:quality(80)/p7i.vogel.de/wcms/1d/be/1dbed31a0cd1a30f5db8158f0e69669a/adobestock-1788280853--c2-a9-20satria-20-e2-80-93-20stock-adobe-com-5081x2860v1.jpeg "Quantencomputer benötigen extreme Kühlung auf Temperaturen nahe dem absoluten Nullpunkt, um Qubits stabil zu halten. (Bild: © satria – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/44/32/44320af870bcbffcfef83f1f11fc299e/0130318623v2.jpeg "Hersteller speichern die Seriennummer und den individuellen Fingerabdruck der Verpackung oder des Produkts in einer Datenbank. Bei Bedarf können Mitarbeitende den QR-Code und die Oberflächenmerkmale mithilfe einer App auslesen. (Bild: Fraunhofer-IAP)")
:quality(80)/p7i.vogel.de/wcms/01/73/01734ee9eeae180ee72223cda1f00a9d/26-04-pi-fraunhofer-iws-21160-bioslide-pic-01-4128x2321v1.jpeg "Mit dem Forschungsprojekt BioSlide untersucht das Fraunhofer IWS, wie sich Gleitsysteme nachhaltiger und energieeffizienter auslegen lassen. An diesem Gleitlager-Teststand lassen sich neue Werkstoffe besonders anwendungsnah prüfen. (Bild: Jürgen Jeibmann/Fraunhofer IWS)")
:quality(80)/p7i.vogel.de/wcms/a2/3d/a23dafdf6aef82149ee2af6f0789dc33/deutsche-20aircraft-image-3-1600x899v1.png "Die D328eco ist das neue Regionalflugzeug von Deutsche Aircraft für den Einsatz auf Kurz- und Mittelstrecken. (Bild: Deutsche Aircraft)")
:quality(80)/p7i.vogel.de/wcms/74/cc/74ccb5072fe40dcddd90c58bd2462719/0130318611v2.jpeg "Zahlreiche Dokumente und Informationen, die der Konstrukteur benötig, sind an unterschiedlichen Orten abgelegt. Ein KI-gestützter Assistent hilft jetzt beim Auffinden. (Bild: © Gorodenkoff - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/ac/5e/ac5ecc3e9c6f79f460c5eb4ca6d21104/mohamed-hassan-fatigue-10145819-1920-1920x1080v1.png "Wie Beschäftigte den Arbeitsalltag im Frühling besser bewältigen. (Bild: Pixabay)")
:quality(80)/p7i.vogel.de/wcms/bd/be/bdbe462f8edfe76f5b344d727698e8bd/viethen-ulrich-6421x3610v1.jpeg "Dr. Ulrich Viethen, CEO von Murrelektronik, erklärt im Interview, warum Automatisierung am besten dezentral ist und warum Co-Creation mit Kunden den Unterschied macht. (Bild: Murrelektronik)")
:quality(80)/p7i.vogel.de/wcms/aa/af/aaaf324627ec8020691882a5d8cb48cc/0130316817v1.jpeg "Siemens und Palo Alto Networks bieten geprüfte Cybersecurity-Lösung für industrielles 5G an. (Bild: Siemens)")
:quality(80)/p7i.vogel.de/wcms/6b/28/6b28f79fb9cd5a27ee8e9fe5fdc238d5/retusche-sonderscheiben-nsk-n-2428x1365v1.jpeg "Die Nachgiebigkeit von federnden Elementen in der Praxis rechnerisch meist unberücksichtigt. Mit Mdesign 2026 wird dies nun normkomform berechenbar. (Bild: Teckentrup SLI)")
:quality(80)/p7i.vogel.de/wcms/d6/c1/d6c1a928ee83e288964830a196e1fd0b/item-20fa-20maschinenrichtlinie-20bild1-3000x1687v1.jpeg "Die neue Maschinenverordnung bringt wesentliche Änderungen in Bezug auf Sicherheitsanforderungen für Maschinenhersteller mit sich. Im Fokus stehen unter anderem kollaborative Roboter, die bestimmungsgemäß verwendet werden müssen. (Bild: Item Industrietechnik GmbH)")
:quality(80)/p7i.vogel.de/wcms/ce/43/ce43f56a7f4153787a5342a1137138f8/euchner-vb-logimat-01-6000x3373v1.jpeg "Das modulare Schutztürsystem MGB2 Modular kombiniert mit dem Schlüsselsystem CKS erfüllt alle Anforderungen an Flexibilität, Kosteneffizienz und Betriebssicherheit. (Bild: Euchner)")
:quality(80)/p7i.vogel.de/wcms/39/72/3972da2193f610a42556bfea713d7f8c/scalable-security-6000x3375v1.jpeg "Profinet bietet eine skalierbare Security Lösung und kann damit bedarfsgerecht angewandt werden. (Bild: iuriimotov / stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/3f/ca/3fca55d9f69fb95ea19478149cd94400/adobestock-1887953534--c2-a9-20wladimir1804-20-e2-80-93-20stock-adobe-com-6000x3373v1.jpeg "Technisches Verständnis entsteht durch Ausprobieren, Anpassen und erneutes Testen. Wird der Takt von externen Prozessen bestimmt, verlangsamen sich diese Lernzyklen. (Bild: © wladimir1804 – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/cf/68/cf68a065f389ef22266950d7e4c394fc/newsimage418893-1920x1079v1.jpeg "Bürokratieindex 2026: Prozentuale Änderung der Bundesgesetze. (Bild: ESMT Berlin)")
