:quality(80)/p7i.vogel.de/wcms/1d/be/1dbed31a0cd1a30f5db8158f0e69669a/adobestock-1788280853--c2-a9-20satria-20-e2-80-93-20stock-adobe-com-5081x2860v1.jpeg "Quantencomputer benötigen extreme Kühlung auf Temperaturen nahe dem absoluten Nullpunkt, um Qubits stabil zu halten. (Bild: © satria – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/44/32/44320af870bcbffcfef83f1f11fc299e/0130318623v2.jpeg "Hersteller speichern die Seriennummer und den individuellen Fingerabdruck der Verpackung oder des Produkts in einer Datenbank. Bei Bedarf können Mitarbeitende den QR-Code und die Oberflächenmerkmale mithilfe einer App auslesen. (Bild: Fraunhofer-IAP)")
:quality(80)/p7i.vogel.de/wcms/01/73/01734ee9eeae180ee72223cda1f00a9d/26-04-pi-fraunhofer-iws-21160-bioslide-pic-01-4128x2321v1.jpeg "Mit dem Forschungsprojekt BioSlide untersucht das Fraunhofer IWS, wie sich Gleitsysteme nachhaltiger und energieeffizienter auslegen lassen. An diesem Gleitlager-Teststand lassen sich neue Werkstoffe besonders anwendungsnah prüfen. (Bild: Jürgen Jeibmann/Fraunhofer IWS)")
:quality(80)/p7i.vogel.de/wcms/a2/3d/a23dafdf6aef82149ee2af6f0789dc33/deutsche-20aircraft-image-3-1600x899v1.png "Die D328eco ist das neue Regionalflugzeug von Deutsche Aircraft für den Einsatz auf Kurz- und Mittelstrecken. (Bild: Deutsche Aircraft)")
:quality(80)/p7i.vogel.de/wcms/74/cc/74ccb5072fe40dcddd90c58bd2462719/0130318611v2.jpeg "Zahlreiche Dokumente und Informationen, die der Konstrukteur benötig, sind an unterschiedlichen Orten abgelegt. Ein KI-gestützter Assistent hilft jetzt beim Auffinden. (Bild: © Gorodenkoff - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/ac/5e/ac5ecc3e9c6f79f460c5eb4ca6d21104/mohamed-hassan-fatigue-10145819-1920-1920x1080v1.png "Wie Beschäftigte den Arbeitsalltag im Frühling besser bewältigen. (Bild: Pixabay)")
:quality(80)/p7i.vogel.de/wcms/bd/be/bdbe462f8edfe76f5b344d727698e8bd/viethen-ulrich-6421x3610v1.jpeg "Dr. Ulrich Viethen, CEO von Murrelektronik, erklärt im Interview, warum Automatisierung am besten dezentral ist und warum Co-Creation mit Kunden den Unterschied macht. (Bild: Murrelektronik)")
:quality(80)/p7i.vogel.de/wcms/aa/af/aaaf324627ec8020691882a5d8cb48cc/0130316817v1.jpeg "Siemens und Palo Alto Networks bieten geprüfte Cybersecurity-Lösung für industrielles 5G an. (Bild: Siemens)")
:quality(80)/p7i.vogel.de/wcms/6b/28/6b28f79fb9cd5a27ee8e9fe5fdc238d5/retusche-sonderscheiben-nsk-n-2428x1365v1.jpeg "Die Nachgiebigkeit von federnden Elementen in der Praxis rechnerisch meist unberücksichtigt. Mit Mdesign 2026 wird dies nun normkomform berechenbar. (Bild: Teckentrup SLI)")
:quality(80)/p7i.vogel.de/wcms/d6/c1/d6c1a928ee83e288964830a196e1fd0b/item-20fa-20maschinenrichtlinie-20bild1-3000x1687v1.jpeg "Die neue Maschinenverordnung bringt wesentliche Änderungen in Bezug auf Sicherheitsanforderungen für Maschinenhersteller mit sich. Im Fokus stehen unter anderem kollaborative Roboter, die bestimmungsgemäß verwendet werden müssen. (Bild: Item Industrietechnik GmbH)")
