Der Hochleistungswerkstoff Aluminium ist aus dem automobilen Leichtbau nicht mehr wegzudenken: er reduziert das Gewicht und sorgt trotzdem für Stabilität. Ein Manko hat er allerdings: er ist schwer schmelzschweißbar. Das Rührreibschweißen könnte die Lösung sein.
Beim Rührreibschweißen werden die Komponenten an der Nahtstelle nicht verschmolzen, sondern miteinander verrührt.
(Bild: Grenzebach)
Die Automobilindustrie setzt heute stark auf das Fahren mit grünem Strom – mit dem Ziel das Klima zu schützen und Ressourcen zu schonen. Die E-Mobilität brachte einen tiefgreifenden Wandel, bei dem Leichtbaulösungen mit Aluminiumwerkstoffen im Vordergrund stehen. Gerade der Hochleistungswerkstoff Aluminium ist aus dem automobilen Leichtbau nicht mehr wegzudenken. Ob bei Rahmen von Fahr- oder Motorrädern, bei Auflegern von Lkws, in Profilen von Schienenfahrzeugen, bei Komponenten für die Raumfahrt: Aluminium wird dann als Werkstoff gewählt, wenn es darum geht, Gewicht auf der einen Seite zu reduzieren und Stabilität auf der anderen Seite zu erreichen.
Doch bei allen Vorteilen hat Aluminium auch seine Grenzen. So gilt Aluminium als nicht oder nur schwer schmelzschweißbar. Der Grund ist die Aluminiumoxidschicht. Als Pressschweißverfahren ist Rührreibschweißen anderen Schmelzschweißverfahren überlegen, wenn es darum geht, Aluminiumlegierungen und andere Mischverbindungen zu verarbeiten. Beim Rührreibschweißen werden die Komponenten an der Nahtstelle nicht verschmolzen, sondern miteinander verrührt. Das Verfahren ist auch unter der Abkürzung FSW geläufig. FSW steht für die englische Bezeichnung Friction Stir Welding.
Das Rührreibschweißen ist eine noch recht junge Technologien und wird ständig weiterentwickelt. Bei Konstrukteuren und Technikern in Unternehmen entstehen hierbei viele Fragen: Welche Bauteile können mit dieser Technologie bearbeitet werden, welche Projekte lassen sich damit umsetzen? Wo stößt das Verfahren an seine Grenzen?
Doch zunächst: Was passiert beim Rührreibschweißen? Ein verschleißfester rotierender Pin erzeugt Reibungswärme an der Nahtstelle. Das Material wird plastisch verformbar und entlang der Nahtstelle durch den Reibstift verrührt. Dabei wird der Schmelzpunkt der Werkstoffe nicht erreicht. Das plastifizierte Material wird über die Werkzeugschulter verdichtet – es entsteht eine feste medien- und druckdichte Verbindung zwischen den Werkstücken. Das Rührreibschweißen eignet sich für das Fügen von Nichteisenmetallen und Legierungen mit niedriger Schmelztemperatur und metallische Mischverbindungen.
3000 Batteriewannen in einer Woche
Der Automobilzulieferer TPV Automotive setzt bei Aluminium-Komponenten bei E-Autos auf die Rührreibschweißtechnologie. Im Werk in Brežice nahe der kroatischen Grenze sind für die Fertigung von Batteriewannen für E-Fahrzeuge sechs FSW-Portalmaschinen von Grenzebach im Einsatz. Die Batteriewannen werden aus verschiedenen Einzelteilen aus zwei verschiedenen Aluminiumlegierungen gefertigt. Vier Deckbleche und neun Strangpressprofile werden zu einer Batteriewanne verschweißt. „Die Batteriewannen müssen zu hundert Prozent dicht geschweißt sein, damit im Falle eines Schadens an der Batterie keine Flüssigkeit austreten kann“, sagt Emir Šoštarec, Supply Chain Manager bei TPV Automotive. Eine FSW-Portalmaschine fertigt rund 80 Batteriewannen pro Tag, die sechs Maschinen können pro Woche 3.000 Teile liefern.