:quality(80)/p7i.vogel.de/wcms/1e/23/1e2304de29986b6706547c6c997e6ace/business-9804075-1280-20-281-29-1280x720v1.jpeg "Im vierten Quartal 2025 gab es bundesweit 1,26 Millionen offene Stellen – 224.100 oder rund 22 Prozent mehr als im Vorquartal. (Bild: Pixabay)")
:quality(80)/p7i.vogel.de/wcms/bf/45/bf4523ff21e3add62ccd8390c5bfea7a/adobestock-726557427--c2-a9-20vladan-20-e2-80-93-20stock-adobe-com-ki-generiert-3580x2016v1.jpeg "Astronomie erforscht die Welt der Galaxien und versucht, Entstehung, Aufbau und Entwicklung des Universums zu erklären. (Bild: © Vladan – stock.adobe.com_KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/bc/49/bc4957f73a884d8ee1356914659cf2f4/adobestock-325234002--c2-a9-20karyna-20-e2-80-93-20stock-adobe-com-5490x3087v1.jpeg "Riesenräder sind mehr als eine Attraktion, sie sind ein Symbol für technologischen Fortschritt. (Bild: © Karyna – stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/7a/22/7a22898e1ee01157399158bd2d7f26c6/0128676654v2.jpeg "Fahrradbeleuchtung gibt es seit dem 19. Jahrhundert. Was als Ölfunzel begann, ist heute ein präzise geregeltes System, das Licht effizient formt. (Bild: www.vaude.com | pd-f)")
:quality(80)/p7i.vogel.de/wcms/46/c9/46c97200605642d8b8f9bc9ac014316a/0128359318v2.jpeg "Kein Weihnachtswunder, aber dennoch faszinierend: Die wunderschönen, auch heute noch oft handgefertigten Weihnachtspyramiden drehen sich dank Luftauftrieb. (Bild: © Animaflora PicsStock - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/45/8a/458add2ba48d38497829522cac80bbae/reinraum-fuer-pharma-medizintechnik-7-herausforderungen-und-wie-sie-sie-loesenv1.jpeg "Arbeiten unter Reinraumbedingungen: In der Pharma- und Medizintechnik sind kontrollierte Umgebungen eine zentrale Voraussetzung für sichere Produktionsprozesse. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/0b/c3/0bc3f807a69dbb07898026e24c11ea06/mini-environments-optikfertigung-neuv1.jpeg "Mini-Environments auf Basis modularer item Komponenten: Dadurch verfügen Unternehmen in der Optikfertigung über präzise, flexible und reinraumtaugliche Arbeitsbereiche. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/e1/93/e193cd7df3b15859208fa33b610588ad/0127840781v1.jpeg "Markus Röß, Leitung Marketing und Vertrieb (Bild: Andreas Karl)")
Pneumatikzylinder Pneumatische Hochkraftzylinder für reduzierten Betriebsdruck
Der Einsatz von Niederdrucknetzen für pneumatische Produktionsanlagen ist erklärtes Ziel der Automobilindustrie. Gleichzeitig verlangt das Schweißen von hochfesten Stahlblechen höhere Schweißkräfte. Wie das mit einem niedrigeren Druckniveau realisiert werden kann, zeigt Norgren mit seinem patentierten Schweißzangenantrieb.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/132600/132616/65.png "index.png ()")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/124400/124462/65.jpg "Logo-DIRAK.jpg ()")
Aufgrund gestiegener Energiekosten und verschärfter gesetzlicher Vorschriften kommt dem dem Thema Energieeffizienz von Produktionsanlagen viel Aufmerksamkeit zu. Beim Automobilrohbau werden noch sehr häufig Schweißzangenantriebe in Verbindung mit Hochdrucknetzen (12 bar) betrieben, was hohe Kosten für die Druckluftbereitstellung bedeutet. Eine der größten Anforderungen der Automobilindustrie für zukünftige Projekte ist deshalb der Einsatz von Niederdrucknetzen (6 bar). Im Weiteren sorgen höhere Crash-Anforderungen und weitergehende Gewichtsreduzierungen für den zunehmenden Einsatz von hochfesten Stahlblechen im Rohbau, was höhere Schweißkräfte erfordert.