:quality(80)/p7i.vogel.de/wcms/ce/43/ce43f56a7f4153787a5342a1137138f8/euchner-vb-logimat-01-6000x3373v1.jpeg "Das modulare Schutztürsystem MGB2 Modular kombiniert mit dem Schlüsselsystem CKS erfüllt alle Anforderungen an Flexibilität, Kosteneffizienz und Betriebssicherheit. (Bild: Euchner)")
:quality(80)/p7i.vogel.de/wcms/39/72/3972da2193f610a42556bfea713d7f8c/scalable-security-6000x3375v1.jpeg "Profinet bietet eine skalierbare Security Lösung und kann damit bedarfsgerecht angewandt werden. (Bild: iuriimotov / stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/3f/ca/3fca55d9f69fb95ea19478149cd94400/adobestock-1887953534--c2-a9-20wladimir1804-20-e2-80-93-20stock-adobe-com-6000x3373v1.jpeg "Technisches Verständnis entsteht durch Ausprobieren, Anpassen und erneutes Testen. Wird der Takt von externen Prozessen bestimmt, verlangsamen sich diese Lernzyklen. (Bild: © wladimir1804 – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/cf/68/cf68a065f389ef22266950d7e4c394fc/newsimage418893-1920x1079v1.jpeg "Bürokratieindex 2026: Prozentuale Änderung der Bundesgesetze. (Bild: ESMT Berlin)")
:quality(80)/p7i.vogel.de/wcms/1e/23/1e2304de29986b6706547c6c997e6ace/business-9804075-1280-20-281-29-1280x720v1.jpeg "Im vierten Quartal 2025 gab es bundesweit 1,26 Millionen offene Stellen – 224.100 oder rund 22 Prozent mehr als im Vorquartal. (Bild: Pixabay)")
:quality(80)/p7i.vogel.de/wcms/bf/45/bf4523ff21e3add62ccd8390c5bfea7a/adobestock-726557427--c2-a9-20vladan-20-e2-80-93-20stock-adobe-com-ki-generiert-3580x2016v1.jpeg "Astronomie erforscht die Welt der Galaxien und versucht, Entstehung, Aufbau und Entwicklung des Universums zu erklären. (Bild: © Vladan – stock.adobe.com_KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/bc/49/bc4957f73a884d8ee1356914659cf2f4/adobestock-325234002--c2-a9-20karyna-20-e2-80-93-20stock-adobe-com-5490x3087v1.jpeg "Riesenräder sind mehr als eine Attraktion, sie sind ein Symbol für technologischen Fortschritt. (Bild: © Karyna – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/7a/22/7a22898e1ee01157399158bd2d7f26c6/0128676654v2.jpeg "Fahrradbeleuchtung gibt es seit dem 19. Jahrhundert. Was als Ölfunzel begann, ist heute ein präzise geregeltes System, das Licht effizient formt. (Bild: www.vaude.com | pd-f)")