Anforderungen an die konstruktive Gestaltung
Mit der Rührreibschweißtechnologie lassen sich Werkstücke auf verschiedene Art und Weise verbinden. Klassiker sind der Stumpfstoß und der Überlappstoß. Beim Überlappstoß entsteht die Schweißverbindung und ihre Festigkeit hauptsächlich durch die Verbindungsbreite und nicht durch die Schweißtiefe. Das ist so ähnlich, wenn zwei überlappende Bauteile mit einer Schraube verbunden werden. Hierbei sorgt nicht die Länge der Schraube für eine größere Kraftübertragung, sondern der Durchmesser. Wie groß die Einschweißtiefe nun sein soll gibt bei Schweißbverbindungen im Überlappstoß die Dicke des oben liegenden Blechs vor. Ideal ist eine Pin-Länge, die größer ist als die Blechdicke und eine etwa 1 mm tiefe Einschweißung im unteren Fügepartner ermöglicht. Zu hoch darf die Einschweißtiefe auch nicht sein, denn der Überlappstoß ist unempfindlich gegenüber Toleranzschwankungen.
Beim Stumpfstoß hingegen wird die Verbindungsfestigkeit durch die Schweißtiefe aufgebaut und nicht durch die Schweiß- bzw. Verbindungsbreite. Die Einschweißtiefe sollte möglichst der Dicke der Fügepartner entsprechen. So gilt bei der Einschweißtiefe für beide Schweißstöße: nur so viel wie nötig. Bei Aluminium sind so bei Einschweißtiefen von 3-5 mm Vorschubsgeschwindigkeiten von 1 bis 2 m/min im Schweißprozess möglich.
Doch warum, hat die Einschweißtiefe einen solchen Einfluss? Das plastifizierte Material, das das Reibwerkzeug umströmt, baut einen der Vorschubrichtung entgegengesetzten Staudruck auf. Je länger der Pin ist, desto mehr plastifizierter Werkstoff entsteht. Der Pin wird somit stärker belastet. Übermäßiger Staudruck lässt den Pin brechen oder überlastet die Rührreibschweißanlage. Deshalb empfiehlt es sich, die Einschweißtiefe möglichst gering zu halten.
Stand: 08.12.2025
Es ist für uns eine Selbstverständlichkeit, dass wir verantwortungsvoll mit Ihren personenbezogenen Daten umgehen. Sofern wir personenbezogene Daten von Ihnen erheben, verarbeiten wir diese unter Beachtung der geltenden Datenschutzvorschriften. Detaillierte Informationen finden Sie in unserer Datenschutzerklärung.
Einwilligung in die Verwendung von Daten zu Werbezwecken
Ich bin damit einverstanden, dass die Vogel Communications Group GmbH & Co. KG, Max-Planckstr. 7-9, 97082 Würzburg einschließlich aller mit ihr im Sinne der §§ 15 ff. AktG verbundenen Unternehmen (im weiteren: Vogel Communications Group) meine E-Mail-Adresse für die Zusendung von redaktionellen Newslettern nutzt. Auflistungen der jeweils zugehörigen Unternehmen können hier abgerufen werden.
Der Newsletterinhalt erstreckt sich dabei auf Produkte und Dienstleistungen aller zuvor genannten Unternehmen, darunter beispielsweise Fachzeitschriften und Fachbücher, Veranstaltungen und Messen sowie veranstaltungsbezogene Produkte und Dienstleistungen, Print- und Digital-Mediaangebote und Services wie weitere (redaktionelle) Newsletter, Gewinnspiele, Lead-Kampagnen, Marktforschung im Online- und Offline-Bereich, fachspezifische Webportale und E-Learning-Angebote. Wenn auch meine persönliche Telefonnummer erhoben wurde, darf diese für die Unterbreitung von Angeboten der vorgenannten Produkte und Dienstleistungen der vorgenannten Unternehmen und Marktforschung genutzt werden.
