw-burmann-spin-off-close-shot-2000x1125v1.jpeg "Die Geschäftsführung der Grenzebach Friction Stir Welding GmbH übernimmt Christian Herfert (links), der die beiden Wachstumsfelder bislang als Vice President verantwortet hat. Die Interims-Leitung der Grenzebach Additive Solutions GmbH liegt bei Dirk Burmann (rechts), SVP Finance & Administration. (Bild: Grenzebach)")
:quality(80)/p7i.vogel.de/wcms/da/7e/da7e5a5df4c0efb2a27aa760dd94ba4f/0129346755v2.jpeg "Der Kugelgewindetrieb versagt im Einsatz schon früher als erwartet? Eventuell haben Sie bestimmte Faktoren nicht beachtet! (Bild: Thomson Industries)")
:quality(80)/p7i.vogel.de/wcms/18/42/18421d21f5a2ad15081c1a738e84850f/0128496303v1.jpeg "Von der sicheren Steuerung bis zum Safety-Sicherheitsscanner: Maschinensicherheit hat viele Gesichter. (Bild: Schmersal; Kuka Group; Pilz GmbH & Co. KG; VCG/Stefan Bausewein; )")
:quality(80)/p7i.vogel.de/wcms/97/54/97546a872190f725e761a6504088f5b9/0127947665v2.jpeg "ASi-5 Safety unterstützt sowohl hinsichtlich Safety als auch Security die gestiegenen Sicherheitsanforderungen im Zuge der stetig wachsenden Digitalisierung der industriellen Automatisierung. (Bild: © igor.nazlo - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/75/c2/75c2648ac64e595c51904d8dbaceabea/0128063829v2.jpeg "Laut einer aktuellen Studie hätten zwischen Januar und September 2025 Ransomware-Attacken auf Fertigungsunternehmen allein in Europa potenzielle Lohnkosten durch Produktionsstillstand von rund 3,8 Milliarden Euro verursacht. (Bild: © DC Studio - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/e1/ad/e1ad97c78305431215cab0ae08ddfc1e/laj987-digital-grading-10006743-1280-1280x720v1.png "Der Vergleich der Produktivität unterschiedlicher Dienststellen im Zeitverlauf zeigt, dass es einen Kipppunkt für die optimale Balance zwischen Homeoffice und Präsenz gibt. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/ec/8b/ec8b9c991b5c25fdc483a9c4f062c01f/adobestock-340905887--c2-a9-20gorodenkoff-20-e2-80-93-20stock-adobe-com-5120x2877v1.jpeg "Der aktuelle VDI/IW-Ingenieurmonitor zeigt: Der Ingenieurarbeitsmarkt steht unter Druck – zwischen Krise und Fachkräftemangel. (Bild: Adobe Stock - Gorodenkoff)")
:quality(80)/p7i.vogel.de/wcms/6d/b5/6db5864ad31a14bd4db1e228f983c259/adobestock-1336831159--c2-a9-20magele-picture-20-e2-80-93-20stock-adobe-com-5184x2915v1.jpeg "Unkontrollierte Komplexität ist längst keine Ausnahme mehr, sondern prägt den Arbeitsalltag: Mitarbeitende jonglieren mit fragmentierten Systemen, überfüllten Kalendern und Freigabeschleifen, die Reibung schaffen, statt Abläufe zu erleichtern. (Bild: magele-picture)")
:quality(80)/p7i.vogel.de/wcms/bc/49/bc4957f73a884d8ee1356914659cf2f4/adobestock-325234002--c2-a9-20karyna-20-e2-80-93-20stock-adobe-com-5490x3087v1.jpeg "Riesenräder sind mehr als eine Attraktion, sie sind ein Symbol für technologischen Fortschritt. (Bild: © Karyna – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/7a/22/7a22898e1ee01157399158bd2d7f26c6/0128676654v2.jpeg "Fahrradbeleuchtung gibt es seit dem 19. Jahrhundert. Was als Ölfunzel begann, ist heute ein präzise geregeltes System, das Licht effizient formt. (Bild: www.vaude.com | pd-f)")