:quality(80)/p7i.vogel.de/wcms/46/c9/46c97200605642d8b8f9bc9ac014316a/0128359318v2.jpeg "Kein Weihnachtswunder, aber dennoch faszinierend: Die wunderschönen, auch heute noch oft handgefertigten Weihnachtspyramiden drehen sich dank Luftauftrieb. (Bild: © Animaflora PicsStock - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/45/8a/458add2ba48d38497829522cac80bbae/reinraum-fuer-pharma-medizintechnik-7-herausforderungen-und-wie-sie-sie-loesenv1.jpeg "Arbeiten unter Reinraumbedingungen: In der Pharma- und Medizintechnik sind kontrollierte Umgebungen eine zentrale Voraussetzung für sichere Produktionsprozesse. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/0b/c3/0bc3f807a69dbb07898026e24c11ea06/mini-environments-optikfertigung-neuv1.jpeg "Mini-Environments auf Basis modularer item Komponenten: Dadurch verfügen Unternehmen in der Optikfertigung über präzise, flexible und reinraumtaugliche Arbeitsbereiche. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/e1/93/e193cd7df3b15859208fa33b610588ad/0127840781v1.jpeg "Markus Röß, Leitung Marketing und Vertrieb (Bild: Andreas Karl)")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/90100/90177/65.jpg "LOGO.jpg ()")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/114400/114404/65.jpg "SABLogo-special cables.jpg ()")
:fill(fff,0)/p7i.vogel.de/companies/64/1b/641b1b39912ca/heraeus-wm-amloy-untereinander-rgb.png "heraeus-wm-amloy-untereinander-rgb (Heraeus AMLOY Technologies GmbH)")
")
:quality(80)/p7i.vogel.de/wcms/8b/fb/8bfb5f1796b4f6c681e6ac86d9aea73e/0112653047.jpeg "Die Tests von WMG zeigen, dass die Nahtüberbrückung mit oszillierendem Laserstrahl (oben) im Vergleich mit Schweißungen ohne Oszillation sich verbessert hat.(Bild: WMG/University of Warwick)")
:quality(80)/p7i.vogel.de/wcms/56/e8/56e84cafa9d4cfc5c201b953fd60e6f4/0112653049.jpeg "WMG an der Universität Warwick hat ein serienreifes Verfahren zum Laserschweißen von Batteriekästen aus Aluminium entwickelt. Das WMG-Team wählte dafür die Bearbeitungsoptik ALO4-O von Scansonic in Berlin. (Bild: WMG/University of Warwick)")
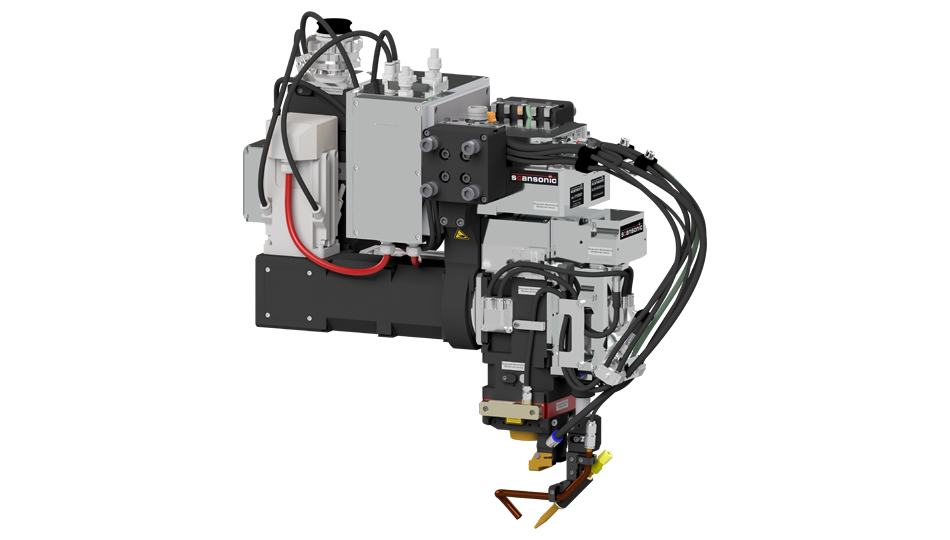
:quality(80)/p7i.vogel.de/wcms/af/d0/afd08625e44177eb9c5096b4a277e41a/0112653052.jpeg "Die ALO4-O wurde speziell für den Einsatz an Batteriegehäusen konzipiert. Der Laserbearbeitungskopf kombiniert die taktile Nahtführung der ALO-Produktfamilie mit der Laserstrahloszillation einer Remote-Optik.(Bild: Scansonic MI GmbH)")
Stand: 08.12.2025
Es ist für uns eine Selbstverständlichkeit, dass wir verantwortungsvoll mit Ihren personenbezogenen Daten umgehen. Sofern wir personenbezogene Daten von Ihnen erheben, verarbeiten wir diese unter Beachtung der geltenden Datenschutzvorschriften. Detaillierte Informationen finden Sie in unserer Datenschutzerklärung.
Einwilligung in die Verwendung von Daten zu Werbezwecken
Ich bin damit einverstanden, dass die Vogel Communications Group GmbH & Co. KG, Max-Planckstr. 7-9, 97082 Würzburg einschließlich aller mit ihr im Sinne der §§ 15 ff. AktG verbundenen Unternehmen (im weiteren: Vogel Communications Group) meine E-Mail-Adresse für die Zusendung von redaktionellen Newslettern nutzt. Auflistungen der jeweils zugehörigen Unternehmen können hier abgerufen werden.