Meine Einwilligung umfasst zudem die Verarbeitung meiner E-Mail-Adresse und Telefonnummer für den Datenabgleich zu Marketingzwecken mit ausgewählten Werbepartnern wie z.B. LinkedIN, Google und Meta. Hierfür darf die Vogel Communications Group die genannten Daten gehasht an Werbepartner übermitteln, die diese Daten dann nutzen, um feststellen zu können, ob ich ebenfalls Mitglied auf den besagten Werbepartnerportalen bin. Die Vogel Communications Group nutzt diese Funktion zu Zwecken des Retargeting (Upselling, Crossselling und Kundenbindung), der Generierung von sog. Lookalike Audiences zur Neukundengewinnung und als Ausschlussgrundlage für laufende Werbekampagnen. Weitere Informationen kann ich dem Abschnitt „Datenabgleich zu Marketingzwecken“ in der Datenschutzerklärung entnehmen.
Falls ich im Internet auf Portalen der Vogel Communications Group einschließlich deren mit ihr im Sinne der §§ 15 ff. AktG verbundenen Unternehmen geschützte Inhalte abrufe, muss ich mich mit weiteren Daten für den Zugang zu diesen Inhalten registrieren. Im Gegenzug für diesen gebührenlosen Zugang zu redaktionellen Inhalten dürfen meine Daten im Sinne dieser Einwilligung für die hier genannten Zwecke verwendet werden. Dies gilt nicht für den Datenabgleich zu Marketingzwecken.
Recht auf Widerruf
Mir ist bewusst, dass ich diese Einwilligung jederzeit für die Zukunft widerrufen kann. Durch meinen Widerruf wird die Rechtmäßigkeit der aufgrund meiner Einwilligung bis zum Widerruf erfolgten Verarbeitung nicht berührt. Um meinen Widerruf zu erklären, kann ich als eine Möglichkeit das unter https://contact.vogel.de abrufbare Kontaktformular nutzen. Sofern ich einzelne von mir abonnierte Newsletter nicht mehr erhalten möchte, kann ich darüber hinaus auch den am Ende eines Newsletters eingebundenen Abmeldelink anklicken. Weitere Informationen zu meinem Widerrufsrecht und dessen Ausübung sowie zu den Folgen meines Widerrufs finde ich in der Datenschutzerklärung, Abschnitt Redaktionelle Newsletter.
Höhere Schweißgeschwindigkeiten
Um höhere Schweißgeschwindigkewiten zu erreichen, spielen eine höhere Drehzahl und ein höherer Anpressdruck eine Rolle. Mit zunehmender Schweißtiefe reduziert sich hingegen die Geschwindigkeit. Aber auch der Schweißbahngestaltung hat Einfluss: Ist die Schweißkontur kurvenförnmig, muss die Geschwindigkeit in der oder den Kurven um rund 50 % reduziert werden, damit der Werkstofffluss stabil bleibt.
Eine weitere Größe, die auf die Schweißgeschwindigkeit Einfluss hat, stellt die jeweilige Legierung des zu schweißenden Werkstoffs dar. So lassen sich etwa bei Aluminiumlegierungen der Klasse EN AW 6000 um 30 bis 50 % höhere Geschwindigkeiten realisieren als bei Legierungen der Klasse EN AW 5000. Ermöglicht wird dies durch die unterschiedlichen Fließgrenzen und dem Verformungsvermögen der jeweiligen Legierungen bei erhöhter Temperatur bzw. der Prozesstemperatur.