:quality(80)/p7i.vogel.de/wcms/46/c9/46c97200605642d8b8f9bc9ac014316a/0128359318v2.jpeg "Kein Weihnachtswunder, aber dennoch faszinierend: Die wunderschönen, auch heute noch oft handgefertigten Weihnachtspyramiden drehen sich dank Luftauftrieb. (Bild: © Animaflora PicsStock - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/79/16/7916e9b7731fb39679d596d16f918a8f/0127591377v1.jpeg "Wo heute in Köln die Hohenzollernbrücke über den Rhein führt, demonstrierte Christian Hülsmeyer 1904 zum ersten Mal sein Telemobiloskop zur Messung der Entfernung von Schiffen. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/e1/93/e193cd7df3b15859208fa33b610588ad/0127840781v1.jpeg "Markus Röß, Leitung Marketing und Vertrieb (Bild: Andreas Karl)")
:quality(80)/p7i.vogel.de/wcms/61/4f/614f0d08c8ea93498a6c6883d7701f25/0126917376v1.jpeg "Ergebnisse der Bitkom-Befragung. (Bild: Bitkom)")
:quality(80)/p7i.vogel.de/wcms/c7/89/c7894b3aecafb36267fab2853c93499c/0126696654v1.jpeg "Leichte Entspannung in den Auftragsbüchern: Die Bestellungen im Maschinen- und Anlagenbau in Deutschland sind im Juli um real 4 Prozent im Vergleich zum Vorjahr gestiegen. (Bild: frei lizenziert)")
Rapid Tooling Direktes Metall Laser-Sintern (DMLS) spart Zeit und Kosten im Werkzeugbau
DMLS bietet die Möglichkeit, Werkzeugkomponenten in sehr kurzer Zeit zu fertigen. Waren nach der Technologieeinführung 1995 nur relativ weiche Materialien verfügbar, sind jetzt Härten bis 39 HRC möglich. Ebenso hat sich das Rapid Tooling zum Advanced Tooling gesteigert, wobei Kühl- und Temperierkanäle optimal mitkonstruiert werden.
Anbieter zum Thema
:fill(fff,0)/p7i.vogel.de/companies/65/14/6514050b6e494/wortmarke-isg-rgb-03.png "wortmarke-isg-rgb-03 (ISG Industrielle Steuerungstechnik GmbH)")
Werkzeugbau ist grundsätzlich ein teurer und zeitaufwändiger Prozess, mit vielen Arbeitsschritten, teuren Maschinen und qualifiziertem Personal. Mit konventioneller Produktionstechnologie erfordert sogar eine relative einfache Spritzgussform normalerweise CNC-Fräsen kombiniert mit Senkerodieren (EDM), um die Formgeometrie der Kavität und des Kerns herzustellen. Beim Fräsen muss in der Regel sehr viel Material von einem Metallblock abgetragen werden. Außerdem ist immer eine Fräsbahnprogrammierung notwendig. Tiefe Schlitze oder scharfe innenliegende Ecken, die nicht gefräst werden können, müssen erodiert werden, dazu müssen die Elektroden wiederum gefräst werden und dann für das Erodieren positioniert werden. Werkzeugbau für komplexere Teilgeometrien benötigt oft Schieber, entnehmbare Einsätze oder andere Merkmale, welche die Produktion noch komplexer und damit teurer und zeitaufwändiger macht.
Fräsen und Senkerodieren wird ersetzt
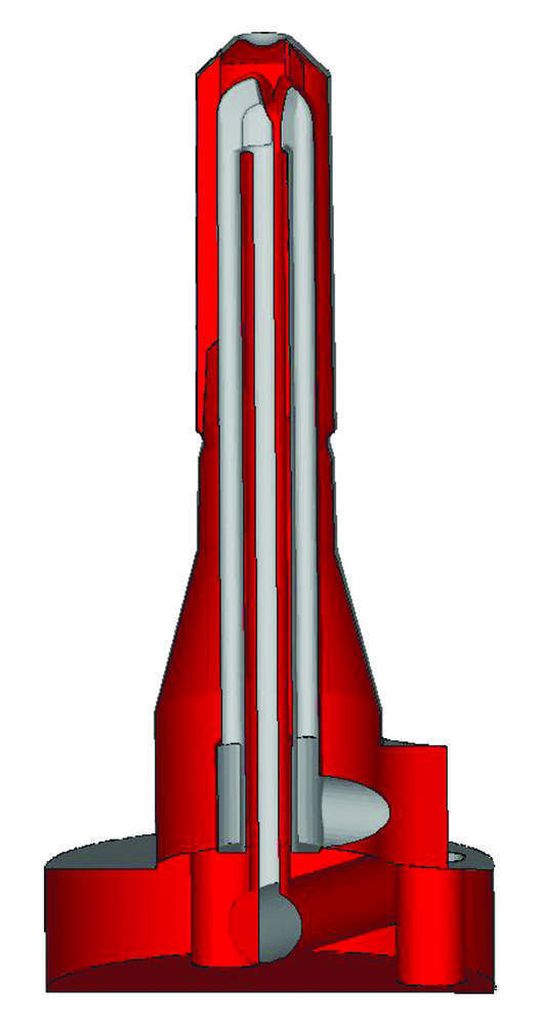
DMLS kann einen großen Beitrag dazu leisten, Zeit und Kosten in der Werkzeugherstellung zu sparen, weil die Technologie in vielen Fällen Fräsen und EDM ersetzt. Ein gutes Beispiel für ein relativ einfaches Projekt zeigt das Aufmacherbild. In diesem Fall sollten Werkzeugeinsätze für die Serienproduktion von zwei kleinen Kunststoffkomponenten aus Polycarbonat hergestellt werden. Trotz der Einfachheit wäre bei konventioneller Fertigung immer noch Senkerodieren nötig gewesen. Mittels DMLS wurden der Kern und die Kavität in nur 5 Stunden und 40 Minuten gebaut. Sie mussten nicht nachbearbeitet werden, nur Mikrostrahlen und leichtes manuelles Touchieren waren nötig. Der Kern und die Kavität wurden direkt auf die Spritzgussmaschine montiert und die Produktion konnte beginnen. Vom Beginn des Projekts bis zur Serienproduktion waren nur 6 Tage nötig.