Vor diesem Hintergrund ist es für den Pneumatikhersteller sinnvoll, die eigene Strategie darauf auszurichten. Für ein niedrigeres Druckniveau müssen die bisherigen bzw. für hochfeste Stahlbleche sogar höhere Schweißkräfte realisiert werden. Dies macht neue Technologien erforderlich. So hat Norgren einen Schweißzangenantrieb patentieren lassen, der kompakte Abmessungen und die einfache Installation der Pneumatik mit der großen Energiedichte der Hydraulik verbindet (Bild 1).
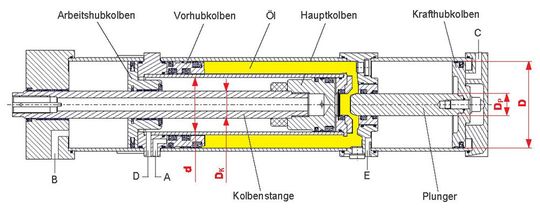
Funktionsweise des Schweißzangenantriebes während des Schweißprozesses
Für den Schweißprozess sind folgende Arbeitsschritte des Zylinders notwendig (Bild 2):
Schritt 1: Der ringförmige Vorhubkolben und der Hauptkolben sind über ein Ölpolster miteinander verbunden. Wird Anschluss A mit Druckluft beaufschlagt, bewegt sich der Vorhubkolben und drückt das Öl in Richtung des Hauptkolbens. Dieser führt daraufhin eine Bewegung aus, und die Kolbenstange fährt aus. Der Hauptkolben wird in seiner Bewegung durch den Arbeitshubkolben gestoppt, da Anschluss B unter Druck steht. Ist diese Stoppposition erreicht, befindet sich der Zylinder in der Vorhubposition kurz vor dem zu schweißenden Blech. Die Vorhubposition repräsentiert die Startposition eines jeden Schweißpunktes, wenn die Schweißzange die richtige Position erreicht hat.
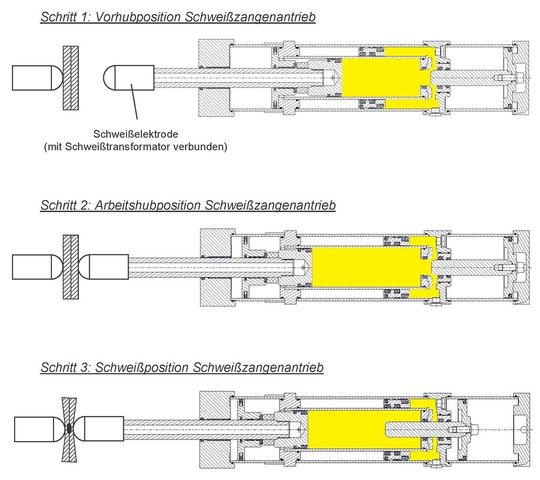
Schritt 2: Um den Schweißprozess zu starten, wird Anschluss B entlüftet (Anschluss A ist weiterhin mit Druckluft beaufschlagt). Die Kolbenstange fährt daraufhin weiter aus, und die Schweißelektrode hat Kontakt mit dem Blech. Der Zylinder ist jetzt in Arbeitshubposition.
Schritt 3: Um die benötigte Schweißkraft zu erzeugen, wird Anschluss C mit Druckluft beaufschlagt. Der Plunger bewegt sich daraufhin in Richtung Kolbenstange und taucht in das Ölpolster ein. Dadurch steigt der Druck im Öl, und die hohe Schweißkraft wird generiert (Schweißposition). Anschließend wird der Schweißstrom zugeschaltet und die entsprechenden Teile miteinander verschweißt.
Druckübersetzung und Kräfte
Der Hochkraft-Schweißzangenzylinder generiert hohe Kräfte bei kompakter Bauweise. Für eine 6 bar-Niederdruckversorgung und einen Zylindernenndurchmesser von 80mm sind Druckübersetzungen bis zu 1:25 möglich.