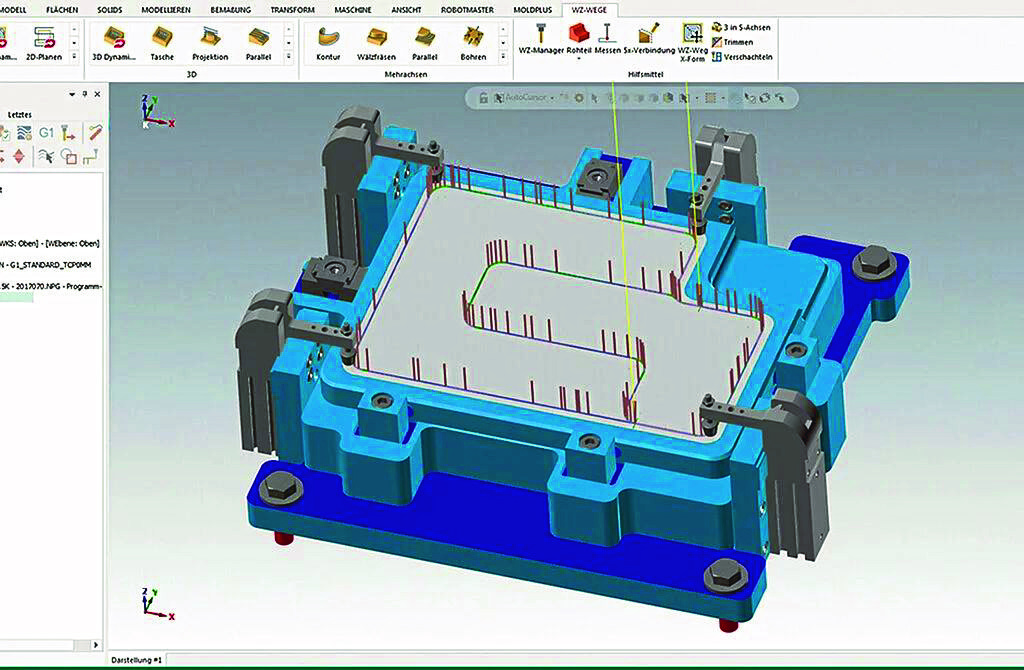
Vom 3D-Modell zum fertigen Schweißprogramm in nur wenigen Klicks
Eine speziell für Rührreibschweiß-Prozesse entwickelte Programmiersoftware erleichtert dem Anwender Schweißprogramme zu erstellen.
(Bildquelle: Grenzebach)
Die speziell für Rührreibschweiß-Prozesse entwickelte Programmiersoftware erleichtert dem Anwender das Erstellen von Schweißprogrammen. Neben der Programmierung der Schweißbahn und der FSW-Prozessparameter kann auch die Ansteuerung von Spannvorrichtungen / Spannelementen bereits in der CAD/CAM-Umgebung programmiert werden. Die Programmierung erfolgt offline an einem separaten PC, ohne dabei die Anlage zu blockieren. Das fertige Schweißprogramm kann im Anschluss über USB oder Netzwerkverbindung bequem auf die Anlage gespielt werden. Import von 3D-Modellen Wählen der Geometrie, Festlegen des Bahnverlaufs im 3D-Modell Einfache Änderungsmöglichkeiten für die Bahngeometrie Festlegen der FSW-Prozessparameter und -änderung für einzelne Bahnpunkte und Segmente Einfügen von Aktionspunkten im Bahnverlauf Kollisions-Erkennung von Werkzeug und Bauteil Erreichbarkeits-Check Importmöglichkeit unterschiedlicher Reibwerkzeug-Geometrien Anlegen und Verwalten einer Werkzeugdatenbank Dokumentationsfunktion und Rückverfolgbarkeit von z. B. Parameter- oder Bahnänderungen.