Advanced Tooling für verbesserte Leistung im Werkzeugbau
Ein weiterer Vorteil von DirectTool ist, dass durch die Konstruktionsmöglichkeiten von DMLS die Eigenschaften des Werkzeugs verbessert werden können und so der Produktionsprozess optimiert wird. Vor allem bei der Produktion großer Serien können auch geringe Einsparungen beim Spritzgießen höhere Kosten bei der Werkzeugherstellung rechtfertigen.
Momentan ist die beste Möglichkeit, die Werkzeugleistung mit DirectTool zu verbessern, eine optimierte Auslegung der Kühl- und/oder Temperierkanäle. Dadurch kann eine niedrigere und/oder gleichmäßigere Temperatur in der Form, oder schnelleres Abkühlen oder Aufheizen erreicht werden. Das kann sowohl die Zykluszeit als auch die verzugsbedingte Ausschussquote reduzieren. Das Ergebnis sind in der Regel eine größere Produktivität und geringere Stückkosten in der Produktion. Bei der konventionellen Herstellung werden die Kühlkanäle in ein Werkzeug gebohrt, was deren Anordnung auf gerade Linien beschränkt, die außerdem für den Bohrer leicht zugänglich sein müssen und nicht auf die formgebende Fläche oder Auswurfstäbe treffen dürfen.
Freie Konstruktion der Kühlkanäle
Mit DMLS können sowohl die Anordnung als auch die Querschnitte der Kühlkanäle (oder aller anderen Teile) frei konstruiert werden. Wenn die Kühlkanäle an die Oberfläche der Spritzgussform angepasst sind, wird das konturnahes Kühlen (engl. „conformal cooling“) genannt.
Viele Studien und Beispiele haben die Vorteile der optimierten Kühlung gezeigt. Theoretische und praktische Untersuchungen von PEP konnten einen Rückgang der Formtemperatur um ca. 20°C und/oder der Zykluszeiten um 20 Sekunden zeigen. LBC konnte die Zykluszeit um bis zu 60 Prozent reduzieren, und in einem Fall die Ausschussquote mit DirectTool und optimierter Kühlung von 50 Prozent auf null senken.
Vielseitige Produktionsmethode für die Serie
Durch die Erweiterung des Rapid Tooling in die Serienproduktion in den letzten Jahren hat sich DMLS als sehr vielseitige Produktionsmethode bewährt, die herkömmliche Methoden, wie CNC-Fräsen und EDM, ergänzt.

Die Technologie bietet die Möglichkeit, eine große Bandbreite von Geometrien schnell und mit sehr geringem Aufwand herzustellen - einschließlich sehr filigraner Formen, die konventionell schwierig zu produzieren sind. Das gibt dieser Technologie einzigartige Vorteile, die den steigenden Einsatz und die breitere Akzeptanz von DirectTool vorantreiben.
Artikelfiles und Artikellinks
(ID:259507)
:quality(80)/p7i.vogel.de/wcms/6c/b4/6cb4a94b8c13d8a435e5c3a1f54ab946/0128201066v2.jpeg "Unterschiedliche Produkte, in Serie gedruckt im Multi-Jet-Fusion-Verfahren (Bild: Xometry)")
:quality(80)/p7i.vogel.de/wcms/5e/b0/5eb0ec16031669bbad559afbbe4048b9/0127309270v1.jpeg "Additiv gefertigtes, topologieoptimiertes Segment eines Presshärtewerkzeugs. (Bild: Fraunhofer IWU)")