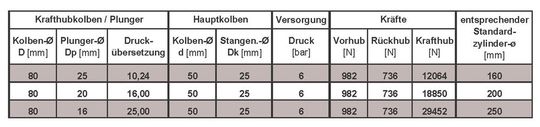
Tabelle 1 zeigt die unterschiedlichen theoretischen Kräfte für einen Zylindernenndurchmesser von 80 mm. Das Durchmesserverhältnis von Krafthubkolben D und Plungerdurchmesser DP (Bild 1) definiert die Druckübersetzung. Analog zu Standard-Pneumatikzylindern sind die Kräfte für den Vor- und Rückhub abhängig vom Hauptkolbendurchmesser d und dem Kolbenstangendurchmesser DK.
Schaltplan des Schweißzangenantriebes
Zur Ansteuerung des Norgren-Schweißzangenantriebs werden verschiedene Ventile benötigt. Bild 3 zeigt, wie die Ansteuerung des Antriebs erfolgen kann.
Das Proportionalventil regelt entsprechend den Anforderungen die benötigten Schweißkräfte. Proportional zu einer eingestellten Spannung stellt dieses einen entsprechenden Druck zur Verfügung, mit dem der Krafthubkolben beaufschlagt wird (Anschluss C). Am Ausgang des Proportionalventils darf jedoch erst Druck anstehen, wenn die Kolbenstange bzw. die Schweißelektrode das zu schweißende Blech berührt. Ein Druckschalter gibt aus diesem Grund ein Einschaltsignal an das Proportionalventil weiter, wenn der Druck in der vorderen Kammer des Arbeitshubkolbens (Anschluss B) entlüftet wird und unter 0,3 bar fällt (Schweißelektrode hat auf Blech aufgesetzt).
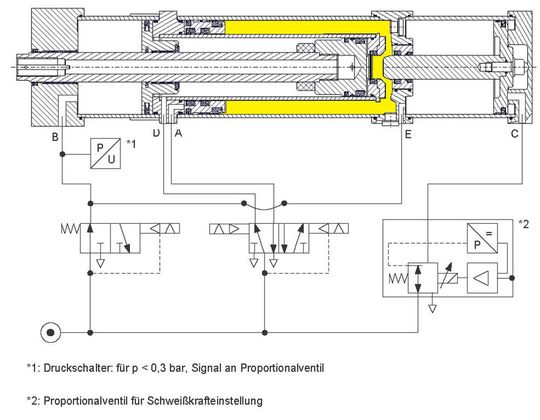
Im Weiteren steuert ein 5/2-Wegeventil den Vor- und Rückhub (Anschlüsse D und A) und ein 3/2-Wegeventil den Arbeitshub (Anschluss B) sowie den Rückhub des Krafthubkolbens (Anschluss E).
Aufgeschraubte Ventilplatte sorgt für optimierten Bauraum
Um den benötigten Bauraum von Zylinder und Ventileinheiten zu optimieren und um eine einfache Montage zu ermöglichen, kann der Zylinder optional mit einer aufgeschraubten Ventilplatte ausgerüstet werden. Da das Proportionalventil nicht für jede Anwendung benötigt wird, wird es nicht mit in die Ventilplatte integriert. Der Einsatz des Proportionalventils ist nicht nötig, wenn der einzustellende Druck für den Krafthub dem Versorgungsdruck des Zylinders entspricht. Dann ist ein einfaches elektromagnetisches 3/2-Wegeventil für den Krafthub ausreichend.
Die Ventilplatte ist modular aufgebaut, um ein möglichst großes Anwendungsspektrum abdecken zu können. So können beispielsweise zusätzliche Ventile angeflanscht werden, um weitere externe Funktionen zu übernehmen.
*Dipl.-Ing. (FH) Frank Gevers, Norgren GmbH, custom engineering
Artikelfiles und Artikellinks
(ID:257249)
:quality(80)/p7i.vogel.de/wcms/d3/92/d3928034d6162c91ad8540092a10d083/0123882374v2.jpeg "Weber-Hydraulik hat ein universell einsetzbares Steuergerät für Proportional- und Schaltventile auf den Markt gebracht. (Bild: Weber-Hydraulik)")
:quality(80)/p7i.vogel.de/wcms/21/8a/218aafa0c7e7b7dae7ed66d36509c9c8/0127746892v2.jpeg "Die Landwirtschaft steht vor tiefgreifenden Veränderungen, die auch die Hydraulik der Maschinen betreffen. (Bild: Parker Hannfin)")