Der Newsletterinhalt erstreckt sich dabei auf Produkte und Dienstleistungen aller zuvor genannten Unternehmen, darunter beispielsweise Fachzeitschriften und Fachbücher, Veranstaltungen und Messen sowie veranstaltungsbezogene Produkte und Dienstleistungen, Print- und Digital-Mediaangebote und Services wie weitere (redaktionelle) Newsletter, Gewinnspiele, Lead-Kampagnen, Marktforschung im Online- und Offline-Bereich, fachspezifische Webportale und E-Learning-Angebote. Wenn auch meine persönliche Telefonnummer erhoben wurde, darf diese für die Unterbreitung von Angeboten der vorgenannten Produkte und Dienstleistungen der vorgenannten Unternehmen und Marktforschung genutzt werden.
Meine Einwilligung umfasst zudem die Verarbeitung meiner E-Mail-Adresse und Telefonnummer für den Datenabgleich zu Marketingzwecken mit ausgewählten Werbepartnern wie z.B. LinkedIN, Google und Meta. Hierfür darf die Vogel Communications Group die genannten Daten gehasht an Werbepartner übermitteln, die diese Daten dann nutzen, um feststellen zu können, ob ich ebenfalls Mitglied auf den besagten Werbepartnerportalen bin. Die Vogel Communications Group nutzt diese Funktion zu Zwecken des Retargeting (Upselling, Crossselling und Kundenbindung), der Generierung von sog. Lookalike Audiences zur Neukundengewinnung und als Ausschlussgrundlage für laufende Werbekampagnen. Weitere Informationen kann ich dem Abschnitt „Datenabgleich zu Marketingzwecken“ in der Datenschutzerklärung entnehmen.
Falls ich im Internet auf Portalen der Vogel Communications Group einschließlich deren mit ihr im Sinne der §§ 15 ff. AktG verbundenen Unternehmen geschützte Inhalte abrufe, muss ich mich mit weiteren Daten für den Zugang zu diesen Inhalten registrieren. Im Gegenzug für diesen gebührenlosen Zugang zu redaktionellen Inhalten dürfen meine Daten im Sinne dieser Einwilligung für die hier genannten Zwecke verwendet werden. Dies gilt nicht für den Datenabgleich zu Marketingzwecken.
Recht auf Widerruf
Mir ist bewusst, dass ich diese Einwilligung jederzeit für die Zukunft widerrufen kann. Durch meinen Widerruf wird die Rechtmäßigkeit der aufgrund meiner Einwilligung bis zum Widerruf erfolgten Verarbeitung nicht berührt. Um meinen Widerruf zu erklären, kann ich als eine Möglichkeit das unter https://contact.vogel.de abrufbare Kontaktformular nutzen. Sofern ich einzelne von mir abonnierte Newsletter nicht mehr erhalten möchte, kann ich darüber hinaus auch den am Ende eines Newsletters eingebundenen Abmeldelink anklicken. Weitere Informationen zu meinem Widerrufsrecht und dessen Ausübung sowie zu den Folgen meines Widerrufs finde ich in der Datenschutzerklärung, Abschnitt Redaktionelle Newsletter.
:quality(80)/p7i.vogel.de/wcms/60/bf/60bf3bc39453eee0a7d0c1e0183c7084/0126712097v2.jpeg "Scansonic hat seine Bearbeitungsoptiken und Sensorlösungen für komplexe Fügeaufgaben – besonders bei anspruchsvollen Bauteilgeometrien, erweitert. (Bild: Scansonic)")
:quality(80)/p7i.vogel.de/wcms/ca/2c/ca2c319287e99aae2a7f77907d74abf2/0126571795v2.jpeg "Das Fraunhofer IWS demonstriert im EU-Projekt Albatross ein prozessstabiles Laserschweißverfahren für Aluminium-Druckguss und Strangpressprofile, das ohne Zusatzwerkstoff auskommt und rissfreie, porenarme Nähte im realen Bauteilmaßstab ermöglicht. (Bild: Fraunhofer IWS/Rene Jungnickel)")