Kein Schweißdraht oder Schutzgas nötig
So wie E-Fahrzeuge mit Zielrichtung klimafreundlicher Mobilität immer mehr an Fahrt aufnehmen, so kommt für die Produktion von Aluminium-Bauteilen immer häufiger das Rührreibschweißen zum Einsatz. Dabei gilt nicht zuletzt: emissionsfreies Verfahren trifft auf emissionsarme Antriebstechnologie. Im Vergleich zum herkömmlichen Schmelzschweißverfahren wie etwa dem Lichtbogenschweißen werden beim Rührreibschweißen weder Schweißdraht noch Schutzgas oder aufwändige Abluftsysteme benötigt. Darüber hinaus ist die Anwendung geräuscharm und erzeugt keine optische Strahlung.
Gerade die Entwicklungsphase ist entscheidend für den Erfolg der Rührreibschweiß-Technologie. Grenzebach setzt hierbei voll auf Teamarbeit: Im laufenden Austausch mit dem Kunden und auch bei der Bauteilentwicklung als Sparringspartner für FSW. So entsteht ein Produkt gemeinsam Schritt für Schritt – und dazu passend das FSW-Anlagenkonzept.
:quality(80)/p7i.vogel.de/wcms/17/91/17914750ffc7ba7a25184e575a16b673/adobestock-58742161--c2-a9-20doc-20rabe-20media-20-e2-80-93-20stock-adobe-com-6000x3377v1.jpeg "Wir haben Tipps & Tricks aus dem Bereich Digital Engineering gesammelt, um Konstrukteuren und Entwicklern die Arbeit zu erleichtern. (Bild: © DOC RABE Media – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/d1/aa/d1aa90fe57c7e869fad955f6fa5869a9/yamu-jay-green-energy-9062790-5376x3022v1.jpeg "Die neue Toolbox richtet sich an kleine und mittlere Unternehmen (KMU), Start-ups sowie an Entwicklungs- und Konstruktionsabteilungen, die zirkuläre Anforderungen systematisch in ihre Produkte integrieren möchten. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/99/3f/993f3507a25b1b01acdc1dfa064df03b/1-20--20spritzguss-c-uni-a-20grunwald-edit-4671x2627v1.jpeg "Nils Meyer (rechts) und Projekt-Mitarbeiter Julian Greif entwickeln ein KI-Tool, um die Bauteilentwicklung im Spritzguss zu optimieren. (Bild: Universität Augsburg)")
:quality(80)/p7i.vogel.de/wcms/ca/52/ca52419eb80bccebeaf6fd29dd30717d/geralt-time-2676366-3226x1813v1.jpeg "Was ein Bauteil wirklich kostet, wissen viele Konstrukteure erst Wochen nach der Fertigung der Bauteile. Wie sich diese Lücke schließen lässt, erfahren Teilnehmer auf dem Konstruktionsleiter-Forum 2026. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/87/c2/87c2b4e3161b9d7ff5816852a1f05a64/0132403102v1v1.jpeg "(Bild: Vogel Professional Education)")
:quality(80)/p7i.vogel.de/wcms/16/00/1600883e04215e4e3863e4a941e364c0/newsimage424941-2000x1124v1.jpeg "Mit Kassandra tauchen Teams in eine Thriller‑Story ein, lösen unter Zeitdruck KI‑Challenges. (Bild: Fraunhofer FIT)")
:quality(80)/p7i.vogel.de/wcms/c3/0d/c30daafe0cdf3fcc3d50509e60be8989/bild-1-925x520v1.jpeg "Für eine Förderstrecke für Mozzarella-Verpackungen verwendet Zott das Kettenfördersystem Varioflow Plus von Bosch Rexroth mit Komponenten aus Edelstahl. (Bild: Heldele Automation )")
:quality(80)/p7i.vogel.de/wcms/11/96/11960b1d2f221b89b8fe9bf1de6e367e/franke-drehverbindung-materialmix-frei-1920x1080v1.png "Mögliche Werkstoffe für die Lagergehäuse von Drahtwälzlagern (von links im Uhrzeigersinn): 3D-gedruckte Struktur, Karbon, Stahl, Kunststoff, Messing, Aluminium, Bronze, Edelstahl (Bild: Franke)")
:quality(80)/p7i.vogel.de/wcms/27/9b/279bdbe29d08f90d38d3f330a8544de0/rollon-hvc-mg-rgb-1616x908v1.jpeg "Die neue MG-Version der HVC-Kugelschienenführung mit Vollauszug hat eine höhere Tragzahl als die bisher verfügbaren Varianten der Baureihe. (Bild: Rollon)")
:quality(80)/p7i.vogel.de/wcms/d8/d4/d8d4786533658531dd7f5d383c020f54/-sb-3254-3000x1687v1.jpeg "Auch 2026 heißt es in Würzburg wieder „Herzlich willkommen\" für Konstruktions- und Entwicklungsleiter aus ganz Deutschland. (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/83/93/83935dca5289556988d7d2e9f2183d82/-sb-3254-3000x1687v1.jpeg "Würzburg im Oktober heißt: zwei Tage rund um die Frage, wie sich Produktentwicklung heute effizient und zukunftsfähig gestalten lässt. (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/e9/03/e90306f116f570daebed16b9684b9445/item-20fa-20schutzz-c3-a4une-20planen-20-bild2-1469x827v1.png "Digitale Konfiguratoren wie die von Item vereinfachen die Planung kompletter Schutzzäune über eine intuitive Benutzeroberfläche. (Bild: Item)")
:quality(80)/p7i.vogel.de/wcms/1a/d9/1ad9efc8a86adc6031d22f7473e0d390/0132121730v1.jpeg "Nachdem es in den ersten vier Monaten 2026 für die deutsche Industrie in Sachen Auftragslage eher mau aussah, hat der Mai als Wonnemonat seinem Namen wohl Ehre gemacht. Analysten glauben nun zwar an mehr Sonne, doch die Wolken sind noch nicht verschwunden ... (Bild: Solarfans)")
:quality(80)/p7i.vogel.de/wcms/a0/03/a003d1d5ee83399f232303f7c50bd93b/geralt-statistics-4623842-4752x2672v1.jpeg "Erholung mit Risiken: Deutschlands Wirtschaft zwischen geopolitischer Unsicherheit und technologischem Aufschwung. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/aa/e1/aae1d4890329b20e40f4ebbc782705c7/aussenhandel-saisonbereinigt-2048x1151v1.png "Im April 2026 sind die deutschen Exporte gegenüber März 2026 kalender- und saisonbereinigt um 0,9 Prozent und die Importe um 1,2 Prozent gestiegen. (Bild: Destatis)")
:quality(80)/p7i.vogel.de/wcms/76/32/763233e84c4054d0c8634dad6c6141fc/adobestock-2035398302-2730x1536v1.jpeg "Wir zeigen, wie aus mechanischen Fächern und maritimen Lüftungssystemen der moderne Hochleistungsventilator wurde. (Bild: © Olga Ко – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/09/2a/092ad24dd4b603abc12e017024d5be85/digitalerzwillingjoseph-von-fraunhofer-20-282-29-6200x3489v1.jpeg "Auf der Hannover Messe 2026 konnten sich Besucher mit dem digitalen Zwilling von Joseph von Fraunhofer unterhalten – das Metaverse und KI machen es möglich. (Bild: Fraunhofer-Gesellschaft)")
:quality(80)/p7i.vogel.de/wcms/2f/2b/2f2b46d8cd0987790d053a0ecc434833/aumovio-pp-dtco-1-1772x997v1.jpeg "20 Jahre digitaler Tachograph: Wie sich das Gerät vom Kontrollgerät zum Datenhub im Güterverkehr entwickelt hat. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/bf/45/bf4523ff21e3add62ccd8390c5bfea7a/adobestock-726557427--c2-a9-20vladan-20-e2-80-93-20stock-adobe-com-ki-generiert-3580x2016v1.jpeg "Astronomie erforscht die Welt der Galaxien und versucht, Entstehung, Aufbau und Entwicklung des Universums zu erklären. (Bild: © Vladan – stock.adobe.com_KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/a5/85/a585fd3e9719eb236ee815591f370261/ergonomischer-montagearbeitsplatz-gesuender-und-effizienter-arbeitenv1.jpeg "Ein ergonomisch eingerichteter Montagearbeitsplatz unterstützt effiziente Arbeitsabläufe und reduziert körperliche Belastungen. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/57/77/5777fa6040a24e6a62e9b06a5ba3196b/itemde-vogel-advertorial-mobile-roboter-in-der-industrie-headerbildv1.jpeg "Mit standardisierten Base Carts und individuell konfigurierbaren Top Modulen bietet item passgenaue Lösungen für unterschiedliche Transportaufgaben (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/50/8c/508ccaa2f4a61a0fecf84fde16ba45aa/schrittmotor-nema-24-erklaerung-und-anwendungen-die-sie-kennen-solltenv1.jpeg "Die Parametrierung und Inbetriebnahme des Integrierten Motors ST NEMA24 von item Industrietechnik erfolgen komfortabel mit der Software item MotionSoftStepper (Bild: item)")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/55400/55419/65.jpg "kopra-Logo_rgb.jpg ()")
:fill(fff,0)/p7i.vogel.de/companies/64/1b/641b1b39912ca/heraeus-wm-amloy-untereinander-rgb.png "heraeus-wm-amloy-untereinander-rgb (Heraeus AMLOY Technologies GmbH)")
")
:quality(80)/p7i.vogel.de/wcms/cc/c9/ccc949e4820a0e72b347e48a834b3fef/0106194041.jpeg "Die Portalanlagen sind in eine automatisierte Produktionslinie integriert. Ein Roboter bringt die Bauteile zu den einzelnen Bearbeitungsstationen.(Bild: Grenzebach)")
:quality(80)/p7i.vogel.de/wcms/dd/42/dd42385bcfe0f17990a1df871cd7a08a/0106323103.jpeg "Der Rührreibschweiß-Prozess: 1. Rotierendes Schweißwerkzeug; 2. Eintauchen; 3. Anstellwinkel 0-5°; 4. Vorschub; 5. Austauchen(Bild: Grenzebach)")
:quality(80)/p7i.vogel.de/wcms/2b/d0/2bd0c0f98d3379ba8fac2da055f5d365/0106330127.jpeg "Beim Rührreibschweißen werden die Komponenten an der Nahtstelle nicht verschmolzen, sondern miteinander verrührt.(Bild: Grenzebach)")
:quality(80)/p7i.vogel.de/wcms/4a/f8/4af805b0797d5a69ee48b487c90b4b2e/0106209108.jpeg "Es können die Schweißbahn und FSW-Prozessparameter programmiert werden, aber auch die Ansteuerung von Spannvorrichtungen / Spannelementen bereits in der CAD/CAM-Umgebung. (Bild: Grenzebach)")
:quality(80)/p7i.vogel.de/wcms/da/c3/dac3dc170c02460beed1576f2d936c30/0128750103v1.jpeg "Forschende der Universität Nagoya in Japan haben nun den Metall-3D-Druck genutzt, um eine neue Reihe von Aluminiumlegierungen zu entwickeln, die auf höhere mechanische Festigkeit und bessere Hitzebeständigkeit optimiert sind. (Bild: Universität Nagoya)")
:quality(80)/p7i.vogel.de/wcms/ca/2c/ca2c319287e99aae2a7f77907d74abf2/0126571795v2.jpeg "Das Fraunhofer IWS demonstriert im EU-Projekt Albatross ein prozessstabiles Laserschweißverfahren für Aluminium-Druckguss und Strangpressprofile, das ohne Zusatzwerkstoff auskommt und rissfreie, porenarme Nähte im realen Bauteilmaßstab ermöglicht. (Bild: Fraunhofer IWS/Rene Jungnickel)")